1.引言
随着汽车工艺的发展,节能和环保日益成为人们关注的对象汽车轻量化,汽车轻量化对于提高燃料效率、防止COZ排放所造成的环境污染显得尤其重要。汽车轻量化实质就是车用材料的轻量化,在保证足够结构强度的前提下,复合材料、高强度钢板、铝镁合金等新材料的使用在其中发挥了相当大的作用。近年来汽车用铝合金的使用量在一些高端汽车中快速增长,铝合金具备良好的机械性能和的低密度,具有耐高温,抗腐蚀和抗蠕变性能,在减轻汽车重量前提下,完全可以满足汽车性能的要求。尽管铝合金压铸件是汽车工业关注的焦点,但一些结构件甚至是外板件也在尝试使用这一类的材料进行冲压成形。本文通过对典型的铝合金结构件进行分析,总结了铝合金的一般成形特性。

2.制件及材料性能分析
2.1制件分析
图1所示为某型家用轿车结构制件,该制件为铝合金厚板件,形状较独特,成形难度大,精度要求高。同时该制件模具的开发周期短,有较高的技术及制造难度,缺乏类似经验可供借鉴,方案实施风险较大。
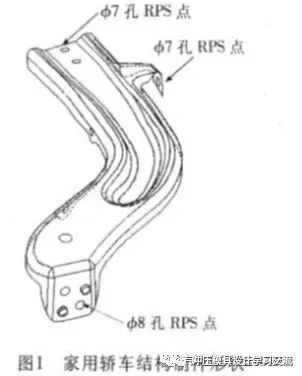
制件定位基准RPS点为侧面D7MM孔、一处D8MM孔以及顶面一处D7MM孔。翻边面上有5处冲孔、2处压窝凸台。2-D8MM孔、2-8.2MM凸台及D7MM孔有较高位置公差要求,只能采用侧冲;2D8.2MM压窝是凸向外部,斜楔将设计为往复式才能实现。制件顶面有3处冲孔,冲压方向有20夹角,且2-D7MM孔位置公差要求较高,必须分在两序上完成。制件轮廓线公差为±0.5MM,因此2.5MM厚的板料要求冲裁方向修边展开面不能有太大的斜角。端面翻边很高(52MM),圆角偏小(R6MM),材料在端头的流入量是否足够有待进一步分析。拉伸如果不能成功,能否大胆采用整体翻边必须认真考虑。
2.2材料性能
制件材料为EN485-AW-5754-O/H111,料厚为25MM。该材料为德国牌号,EN485-AW是铝材料的性能标准号,5754对应的化学符号标志系统代号为AMGY,O/H1L1为材料状态标志,O为退火态,H111为最终退火后又适量加工,但硬化程度很小,不及HLL。材料力学性能为:4=190-240MPA;A2≥80MPA;Δ≥16%;HBS=52。与常用的汽车结构件材料进行比较发现,该材料抗拉强度不高,但厚度较大,延伸率只及DC钢的一半,成形时须考虑足够的给料、工艺补充时考虑材料流动尽量少爬坡、少弯折,便于成形及减冷作硬化和板料变薄趋势;从硬度和抗拉强度上:FJ硬铝和软铝之间,可以作为冲裁间隙、回弹角度确的参照,同时制件表面质量要求高,在模具材料使用上要注意减少制件表面划伤。
3 冲压方案的确定
3.1方案分析
