导读:生产计划贯穿了价值创造的全过程:从概念到投产的设计过程、从订货到送货的信息流通处理过程、从原材料到产成品的物质转换过程以及全生命周期的支持和服务过程,涉及每一个部门,每一个人。朗欧咨询公司在多年的驻厂咨询分析总结出以下几点:
1 为什么需要计划管理
计划管理是制造企业有效运作的火车头,也是企业的中枢大脑。计划的本质,就是协同各部门准确、稳定、快速的完成交付,兑现向客户做出的承诺。
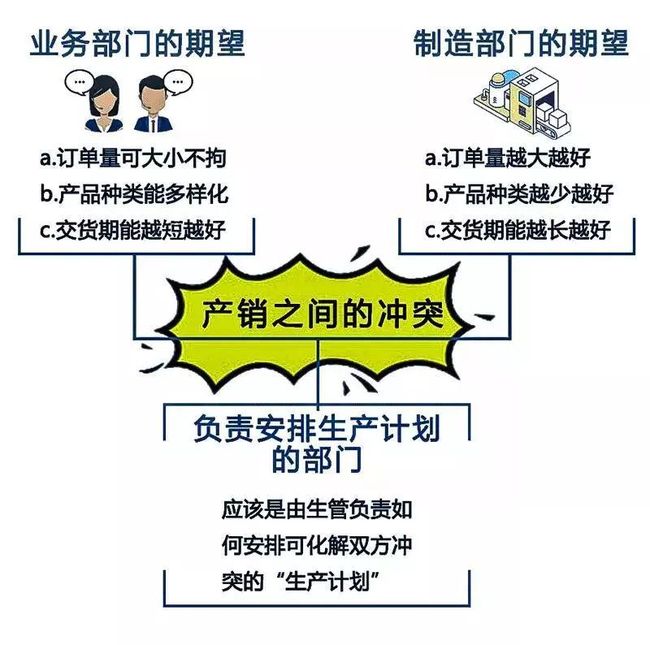
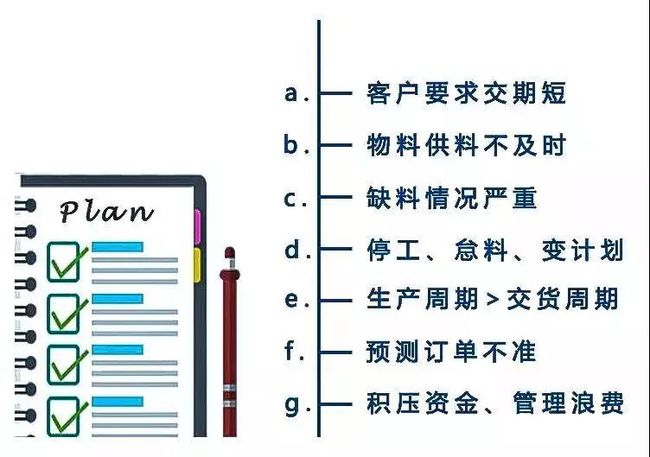
2 企业普遍存在的计划问题
生管安排的生产计划当然是要充分配合客户交货期的,但是:
3 影响计划准备性的因素
生管问题
1. 人工生产排程技巧不够纯熟;
2. 即使使用电脑安排主生产计划(MPS)也时有差错;
3. 未考虑产能负荷,以无限产能安排生产计划,当然会有问题;
4. 生产排程所需基础资料,例如标准工时、工艺途程等资料有偏差;
5. 生产进度掌控不够严谨,缺乏及时回馈系统及紧密稽查的技巧;
6. 生管的权威未建立,生产计划缺乏约束力;
7. 生管的应变力及机动力不足。
制造问题
1. 生产技术有待加强,准备工时长;
2. 制程品质不良时有发生,重制返工多;
3. 换模换线时间太长;
4. 设备故障率高,可动率低。
营业问题
1. 短交期、多样、少量订单特多;
2. 临时客户插单情况严重。
资材问题
1. 采购 / 外协管理能力不足;
2. 供应商交期不准,延误交期司空见惯;
3. 库存料帐不准;
4. 缺物控专责人员、物料控制不够严谨、物料供应计划不全。
4 生产的三种形态
一、计划生产即存货生产型态(MTS=Make To Stock)
二、订单生产(MTO=Make To Order)型态
三、计划与订单生产混合型态
随着企业竞争的需要,订单生产(MTO)有陆陆续续做了些调整与修改
1. CTO(Configure To Order):先备料并生产至加工完成状态,待接到客户订单再装配生产入库出货;
2. BTO(Build To Order):先备料、待接客户订单,才生产加工及装配入库出货;
3. DTO(Design To Order):接客户订单后,才开始设计生产计划备料生产出货,也就是ODM的方式。
5 生产计划的常见类型
