镍基合金N06600,也叫600高温合金,美国SMC称为Inconel600合金,是一种镍-铬-铁基固溶强化合金,具有良好的耐高温腐蚀和抗氧化性能、优良的冷热加工和焊接性能,在700℃以下具有满意的强度和高的塑性,能用到1093℃以内的耐腐蚀环境。在700℃以上的应用中,德国VDM公司推荐使用合金600H(600合金的加强版) 以获得较长的使用寿命。

该合金具有以下特性:
•具有很好的耐还原、氧化、氮化介质腐蚀的性能
•在室温及高温时都具有很好的耐应力腐蚀开裂性能
•具有很好的耐干燥氯气和氯化氢气体腐蚀的性能
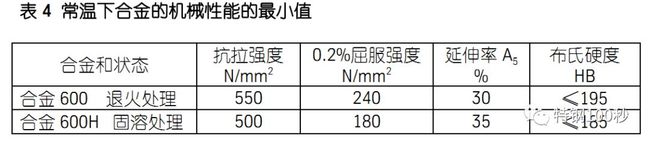
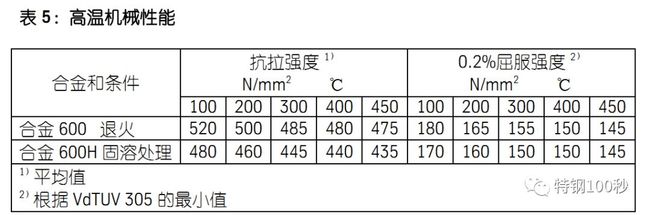
•在零下、室温及高温时都具有很好的机械性能
对于该合金的焊接注意事项,“特钢100秒”总结有以下几点:
1、谨防有害气体对焊接的影响
常温下,镍基合金材料是比较稳定的。随着温度升高,它的性能开始变化,其吸收氮、氢、氧的能力随之上升。
镍基合金材料在500℃高温空气中出现轻度氧化,当温度达到750℃时,则氧化加剧。随着焊缝含氧量上升,焊缝的抗拉强度和硬度明显上升,伴随着塑性明显下降,焊缝因氧的污染而变脆。
同时由于镍的氧化物熔点比镍本身的熔点高出了近45%,即当镍熔化(熔点1446℃)的时候,氧化镍(熔点2090℃)远远没有到其熔点。所以,在表面上没有完全清除的氧化镍,掺杂在熔池中就会形成夹渣。为防止焊接区域表面的氧化物和避免脆化元素溶入其中,焊接区域表面的两三厘米的距离内必须清理彻底清洁干净。
氮在高温液态金属的溶解度随氧的分压增加而增大,氮对焊缝强度、硬度、塑性的影响比氧更为显著,也就是说,氮的污染脆化作用比氧更严重,氮对焊缝的影响主要是对冲击韧度降低。
由于难以避免气体杂质污染所引起的焊接接头脆化,在进行镍基合金材料焊接时对其工艺提出了特殊的要求。采用钨极氩弧焊和手工电弧焊盖面是比较合理的焊接方法,“特钢100秒”提醒您必须注意,通常的焊枪结构和工艺是不足以保证焊接接头质量的。因为一般焊枪结构所形成的气体保护层只能保护焊接熔池不受空气污染,对已凝固而处在高温状态的焊缝及其热影响区则无保护作用。处于这种状态的镍还有很强的吸收空气中氮和氧的能力,势必引起焊缝变脆,而使塑性严重下降。焊缝背面若不采取有效保护,也将产生类似结果,处于高温熔化的熔池和熔滴金属更易被气体杂质污染。因此,必须采取一系列的保护措施,来提镍基合金材料的焊接质量。
在进行手工钨极氩弧焊焊接时,应滞后一段时间再停止保护气体。在重新起弧前剪去焊丝末端,以免将残留在末端上的氧化物带入熔池。采用较大的气罩以便把熔池最大限度地屏蔽在保护气体之中,焊接过程中或者焊接结束后,始终把焊丝的热端留在熔池中以避免吸收发生氢催和吸氧。
2、谨防焊件表面的污染物质对焊接的影响
焊件表面是否清洁,关系到能否成功焊接镍基合金N06600材料。
“特钢100秒”将焊接表面的污染物归为两大类:材料表面的氧化皮和引起脆化的各类有害元素。
有害脆化元素一般有:S、P、Pb、Sn、N等,焊接时它们与Ni形成低熔点共晶,产生热裂纹。镍基合金表面氧化皮的熔点比母材高得很多,常常在焊缝金属中可能形成夹渣或细小的不连续氧化物,这类氧化物不连续,也特别细小,一般射线探伤或着色渗透也检查不出来这类缺陷。
3、焊接时的热应力裂纹
