TOC理论傻瓜式排产法
内容提要:根据工序总用时公式创立了TOC理论傻瓜式排产法,用来简化TOC理论的应用,即使不懂TOC制约理论的人,也可以根据此方法对生产进行排产,从而普及TOC理论的使用,增加系统的有效产出。此排产法采用倒推是方法,逐步确定瓶颈开始时间,投料时间,投料速度和承诺交货期。给出此排产法的步骤以及各步骤的说明,并且给出编程逻辑,以方便读者将其通过程序或EXCEL实现。
TOC理论傻瓜式排产法也可以称为广宇生产排产法或者Gavin's Scheduling Method(如图6-102所示)。
TOC理论傻瓜式排产法步骤
1)绘制生产流程图,标出每道工序速度。
2)确定订单交期,需求数量。
3)确定瓶颈和非瓶颈,计算极限交货期和交货缓冲。
4)确定瓶颈后工序用时。
5)计算瓶颈工序总用时,确定瓶颈工序开始时刻。
6)计算瓶颈缓冲。
7)计算瓶颈缓冲交货期,确定投料开始时刻。
8)确定投料速度。
9)计算承诺交货期。
10)将上述数据填写到生产流程图中,方便查看。
案例:
客户需要公司明天17:00交货,产品数量为15个,产品型号为A产品。如何排产才能保证按时交货又不过早生产呢?
案例分析:
如何使用TOC理论傻瓜式排产法进行排产,从而保证明天17:00可以生产完15个A产品呢?
我们将使用TOC理论傻瓜式排产法进行解析。
1)绘制生产流程图,标出每道工序速度。
这个工厂的生产流程有A、B、C、D、E、F这6道工序,每道工序的速度依次为5分/件、6分/件、15分/件、9分/件、20分/件和10分/件,向A工序投料,从F工序加工完就是产成品(如图6-103所示)。

2)确定订单交期,需求数量。
订单的交货期为明天的17:00,订单数量为15个。画出一个时间坐标轴,在17:00处标出交货时刻和交货数量(如图6-104所示)。

3)确定瓶颈和非瓶颈,计算极限交货期和交货缓冲。
查看生产流程图,确定E工序为瓶颈,因为它的速度最慢,速度为20分/件;其他工序为非瓶颈,非瓶颈总时间为5+6+15+9+10=45分钟。转移批量是1个。
根据工序总用时公式得到:
极限交货期=总数量×瓶颈用时+转移批量×非瓶颈用时
=15×20+1×(5+6+15+9+10)=345分钟。
交货缓冲取极限交货期的1/5,即345/5=69分钟,为了方便画图,取70分钟。在时间坐标轴上从17:00向前70分钟,绘制出交货缓冲(如图6-105所示)。

极限交货期是所有环节不出问题的极限时间,极限交货期不包含任何缓冲时间。因为实际生产中会存在墨菲效应,从而延长交货期,所以实际承诺交货期要大于极限交货期。
转移批量越小,工序总用时越少,这个转移批量是按照产线实际情况得出的。
交货缓冲的作用是为了整条产线出现问题而导致交期延长的问题,类似于关键链中的项目缓冲。比如F工序在生产最后一个在制品时出现问题导致设备需要50分钟才能修复,那么由于70分钟的缓冲大于50分钟修复+10分钟生产时间,那么这15个产品还会在17:00准时交货。
交货缓冲主要是为了应对这个产线的墨菲效应,它和整个产线的稳定性有关。产线的稳定定越好,交货缓冲可以越小。订单数量越大,生产周期越长,发生墨菲效应可能性越大,交货缓冲需要越长。如果一条产线的可利用率是0.95,那么95分钟的工作需要95/0.95=100分钟才能做完,其中的5分钟是用来应对扰动的。
如果最后一道工序后存在库存缓冲用于应对订单,那么交货缓冲可以取消。
4)确定瓶颈后工序用时。
F为瓶颈后的工序,速度为10分/个。瓶颈后工序用时=批量×瓶颈后工序用时。如果批量为1,那么瓶颈后工序用时就是瓶颈后各道工序用时的累加。此处只有1到工序,所以是10分钟。此处记录的是当瓶颈工序完工,需要延迟多久可以从最后一道工序流出。在时间坐标轴上从15:50向前画出10分钟瓶颈后用时(如图6-106所示)。