一般而言,计划生产(存货生产)因为是先生产才进行销售,生产计划的变动性较低,也较容易担当。相反的,订单生产的变动率较高,安排生产计划的挑战性就愈高,尤其处于这21世纪的特殊经营型态,那更是高难度了。
6 编制生产计划前准备事宜
企业生产管理,生产计划工作对一个工厂来说是非常重要的,如何做好生产计划呢?这必须要考虑到:
(1)物料是否齐备;
(2)熟悉公司产品、了解产品加工工序;
(3)材料使用途径;
(4)了解市场需求;
(5)了解员工动态、机器的正常运作以及物料齐套状况;
(6)生产进度的有效跟踪与控制;
(7)下达生产指令需仔细、准确,不能少下,漏下;
(8)信息需及时反馈与跟进;
(9)适当考虑异常情况;
(10)了解车间产能;
(11)管理好独立需求;
(12)质量情况及品质控制;
(13)正常情况下不能排期太紧,以考虑插入急单的情况;
(14)了解产品、相关工艺流程、瓶颈工序:前工序先采购;
(15)了解物料的性能;
(16)物料的采购周期及到料情况跟进;
(17)合理地调配人员;
(18)跟供应仓储部门、人员联系保证物料的供给;
(19)与工程、技术部门联系技术支持;
(20)制定和查看相应的系列计划:如产品开发计划、生产作业排序计划、人员计划、产能计划与负荷计划、库存计划、出货计划、物料计划、外协计划等。
在生产计划管理中要做到每个细节的考虑,保证节节考虑到,步步做扎实,现如今竞争日益白热化的制造行业,保证订单完成时间和物料利用率的功能是至关重要的。考虑生产计划的关键点提高客户服务质量和按时交货的能力,并减少费用、加班和存货,最终提高产出和利润。
朗欧咨询PMC管理模式:
掌握好此PMC方法,工厂管理无难事!
生产计划和物料控制(PMC)部门是一个企业的“心脏”,掌握着企业生产及物料运作的总调度和命脉,直接涉及影响生产部、生产工程部、采购、货仓、品控部、开发与设计部、设备工程、人力资源及财务成本预算控制等,其制度和流程决定企业盈利成败。朗欧企管多年来一直为中小制造业提供驻厂式管理咨询服务,总结了一套较“接地气”的PMC理论培训教材,帮助广大中小制造业打造从订单接入到成品出货的“高速公路”。

1、主计划与日计划运作模式
2、生管六大组合拳
3、滚动排查,前推后拉
4、通过组装计划拉动前工序生产
5、PMC会议
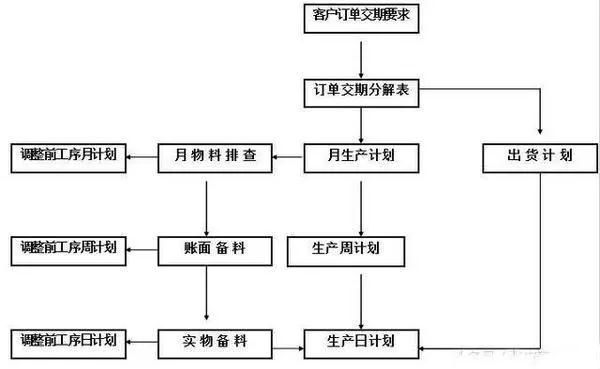
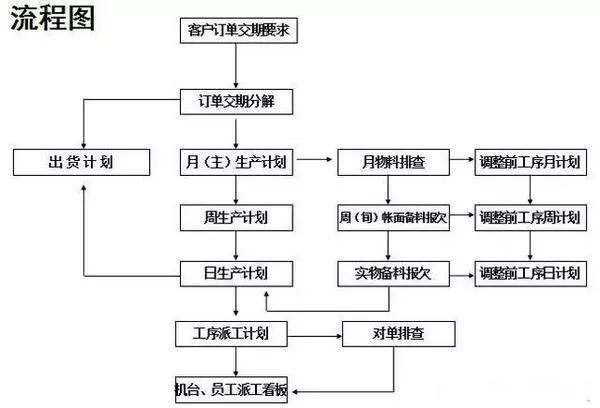
一、主计划及日计划运作模式
整体主计划控制、车间分部实施(正向6步分解与控制):