镍基合金N06600具有较高的热裂纹敏感性。热裂纹分为结晶裂纹、液化裂纹和高温失塑裂纹。结晶裂纹最容易发生在焊道弧坑,形成火口裂纹。
结晶裂纹多半沿焊缝中心纵向开裂,也有垂直于焊波。
液化裂纹多出现在紧靠熔合线的热影响区和多层焊的前焊缝中。
高温失塑裂纹既可能发生在热影响区中,也可能发生在焊缝中。
各种热裂纹有时是宏观裂纹,且有宏观裂纹时常常伴随有微观裂纹,但有时仅有微观裂纹。
4、限制热输入阻止晶粒生长过大
采用高热输入方法焊接镍基耐蚀合金可能产生不利影响。在热影响区会产生一定程度的退火和晶粒长大。高热输入可能产生过度的偏析、碳化物的沉淀或其他的有害的冶金现象。这就可能引起热裂纹或降低耐蚀性。
在选择焊接方法和焊接工艺时还必须考虑母材的晶粒尺寸。“特钢100秒”认为,由于粗大晶粒的晶界存在较多的碳化物和促进液化裂纹的金属晶间化合物,这就增大了热裂纹倾向。
5、镍基合金N06600材料焊接时熔池流动性差
镍基合金焊缝金属不像钢焊缝金属那样容易润湿展开。即使增大焊接电流也不能改进焊缝金属的流动性,反而起着有害作用。焊接电流超过推荐范围不仅使熔池过热,增大热裂纹敏感性,晶粒粗大降低耐腐蚀性,而且使焊缝金属中的脱氧剂蒸发,出现气孔。焊条电弧焊时,过大的焊接电流也使焊条过热并引起药皮脱落,失去保护作用。 由于焊缝金属流动性差,不易流到焊缝两边。为获得良好焊缝成形,有时采用摆动工艺。但这种摆动是小摆动,摆动距离不超过焊焊丝或焊条直径的3倍。有时焊条电弧焊即使采用摆动工艺也发现有缺陷。缺陷主要有:咬边和未融合。
为了消除这些缺陷,“特钢100秒”建议焊工在摆动到每一侧极限位置时,要稍停顿一下,以便足够的时间使熔化的焊缝金属与母材充分熔合,并且填满咬边部位。在焊条电弧焊时要采用的另一个重要的工艺措施就是焊接电弧应尽量的短。
6、镍基合金N06600材料焊接时熔深较浅需修正坡口
焊接过程中,镍基合金N06600固有特性决定了其熔深较浅,单纯靠调整焊接参数不能解决这个问题。
根据反复试验克服熔深浅的方法是修改传统的坡口形式,“特钢100秒”认为坡口角度在55~65比较适宜,焊缝间隙大约在2~3.5mm,钝边大约在0.5~1.0mm。
7、镍基合金N06600焊缝不允许出现内凹要成凸起状
镍基材料焊接比碳钢和不锈钢对焊缝表面的要求更为严格,镍基材料焊接时,一定要焊成凸形焊道。镍基材料焊接出现开裂的大部分案例是由于凹形焊道的应力集中造成的。
8、镍基合金N06600焊接时其他注意事项
镍基合金N06600材料焊接过程中的层间温度不宜过高,一般要求在100℃以下;镍基合金材料焊接一般不需要预热和后热处理。
镍基合金N06600焊接时采用钨极氩弧焊打底,手工电弧焊填充、盖面的焊接工艺。“特钢100秒”建议:焊丝选用ERNiCr-3,焊条选用ENiCrFe-1。
焊条烘烤200~250℃,并在施焊过程中使用保温筒保持焊条干燥。
采用钨极氩弧焊打底焊时,焊缝背面应采取氩气保护措施。
焊接过程中,焊丝的加热熔化端整体应始终置于保护气中。
镍基合金N06600应用领域有:
•侵蚀气氛中的热电偶套管
•氯乙烯单体生产:抗氯气、氯化氢、氧化和碳化腐蚀
•铀氧化转换为六氟化物:抗氟化氢腐蚀
•腐蚀性碱金属的生产和使用领域,特别是使用硫化物的环境
•用氯气法制二氧化钛
•有机或无机氯化物和氟化物的生产:抗氯气和氟气腐蚀
•核反应堆
•热处理炉中曲颈瓶及部件,尤其是在碳化和氮化气氛中
•石油化工生产中的催化再生器