根据制件特点,有拉伸和成形两种方案可供选择。拉伸方案材料可控,但端面拉伸后须采用两次修边,交接困难,工序较长。成形方案存在翻边叠料风险,但可以简化工序内容。
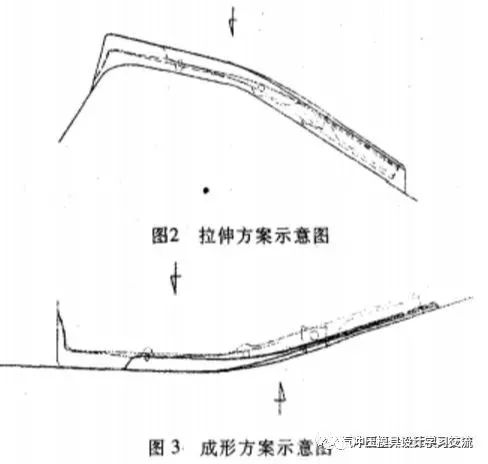
方案一:拉伸(OP10)→→修边(OP20)→翻边(OP3O)→侧修边冲孔(OP40)→侧修边冲孔(OP50)→侧冲孔压窝(OP60)。如图2所示。
方案二:落料冲孔(OP05)→成形(OP10)→修边冲孔(OP20)→翻边整形(OP30)→侧修边侧冲孔(OP40)→侧冲孔压窝(OP50)。如图3所示。
3.2CAE分析
为验证方案的可靠性,分别对两种方案的成形工艺进行CAE分析。
方案一,在制件端面A处出现拉裂现象,B处材料变薄率达到了30%(见图4)。对拉伸板料进行剪裁,同时对压料力进行调整后端头开裂现象得到改善,但材料变薄还是超标,且在同一成形区域出现明显起皱趋势(见图5)。

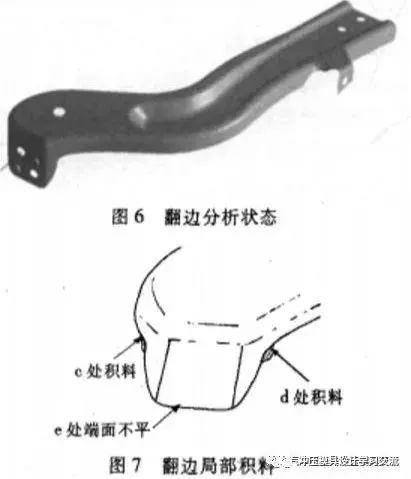
方案二,制件端面采用两次成形,第一次成形顶部较深的凹槽,第二次完成沿周翻边(见图6)。该制件翻边形状较特别,特别是端头翻边面高不易控制,侧面翻边断面有精度要求。成形分析后发现,翻边后端面c处、d处(见图7)材料变厚,有堆积现象。调整修边线后重新计算,仍有变厚趋势,积料形状有所改善。
3.3方案确定
通过两种方案的对比,可以看出按照方案二实施可行性较大,对于该方案的一些缺点可以在L安排中予以避免或者改善。
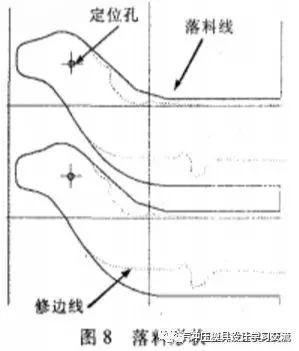
(1)成形定位不可靠。处理措施:落料时在材料基本没有流动的部位冲制定位孔(见图8)。
(2)端头翻边材料有堆积想象。处理措施:调整落料轮廓,通过软件精算并在冲压过程中试验确定。
(3)翻边断面有精度要求,与型面垂直度不易保证。处理措施:修改落料轮廓(见图8),在后工序增加局部斜楔修边工序,同时可以完成斜楔冲孔。
4方案实施及问题总结
该方案在实施过程中,由于本身一些不能两全的地方,以及首次接触到该材料的冲压,经验尚待总结,因此还是反映出了一些现场问题。
(1)落料线与修边线交接不好:落料是平板状态,修边是在一次拉伸之后进行,由于要照顾到大面,使得与落料线交接段有15°夹角。小于30°的斜面对修边刃口影响不大,但对于厚板料的冲裁断面则出现按差(见图9)。也曾考虑过落料出全部轮廓,但由于成形的修边线不易控制,特别是二次翻边更是如此,定位时工件可能有微量位移。针对这种情况,通过增加交接工艺缺口使之得到改善。