A、通过时间节点控制表将订单各个环节的完成时间进行分解和控制,形成订单交期分解表。
B、 PMC部根据时间节点要求形成生产主(月)计划 、周计划和日计划。
C、车间分部实施,日计划形成流程及表单运用:
第一步:时间节点控制
第二步:订单交期分解
第三步:主计划形成
第四步:主计划分解成月计划
第五步:月计划分解成周计划
第六步:周计划分解成日计划
(整体统筹控制生产先后顺序,日计划保证主计划有效达成)
二、生管六大组合拳
(一)日计划
1、日计划定义:简单的说就是当日或者次日的明确的生产(工作)任务。
2、日计划的目的:
A.将可以控制的生产进度单位划小,强调有效性、可执行性。
B.通过有效的日计划达成,最终达成主计划,提升产能和效率。
3、日计划制定的前提条件
A.主计划,周计划已确定。
B.物料上线前准备工作的确定、完成。
C.异常已经解决。
4、日计划实施的五重控制:日计划制定控制、日计划确认控制、日计划下达控制、日计划执行过程控制、日计划执行结果控制。
(1)日计划制定控制:
A.主计划中已完成备料的产品筛选(可以生产和必须生产)--账面确定;提前至少一天进行物料的现场排查—实物确定。
B.根据生产车间的各组别差异,进行任务的合理分配。(前期PMC需要和生产部门共同商议确定。)
C.工序比较长的产品,生产日计划前期控制一头一尾。(例如前控制开料,后控制包装出货。)
(2)日计划的确认控制:
A.日计划在生产协调会上进行评审和下达,明确各车间任务。
B.与生产部门现场确认。
(3)日计划的下达控制:
A.日计划应下达到生产部最小管理岗位。
B.机台的日计划最好以《派工单》的形式明确。
C.组装线的,要求生产主管通过早、晚会形式下达,通过生产班组看板明确各班组日生产任务。
(4)日计划执行过程控制:
A.PMC部计划员每两小时对现场的生产进度进行跟进、控制。
B.PMC部对造成日计划未完成的生产单位和责任人进行问责。
(5)日计划执行结果控制(考核控制):
1.稽查部对日计划的达成结果进行问责。
2.生产部门对造成日计划未完成的部门和责任人进行问责。(横向控制)
3.PMC部通过生产达成对相关部门的进行考核。
5、日计划总结
(1).日计划就是让生产任务明确到每日,传递必须执行和达成的确定性。
(2).物料和异常已解决的确定性。
(3).生产任务能够完成的确定性。
(4).没有完成考核的确定性。(确定性是日计划的核心)
(二)日备料
1、备料的目的是什么?
