山西永鑫生锻造是一家专业锻造加工生产锻件的企业,所在领域也是相当突出的,所以今天以山西永鑫生锻造为代表,给大家介绍下不锈钢锻件冷却的方法:
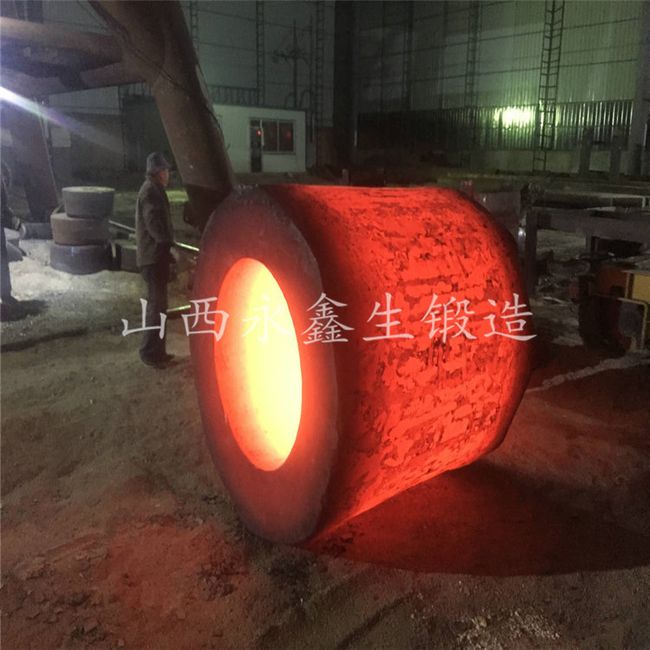
按照冷却速度的不同,锻件的冷却方法有三种:在空气中冷 却,冷却速度较快;在灰砂中冷却,冷却速度较慢;在炉内冷却, 冷却速度最慢。
(1)在空气中冷却 锻件锻后单件或成堆直接放在车间地面上 冷却,但不能放在潮湿地面上或金属板上,也不要放在有穿堂风的 地方,以免冷却不均或局部急冷引起裂纹。
(2)在干燥的灰、砂坑(箱)内冷却 一般钢件人砂温度不应 低于5001,周围灰、砂厚度不少于80 mm,
(3)在炉内冷却 锻件锻后直接放人炉内冷却,钢件人炉温度 不应低于600?650X;,炉温与人炉锻件温度相当。由于可通过炉 温调节来控制锻件的冷却速度,因此,适用于高合金钢、特殊合金 钢锻件及大型锻件的锻后冷却。
锻造车间常用的锻件冷却方法,按照冷却速度的快慢顺序,有水冷、散放空冷、成堆空冷、坑(箱)冷、灰(砂)冷、炉冷和扩氢处理七种。
①水冷 把锻件放在冷水中冷却。
②散放空冷 锻件按一定间隔放在工作地面上,在室温空气中冷却。但需注意不能放在潮湿的地上,也不能放在有过堂风的地方,以防锻件局部冷却过快引起变形等缺陷。
③成堆空冷 锻件成堆放在垫有铁板的地上或空铁箱内冷却。
④坑(箱)冷 锻件放在地坑或保温箱中冷却。
⑤灰(砂)冷 锻件放在石灰、炉渣或砂中冷却。所用的石灰、炉揸或砂必须干燥。一般钢锻件入灰的温度不应低于500?700℃,周围盖灰的厚度不能小于80mm。出灰温度不应高于150℃。
⑥炉冷 锻件停锻后直接人炉,在炉中随炉缓慢冷却。钢锻 件人炉温度一般不低于500?700℃。炉子应事先升到与锻件终锻同样的温度保温,待全部锻件装人炉后,再按具体要求控制冷却速度。锻件出炉温度一般不得高于100?150℃。
⑦扩氢处理 对于白点敏感的大型钢锻件,锻后应直接进行扩氢处理,其具体要求见热处理部分。
锻件冷却方法的选择取决于锻件材料、尺寸、生产量和车间的具体条件。
锻件的冷却规范
制订锻件冷却规范的关键是冷却速度。应根据锻件材料的化学成分、组织特点、锻件的断面尺寸和锻造变形情况等因素来确定合适的冷却速度。一般来说,合金化程度较低、断面尺寸较小、形状比较简单的锻件,则允许的冷却速度快,锻后可以在空气中冷却;反之则须缓慢冷却(灰冷或炉冷)或分阶段冷却。
对于含碳量较高的钢(如碳素工具钢、合金工具钢及轴承钢),为避免锻后最初冷却阶段沿晶界析出网状碳化物,这时应先空冷或鼓风、喷雾快速冷却至7001,然后再把锻件放入灰、砂中或炉内缓慢冷却。
对于没有相变的钢(如奥氏体钢、铁素体钢等),在800? 550℃温度区间应快速冷却,以避免网状碳化物析出。铁素体类钢在475℃具有回火脆性,也要求快速冷却。通常这两类钢均采用空冷。
对于在空冷中容易产生马氏体相变的钢(如高速钢W18Cr4V,W9Cr4V;不锈钢 lCrl3,2Crl3,4Crl3, Crl8, Crl7Ni2, 13Crl2WMoVA; 高合金工具钢3Cr2W8V,CrMn, Crl2等),为了避免产生裂纹,锻后必须缓慢冷却。
对白点敏感的钢(如铬镍钢34CrNiMo?34CrNi4Mo等),为了防止冷却过程中产生白点,应按一定冷却规范进行炉冷?