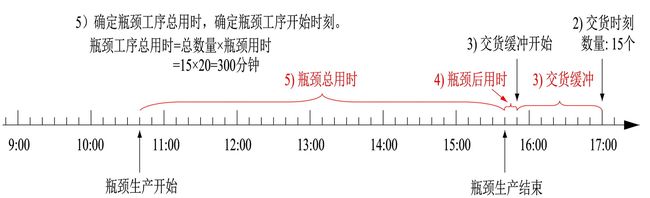
5)计算瓶颈工序总用时,确定瓶颈工序开始时刻。
瓶颈工序速度为20分/件,订单数量为15个,那么瓶颈工序总用时=总数量×瓶颈用时=15×20=300分钟。在时间坐标轴上从15:40向前画出300分钟的瓶颈总用时。10:40是瓶颈工序开始生产的时刻。瓶颈开始的时间越早,交货可靠性越高,但是产生的库存存放时间越长。为了让系统产出最大化,瓶颈工序一般都是尽可能在工作的,也就它还有其他订单。所以订单的排产也是根据瓶颈工序的(如图6-107所示)。
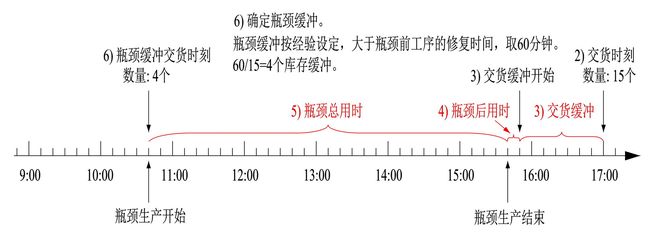
6)计算瓶颈缓冲。
瓶颈缓冲时间根据经验设定,要大于瓶颈前工序的修复时间,取60分钟。因为瓶颈速度是15分/个,取60分钟是为了方便转化为库存缓冲,即60/15=4个库存缓冲(如图6-108所示)。
瓶颈缓冲是用来应对瓶颈前工序的扰动,防止瓶颈前工序出现问题导致瓶颈挨饿,即瓶颈无料可以加工。瓶颈缓冲时间和瓶颈前所有工序的稳定性有关,瓶颈前工序越稳定,瓶颈缓冲时间可以越小。瓶颈缓冲时间可以根据瓶颈前工序的可用率来确定,可用率越高,瓶颈缓冲时间可以越小。
瓶颈缓冲只要大于前边工序处理扰动的时间即可。比如前边工序出现扰动,需要55分钟可以恢复,那么60分钟的时间缓冲就是合适的。瓶颈缓冲可以根据经验来设定。
7)计算瓶颈缓冲交货期,确定投料开始时刻。
确定瓶颈前所有工序的新瓶颈和新非瓶颈,用来计算投料提前期。瓶颈E前工序有A、B、C、D这4道工序,每道工序的速度依次为5分/件、6分/件、15分/件和9分/件,新瓶颈为C,新非瓶颈为A、B和D,其中批量为1。
瓶颈缓冲交货期=缓冲数量×新瓶颈用时+转移批量×新非瓶颈用时
= 4×15+1×(5+6+9)=80分钟(如图6-109所示)。

投料提前期的计算逻辑也是基于工序总用时公式,相当于瓶颈工序向它之前的所有工序定了一个订单,订单交货期是10:40,订单数量是4个。
8)确定投料速度。
确定投料速度。按照瓶颈速度进行投料,瓶颈工序速度决定系统产出速度,所以一般瓶颈都在一直生产,所以瓶颈生产一个,投料补充一个,这样就能保证瓶颈缓冲大小不变(如图6-110所示)。

如果瓶颈前没有缓冲,为了尽快建立缓冲,那么瓶颈缓冲数量按照第一道工序速度投料,然后按照瓶颈速度投料。瓶颈缓冲数量的4个按照5分/件投料,然后剩下的11个按照20分/个投料。前4个按照第一道工序投料,是为了尽快建立瓶颈前的缓冲,但是超过第一道工序的速度,投料也不能比第一道工序快的速度流到下一道工序。当瓶颈缓冲完成之后,只要按照瓶颈速度进行投料即可保证瓶颈缓冲时间为1小时。
9)计算承诺交货期。
承诺交货期=交货缓冲+瓶颈后用时+瓶颈总用时+投料提前期
=70+10+300+80=460分钟(如图6-111所示)。

10)将上述数据填写到生产流程图中,方便查看。
将上述数据填写到生产流程图中,以方便查看。其中有一个重要的指导生产的数据。包括投料时间,投料速度,瓶颈缓冲时间和瓶颈工序开始时间。投料开始,物料就会从产线向下道工序流动,投料速度决定了有多少个在制品,在制品越多,库存越多。通过实际瓶颈缓冲时间和瓶颈缓冲时间的对比,可以得到瓶颈缓冲的状态,从而实现时间缓冲的管理(如图6-112所示)。