A.发现异常。(数量、质量、规格、配套)
B.解决异常。(高效、快速、有效、有针对性)
备料的最终目的是通过备料来发现问题,并将问题和异常在领料前解决。
2、备料过程中的几个实操动作:
A.生产单下达。(时间要求,为解决异常预留时间)--PMC
B.备料方式的选择。(账面备料,实物备料)---仓库
C.备料报欠。《欠料明细表》的核实与提交 ---仓库
D.欠料核实。将欠料明细表上交相关部门,进行核实。---PMC、仓库
3、欠料异常的控制:
(1).《欠料单》至少提前3天提交给物控员,由物控员和采购核实后的,确定各款欠料异常的处理方式,跟进并督促相关部门按规定进行处理。
(2).《欠料单》交采购核实后,采购部重点解决欠料单上欠料异常,《欠料单》做为形成《采购日计划》的重要依据。
4、上线前的首件确认控制:
上线前至少提前2天在备料区完成首件制作确认。
目的和备料:
(1).发现异常。(数量、质量、规格、配套)
(2).解决异常。(高效、快速、有效、有针对性)
(3).异常主要集中解决品质、工艺、技术异常。
5、现场再次确认控制:
(1).在上线前1-2天,物料控制单位现场再次确认是否齐料、首件是否正常、所有的异常是否解决。
(2).确认无误,《欠料单》销单,明确标识。
6、领料控制:
(1)、车间收发员上线前提前至少1天到仓库领料,再次确认数量、规格是否有异常。
(2)、若有异常立即开出《领料欠料明细》交物控,必须形成《采购日计划》。
(3)、有异常的,立即调整生产计划。
7、日备料总结:
(1).做好物料上线前的准备,不能局限于做好备料和点数,发现异常和解决异常才是上线前物料准备的核心。
(2).在各个控制环节间,必须考虑异常处理的最短时间周期。
(三)日协调
1、什么是日协调?
日协调的主要指每天的生产协调会。生产协调会是对整个生产过程中所出现的问题快速反应的机制,我们企业必须每天都开。
生产协调会主要参加部门:PMC部,生产部、采购部、品管部、稽查部、行政部等部门(附件:生产协调会议程、生产协调会范本)
2、如何开好生产协调会
(1)时间控制:生产协调会时间不要太长,最好不要超过半个小时。
(2)生产协调会的提前准备:物料、生产状况及订单等表单、数据提前准备。
(3)生产协调会的决议:生产协调会必须有会议决议,这个决议的主要内容就是生产任务的下达。
(4)生产异常的解决:生产协调会由于跟异常的相关的人都会在场,面对面的,有什么问题都好解决,短时间内解决不好的,需另外单独开相关专题会。
(5)会议决议的检查和落实。
(6)检查结果的奖罚。
(四)日攻关
1、攻关的定义:攻关就是集中优势兵力,解决瓶颈工序或者瓶颈问题。
2、攻关的目的:
(1)聚焦,将所有人的目光集中在一个点上。
(2)通关有效动作,快速解决问题。
3、攻关点选择的控制:
(1)不是所有的问题都需要去攻关。
(2)严重影响日计划达成的瓶颈工序或者环节是攻关的重点。
(3)攻关选择的是点,而不是面。
4、攻关组织的控制:
(1)攻关组织的设立必须注意虚实结合。即为突出攻关的重要性,可以在攻关小组中设置高管参与的虚职,但一定明确真正实施人和负责人,攻关参与的核心来自基层管理。
(2)攻关组织的架构
A、策划组织 B、执行组织 C、监督组织
(1)动作控制:稽查控制,将攻关中的每个动作列入集合点,反复检查。
(2)数据控制:专门要有人对数据进行统计和控制。
(3)小结控制:在攻关过程中,需根据实施进度经常性小结、调整。
6、攻关结果的控制:
(1)稽查中心对员工在攻关过程中的每一个具体动作执行情况的稽查与考核(反复性)
(2)最终结果考核(奖与罚)
(3)总结(经验与教训)
7、攻关数据目标的控制:
攻关数据目标的制定必须切合实际,让员工比较容易达成,在达成的基础上实施奖励,然后再提高数据目标,逐步提高。
8、攻关动作的控制:
(1)攻关方案要有效果,就必须要有可执行的动作。