对于高温合金,由于其再结晶速度缓慢,只有在更高的温度和适当的变形程度下,再结晶才能与变形同时完成;因此,常利用锻后余热使之缓慢冷却。对于一些中小型锻件。常采用堆放空冷方法;镍基高温合金,再结晶温度更高,再结晶速度更慢,为了得到具有完全再结晶组织的锻件,可将锻后锻件及时放人高于合金再结晶温度[T再+(50?100)℃]的炉中保温5?7min,然后取出空冷。
对于铝合金,其导热性较好,锻后通常在空气中冷却,有时直接用水冷却。在锻造过程中,如因故停工需中间冷却时,也按锻件最终冷却规范处理。

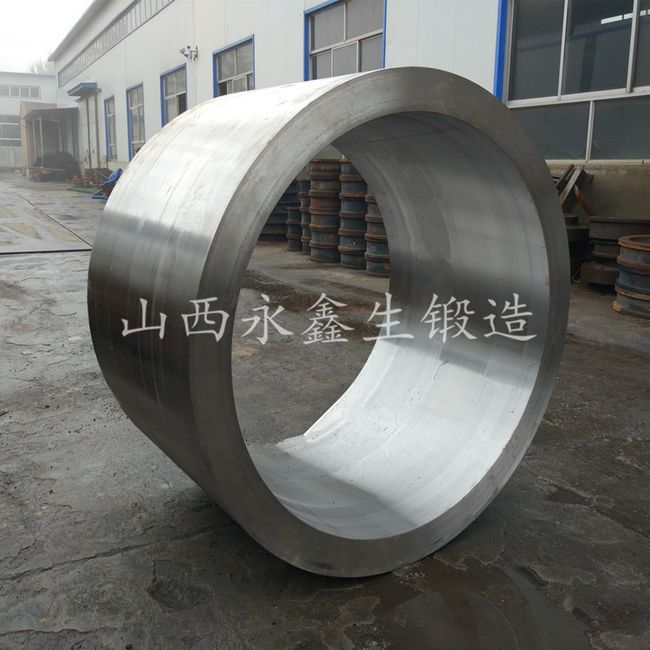
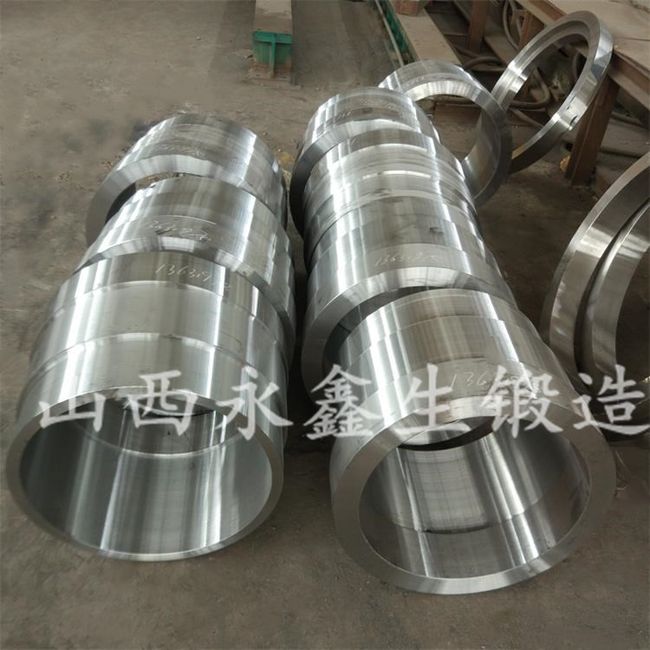
以上就是关于“不锈钢锻件冷却的方法”介绍,山西永鑫生锻造主要生产筒类、轴类、缸体、车轮、方块、模块、支撑座、滑轮、链轮、齿轮、齿圈、环件、法兰等锻件产品,如果您有兴趣,可以联系获取更多详细资料。