
一、20HR用处:核电用钢,应用于石油、化工、电站、锅炉等行业,用于制作反应器、换热器、分离器、球罐、油气罐、液化气罐、核能反应堆压力壳、锅炉汽包、液化石油汽瓶、水电站高压水管、水轮机蜗壳等设备及构件。
二、20HR履行规范:WYJ;
三、20HR交货状况:正火、正火+回火、退火+回火等;
四、20HR技术要求:探伤、Z15Z35厚度方向功能要求、高强度高韧性要求等。
五、20HR现货规格价格:舞阳钢铁冯娜18530025503
六、20HR期货交货期:正火(50天),正火+回火(60天),退火+回火(75天)如要求缩短交货期,可详询。
1 适用范围
本技术条件适用于厚度8~150mm核电工程项目安全壳面料用碳钢钢板。
2 尺度、外形、分量及答应误差
2.1 钢板的长度、宽度的答应误差应契合GB/T709的规矩。
2.2 钢板的厚度答应误差应契合GB6654的规矩。
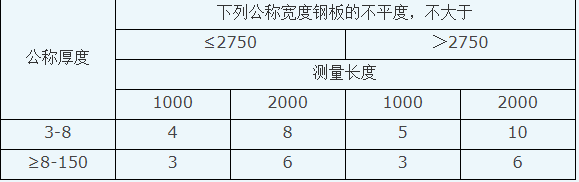
2.3 钢板的不平度不得大于表1的规矩。
表1 钢板的不平度的要求 单位为毫米
2.4钢板按理论分量交货,按GB6654规矩的附加值作为核算分量的理论厚度。
3 技术要求
3.1 钢板的熔炼剖析和制品剖析应契合表2的规矩。
表2 钢板的化学成分 wt%
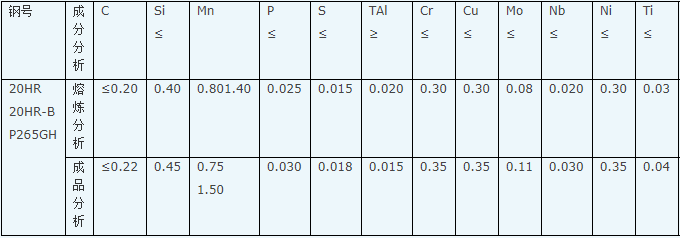
注:熔炼剖析Cr+Cu+Mo+Ni≤0.70%, 制品剖析Cr+Cu+Mo+Ni≤0.75%,制品剖析N≤0.012%,制品剖析Al/N≥2,Cu+6Sn≤0.33%。
3.2 锻炼和浇注办法
钢由电炉+炉外精粹办法锻炼,选用冷静浇注。
3.3 交货状况
钢板正火状况交货。
3.4 力学功能和工艺功能
钢板交货状况或试样模仿焊后热处理状况的力学功能及工艺功能应契合表3和4的规矩。注:板厚<20mm的钢板做交货状况的力学功能和工艺功能,板厚在≥20-150mm的钢板做交货状况和试样模仿焊后热处理状况的力学功能和工艺功能。
表3钢板的力学及工艺功能
注:(1)三个冲击试样中只答应一个试样的成果低于表中规矩值,但不得低于规矩值的70%;(2)当选用宽度为7.5mm或5mm的小试样时,冲击功的平均值应别离不低于表中规矩值的75%或50%。
(2)钢板的抗拉强度Rm(Mpa)和延伸率A(%)的乘积Rm×A≥10500
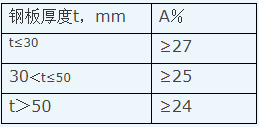
表4 钢板的延伸率
钢板厚度t,mmA%
t≤30≥27
30<t≤50≥25
t>50≥24
3.5 试样模仿焊后热处理制度如下:
保温温度:600±5,保温时间:4小时
在温度超越400时的加热和冷却速率应按以下规矩:
关于厚度T≤25mm的钢板,速率不超越220/h
关于厚度T>25mm的钢板,加热和冷却速率按下式核算,但不低于55/h。
×25/h
3.6取样按GB/T2975的规矩,试样方向为横向,试样中心线离热处理端部的间隔至少等于钢板厚度。
冲击试样的缺口轴线垂直于轧制外表。根据不同厚度按以下要求取样。
——关于厚度t≤30mm的钢板,试样间隔轧制外表≤2mm;
——关于厚度t>30mm的钢板,取两组试样,一组取自钢板外表,试样间隔轧制外表≤2mm;一组取自钢板内部,取样位置为:
·若30mm<t≤50mm,试样轴线坐落钢板厚度的二分之一处;
·若50mm<t≤80mm,试样轴线坐落钢板厚度的三分之一处;
·若t >80mm,试样轴线坐落钢板厚度的四分之一处。
详细的查验项目、实验办法、取样数量和试样要求见表5的规矩。
3.7 外表质量
钢板外表不答应存在有裂纹、气泡、结疤、折叠、夹杂和分层等缺点。对切割成最终交货尺度的钢板,应对钢板的侧面进行100%目视查验,以保证没有分层缺点。
如有上述外表缺点,答应整理,整理深度从钢板实践尺度算起,不得超越钢板厚度公役之半,并保证钢板的最小厚度。缺点整理处应平滑过渡。
其它缺点答应存在,但其深度从钢板实践尺度算起,不得超越钢板厚度公役之半,并保证缺点处厚度不超越钢板答应最小厚度。
对钢板不得进行焊补。
3.8 超声波探伤查看
钢板应逐张依照EN10160规矩进行超声波探伤查看,按S2级E3级的规矩进行验收。
4 实验办法
钢板的查验项目、实验办法、取样数量和试样要求应契合表5的规矩。
表5 查验项目、实验办法、取样数量和试样要求
序号查验项目取样办法试样数量试样要求实验办法
1熔炼剖析GB/T2006611(每炉罐号)GB/T223
2制品剖析GB/T2006611(每炉罐号)GB/T223
3常温拉伸GB/T2975见3.4部分t≤30mm选用矩形试样;t>30mm选用R4圆形试样(d=10mm),GB/T228
4夏比冲击GB/T2975见3.4和3.6部分
见3.6部分
GB/T229
5曲折实验GB/T2975见3.4部分选用宽度b=35mm矩形试样,t≤25mm时,试样厚度为t;t>25mm时,可对一个面加工使厚度达25mm。GB/T232
6超声检测逐张EN10160
5 查验规矩
5.1 钢板逐轧制张查验,当每张原轧制钢板经剪板并分批进行热处理时,验收实验按每个热处理批进行。
5.2 假如拉伸实验或曲折实验的成果不契合要求,可在不合格试样的邻近部位截取双倍的试样进行复验,若复验成果都契合要求,则该批钢板能够验收。不然,应判为不合格。
5.3假如冲击试样的成果不契合要求,可在不合格试样的临近部位再截取3个试样进行复验。复验的3个试样的成果只答应有一个试样的成果低于规矩值且不低于规矩值的70%,前后6个试样的平均值大于或等于规矩值,则该钢板能够验收;不然,则应拒收。
5.4 对力学功能或工艺功能查验不合格的钢板,可对其进行从头热处理,然后从头进行查验。从头热处理只答应一次。
6 包装、标志及质量证明书
6.1钢板的包装、标志及质量证明书应契合GB/T247的规矩。