(2)攻关动作的来源:攻关是面对所有人的,攻关的决策在高层,攻关动作在基层。
(3)对大家讨论出来的动作进行筛选与确定,最终形成攻关实施的进度。
9、攻关方案中必需的八点和三要素:
(1)为什么要做
(2)什么时间做?(标准)
(3)需要什么组织来保证?(标准)
(4)怎么做?(标准)
(5)过程中小结与调整(标准)
(6)明确检查与监督(制约)
(7)要达成什么目标?(标准)
(8)责任承担(责任)
(五)日稽查
稽查应围绕“生管组合拳”中的动作、表单、控制卡进行反复稽查,以确保日计划有效达成,并在此过程中培养员工按规定做事的习性。
具体开展的稽查工作
(1)生产协调会的稽查
重点:A、会议的召开;B、会议资料的准备;C、会议决议的达成。
(2)生产日计划的稽查
重点:A、日计划的下达;B、目视管理;C、计划跟进表的频繁跟进;D、异常处理;E、现场PK。
(3)对备料的稽查
A、基础资料(包括材料清单、仓库账务卡准确性等)
B、物料计划
C、仓库整改
D、采购控制
E、仓库备料
(4)对攻关的稽查
将攻关的每一个动作纳入稽查控制卡中
(5)对考核的稽查
最关键一点对数据真实性稽查
(6)对稽查自身的控制
通过稽查控制卡将稽查的动作标准化,为方案的落实提供执行的保障,或者提供监督的保障。
(六)日考核
1、考核的目的:
用数据来对各个单位的任务完成情况进行评价,落实责任,最终达到激励和改善的效果。考核必须有数据,凭客观事实,而不是凭感觉来进行。
2、考核的“三重一轻”原则
(1)重积累:各个数据的统计与积累是考核的基础。
(2)重成果:考核是让大家看到成绩,成果,并借助成果的力量一起向前,快速进步。
(3)重时效:及时的,点对点的考核,在事情发生的当下进行激励,而不是过了很久以后。
(4)轻便快捷:在特定的时间内,根据不同的需要和目标,制订相对简单和快捷的考核方式。
3、考核方式:
(1)点对点,频繁考核,让考核天天发生,让考核成为一种习惯。
(2)点对面,跟进企业需求,制订一个明确的目标,对涉及的相关人员整体考核。
4、考核的五重控制
(1)考核方式选择的控制:
A、点对点考核:天天发生的事情,天天考核,围绕的主题是对日计划的达成,决议的达成等进行考核。
B、点对面考核:在某一段时间段,根据公司侧重点不同,通过一个重点展开一个管理面的考核,将公司的业绩压力下放。
(2)被考核人员选择的控制
A、点对点的考核对象是完成这件事情的最小管理单位,比如说班组长,甚至是员工,而且要马上做,马上奖罚。
B、点对面的考核,根据指标不同,选择考核的人员主要是中高层管理者。
(3)考核指标的控制(少而精)
考核指标必须以数据指标的达成作为唯一的标准,根据不同时间段,对重点考核的数据指标作出调整,每次确定新指标必须以在上一个考核达成的基础上进行改善为前提。
(4)考核奖金额度的控制
A、点对点考核额度设置较少(5块、10块、20块…),由老板出奖励金额。
B、来考,这样才能激励员工。
(5)考核奖金发放的控制:
A、点对点考核以现场兑现为原则。
B、点对面考核以与工资挂钩为原则。
(6)考核小结:数据、简单、当下、频繁、激励、改善是考核重点
A、考核以关注数据、业绩指标的改善为核心。
B、考核以简单、易于操作为原则。
C、考核在基层以点对点为主,当天的考核当天兑现。
D、考核在中高层以点对面为主,当月的业绩与奖金挂钩。
三、滚动排查,前推后拉
第一重排查重点及表单运用
第二重排查重点及表单运用
第三重排查重点及表单运作
第四重排查重点及表单运作
第五重排查重点及表单运作

第一重排查重点及表单运用
排查内容:技术资料、检验标准、客户交期、各环节时间节点确定、瓶颈环节
排查时间:订单评审时,生产及物料组织前
排查空间:资料的准备、各部门时间节点
排查人员:PMC主导,各部门参与
排查动作:通过订单评审和订单交期分解
排查表单:意向订单评审表、订单交期分解表
第一重排查的要点(整体推动)