TOC理论傻瓜式排产法的10步中,并不是每一步都是必须的,可以根据实际应用适当修改,比如是否需要画时间轴。这里画出时间轴等只是为了方便直观上的理解。
TOC理论傻瓜式排产法的编程逻辑
本文给出TOC理论傻瓜式排产法编程的基本逻辑,以方便编程人员编制程序,普及TOC理论的应用。TOC理论傻瓜式排产法的逻辑比较简单,可以使用EXCEL实现,也可以将其整合到ERP等软件中。
程序外部输入:订单交期,订货数量和订货种类。
程序输出:订单承诺交期,投料开始时间,投料速度,瓶颈工序开始时间,瓶颈缓冲大小和交货缓冲大小等。
程序设计基于原理:工序总用时公式。即工序总用时=总数×瓶颈时间+转移批量×非瓶颈时间。
程序逻辑:
1)将生产流程编入程序,包括生产流程的先后顺序,每道流程的速度,每道流程的可用率等信息。
2)比较查找确定瓶颈和非瓶颈,确定转移批量,将工序总用时公式编入程序,用于计算极限交货期,极限交货期=需求数量×瓶颈时间+转移批量×非瓶颈时间。
3)计算交货缓冲。简单的方法:交货缓冲=极限交货期×k,k为一个比例,比如1/5,这个可以根据以往的经验进行设置。复杂的方法:订单需要的数量越多,生产周期越长,发生墨菲效应的可能性越大,交货缓冲越大。生产线越稳定,墨菲效应发生概率越小,交货缓冲越小,可以根据订购数量,产线情况,各工序可用率等做一个函数,来计算交货缓冲。交货缓冲的作用是用来应对整条产线的墨菲效应,类似于关键链中的项目缓冲。
这个缓冲如果过大,那么就是生产时间过早,产生的在制品存放时间过长,导致库存成本增加。这个缓如果过小,那么无法应对墨菲效应,导致延期交货,不能满足客户要求。
如果有适当的库存缓冲作为交货缓冲,那么交货缓冲可以取消。
4)确定瓶颈后工序用时。找到瓶颈工序后,就可以计算瓶颈工序后的用时,瓶颈后工序用时=批量×瓶颈后所有工序用时。此处计算的是当瓶颈生产的最后一个(或1批)产品转移到后边工序,从最后一道工序产出的时间是多少。
5)计算瓶颈工序总用时,确定瓶颈工序开始时刻。
瓶颈工序总用时=总数×瓶颈时间,将此公式编写进程序,用于计算瓶颈总用时。
6)计算瓶颈缓冲。
瓶颈缓冲时间根据经验设定,要大于瓶颈前工序的修复时间即可。瓶颈缓冲是用来应对瓶颈前工序的扰动,防止瓶颈前工序出现问题导致瓶颈挨饿,即瓶颈无料可以加工。瓶颈缓冲时间和瓶颈前所有工序的稳定性有关,瓶颈前工序越稳定,瓶颈缓冲时间可以越小。瓶颈缓冲时间可以根据瓶颈前工序的可用率来确定,可用率越高,瓶颈缓冲时间可以越小。
瓶颈缓冲只要大于前边工序处理扰动的时间即可。比如前边工序出现扰动,需要55分钟可以恢复,那么60分钟的时间缓冲就是合适的。瓶颈缓冲可以根据经验来设定。
瓶颈缓冲的作用是防止瓶颈前工序出现问题导致瓶颈工序挨饿,即瓶颈无料可以加工。因为系统的产出由瓶颈决定,瓶颈损失1小时,整个系统损失1小时。瓶颈缓冲过大,导致在制品过多,进而导致库存过多,库存是负债,负债增加。在制品过多也容易导致生产混乱。瓶颈缓冲过小,不能应对墨菲效应,导致瓶颈挨饿,进而降低系统产出。瓶颈缓冲的设置可以参照墨菲效应发生的概率,产线的可利用率和订货数量决定。
7)计算瓶颈缓冲交货期,确定投料开始时刻。
瓶颈缓冲交货期=瓶颈缓冲数量×新瓶颈+批量×新非瓶颈。在瓶颈缓冲时间确定后,可以将时间缓冲转换为库存缓冲,即库存缓冲=时间缓冲/瓶颈速度。这时相当于瓶颈工序是客户,它向它的前边工序下了一个订单,订单需求数量就是瓶颈库存缓冲,交货时间就是瓶颈开始生产的时刻。此时可以将瓶颈前所有工序看做新的产线,那么就有新瓶颈和新非瓶颈,利用瓶颈缓冲极限交货期=瓶颈缓冲库存数量×新瓶颈时间+转移批量×新非瓶颈时间,就可以获得投料的提前期。
8)确定投料速度。
投料速度可以按照瓶颈生产速度进行投料。因为瓶颈影响系统的产出,所以瓶颈一般都在一直工作,瓶颈前也一直有缓冲,那么瓶颈生产一个,投料补充一个,就可以保证瓶颈缓冲大小不变。
如果瓶颈前没有缓冲,那么瓶颈缓冲数量的那几个可以按照第一道工序的速度投料,以便尽快建立起瓶颈缓冲,然后其他的按照瓶颈速度投料即可。
9)计算承诺交货期。
承诺交货期=交货缓冲+瓶颈后用时+瓶颈总用时+投料提前期,承诺交货期需要的几个时间数据,在上边的步骤中均以计算好,累加即可。
10)程序输出承诺交货期,投料时间,投料速度,瓶颈缓冲,交货缓冲和极限交货期等结果。此结果可以输入生产系统,从而指导生产。
在EXCEL编程中,使用MAX和MATCH函数,基本上就可以编写傻瓜式排产法了。MAX函数用来比较获得瓶颈和新瓶颈,MATCH函数用来区分瓶颈前的工序和瓶颈后的工序。
摘自《可以量化的管理学》