(2)翻边镶块上出现积屑,在冲压到一定数量后,翻边工序件的翻边面上出现一定程度的划伤。检查后发现,翻边镶块淬火硬度和表面粗燥度值均满足设计要求,划伤是由于该铝合金材料硬度不高,冲压过程中有较严重的发热现象,在凹模镶块上烧结出现了积屑所至。在清除掉积屑后,冲压时加上润滑油划伤得到了暂时解决。针对这类现象,要求对镶块进行表面TD强化处理。
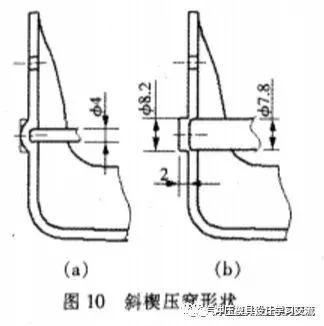
(3)压窝状态不理想:侧冲压窝时发现压窝尺寸未达到图纸要求(见图10A),凸模尺寸考虑的是料厚等距,实际冲压时该材料局部胀形性能不佳,导致凸台外形没有压出。通过重新设计凸模尺寸进行试冲,达到图10B所示尺寸时状态比较理想。
(4)修边线确定困难:修边线除第1条所述问题外,还存在C、D区域(见图7)翻边形状确定困难的情况。该处由于翻边变化大形状特殊,大量材料在此处进行了挤压,很小的一点调整将引起翻边后C、D区域较大的变化,左右区域调整的不均匀,会引起E端面的倾斜。因此,该处修边线的调整要逐步进行,多取一些控制点,多试几轮,确保轮廓符合检具以及E处端面平行。
5)制件的回弹:根据材料的性能,查出制件翻边后的回弹角度在3°~5°之间,因此在方案制定时翻边工序考虑了2°回弹角。但冲压实际情况却反映翻边回弹却不足1°,局部还出现翻边包紧凸模的现象。为进一步证实,选取同一材料的典型制件做试验,发现在R/=2~3的情况下,反而有1°~2°的负向回弹,回弹角随R的加大而减小。因制件翻边R不允许更改,通过适当加大翻边间隙使翻边形状达到了要求该种材料的这一性能在今后模具设计中应事先给予考虑。
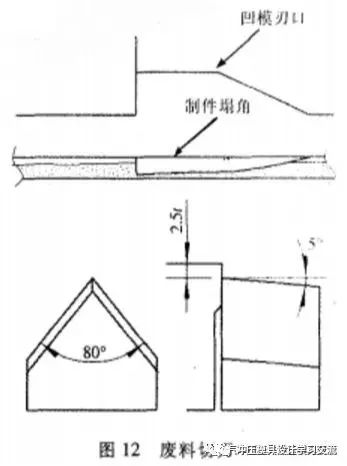
(6)冲裁断面:根据材料的性能,按铝材查出制件冲裁最小间隙为O.09MM,但实际情况反映,冲裁端面光亮带达到了70%-80%,该间隙偏小。逐渐磨小凸模尺寸,最终试出合理单面冲裁间隙应为0.2MMN(料厚T=25MM)。废料切刀处由于修边有先后,产了较产中的塌角(见图L1)。通过减小刃口高差,提高刃1利程度情况有所好转。对软而厚的材料而言要彻底消除塌角,建议在以后模具设计时改为图12所示废料切刀形式较为合适。
5结束语
通过对比分析、CAE计算确定的冲压I艺方案经过实际生产过程的验证,冲压出了合格的制件,寸精度和表面质量达到了设计要求(见图13).整体边成形的设想,为同类型制件冲压方案的确定提供了思路。铝合金材料的应用前景十分广泛,对」该材料首次接触的经验总结将为后续项目的顺利实施提供参考。

想学presscad冲压模具,ug汽车模具,铸造模具以及AF工艺分析的童鞋,可以加QQ(2516503282)微信(yangguangt168)免费报名参与,专业在线教学。