将异常提前发现在组织生产和物料之前;通过排查形成交期分解,整体推动;提前发现瓶颈,形成攻关。
第二重排查重点及表单运用内部推动与调整
排查内容:产能负荷、生产瓶颈工序
排查时间:生产主计划(月)形成后
排查空间:主计划中所有物料进度的,各个环节进度的排查
排查人员:PMC主导,各部门参与
排查动作:主要通过月计划进行排查、月排查会议
排查表单:主生产计划表
第二重排查的要点(内部推动与调整)
统一目标,明确顺序,完成第一次大调整;排查出生产瓶颈;物料组织与生产组织双向推动;不仅要发现问题,更重要是解决问题。
第三重排查的要点及表单运用
排查内容:帐面备料、实物备料状况,首件。
排查时间:每周周计划形成后
排查空间:车间中转仓、备料仓及备料区域、首件区域
排查人员:PMC物控员、仓管员
排查动作:实物备料、首件组装、欠料核对
排查表单:周计划表、物料排查欠料表
第三重排查的要点(推动与拉动互动)
通过周计划推动产能,通过备料欠料拉动前工序生产;物料的排查与欠料的解决是重点;通过首件,排查品质异常;周计划的排查,是以内及外排查的一个交结点。
第四重排查的要点及表单运用
排查内容:实物备料、尾数清理
排查时间:根据滚动生产计划提前进行
排查空间:实物备料区
排查人员:PMC物控员、仓管员、车间班长、领料员
排查动作:实物核对
排查表单:滚动日计划表
第四重排查的重点(通过欠料拉动前工序生产)
根据日计划要求,现场实物备料排查;日计划备料所出现的欠数必须是前工序的必须完成的日计划;通过欠料拉动前面工序的生产。
第五重排查的重点及表单运用
滚动日计划表
以生产看板、《派工单》的形式
第五重排查重点(内部排查,频繁核对)
工序排查,频繁对单;以外及内,内部调整;计划及排查完成细化到机台。
四、通过组装计划拉动前工序生产(反向四重拉动)
1、第一重拉动(通过月欠料拉动各个车间生产顺序):
PMC部每月24日前根据客户要求制定《生产月计划》,物控员根据库存资料进行整体物料账面清查,月计划表及物料排查.xls根据物料状况,调整生产顺序,要求各分车间根据主计划欠料及生产顺序分别调整各车间生产顺序和交期承诺。
2、第二重拉动(账面备料拉动生产车间周计划生产):
在订单生产前7天,(例:1月15日前备1月17-1月22日生产物料)进行仓库账面备料,汇总欠料明细表,计划员根据欠料明细,进行周计划调整。
3、第三重拉动(实物备料拉动生产车间日计划生产):
计划部每周六制定下周生产各车间《周生产计划》,仓库在上线前三天进行实物备料,若有欠料,制定《欠料明细表》,各分车间调整生产日计划。
4、第四重拉动(尾数清理拉动应急(绿色)通道及生产车间日计划):
领料欠料及车间异常欠料,形成《尾数单》,开绿色通道,快速应急清理。
排查整体思路:由外及内;由大到小;由粗到细;频繁对单;前推后拉;快速调整。(附件:
滚动排查动作控制卡)
五、PMC会议
1、生产对单会
目的:生产对单会是对每天的订单状况保持觉知,并对订单完成情况进行考核,促进生产按计划完成
与会人员:PMC主管、计划员、物控员、车间主管、稽查员(最好有企业总经理、副总能参加)
召开频率:正常工作日每天召开
会议时间:每天控制在30分钟以内
会议议程:生产对单会议程(附件)
2、物料对单会:
目的:对生产物料进行排查,针对异常物料采购回复交期,达到物料跟着计划走,不造成车间停工待料的目的
与会人员:物控员、采购员/主管 、仓库主管、IQC、稽查专员(最好有企业总经理、副总能参加)
召开频率:正常工作日每天召开
会议时间:每天控制在30分钟以内
会议议程:物料对单会议程(附件)
3、产销协调会
目的:为了达到产销平衡的目的
与会人员:PMC主管、业务主管、生产主管、采购主管、稽查员
召开频率:每周一次
会议时间:一般控制在一小时
议议程:产销协调会会议议程、 产销协调会范本(附件)
4、生产协调会(详见日协调)
附·生产管理16个落地核心动作
