注意:在G之后没有接续数值指令中,在运转时将变成G00的动作。(注1)印有“*”记号表示初期状态应选择的指令码或被选择的指令码。印有“※”记号表示初期状态依参数所选定指令码或被选择的指令码。(注2)同一单节指定2个以上的G指令时,最后的G指令有效。
代码解释
G00 位置定位 (快速进给)
1. 格式 G00 X_ Y_ Z_α_;(α为附加轴)依当时的G90或G91的状态而为绝对值或增量值表示。2. 机能及目的此一指令伴随坐标语,以现在点做为始点,坐标语指令值为终点,以直线或非直线路径作位置定位。3. 详细说明(1)一旦此指令指定时,此G00模式改变其它的G机能,直到G01,G02或G03指令指定为止,G00模式保持有效。G00模式有效时,其后的G00指令只需指定坐标语即可。(2)在G00模式,刀具总是在单节的始点被加速,终点被减速。当到位状态确定后行一单节,到位与否的宽度由参数设定。(3)09组的G机能(G72~G89)依G00指令出现而变成取消状态(G80)。(4)刀具的路径为直线或非直线依参数的选择而定,但是定位时间不改变。a 直线路径:与直线补间(G01)方式相同,速度受各轴快速进给速度的限制。b 非直线路径:各轴独立,以最大速度移动定位。

4. 举例G91 G00 X-270000 Y300000 Z150000;
G01 直线补间
1. 格式 G01 X_ Y_ Z_F_按当时的G90或G91的状态,而为绝对值或增量值坐标。F为表示速度资料的数值。
2.机能目的此一指令伴随坐标语及速度指令,刀具人现在点起,坐标指定的终点止,以位址F所指定的速度移动。F指定的速度,通常为恨具中心进行方向的线速度。
3.详细说明一旦此指令指定时,它将保持到01组中的其它G指令(G00,G02,G03,G33)被指定时,支委会改变G01的模式,因此,如果下一个指令还是G01,而且进给速度也相同,那么只需指定坐标语即可。如果在第一次出现G01指令的各式段中没有给F指令,则产生各式错误“P62”。旋转轴的进给速度以度/min(小数点定位单位)。(F300=300度/min)09组的G机能(G72~G89)按G00指令出现而变成取消状态(G80)
4. 举例P1→P2→P3→P4→P1以进给速度300mm/min切削。但是,P0→P1为刀具的快速定位。

G90 G00 X20000 Y20000; P0→P1 G01 X20000 Y30000 F300 P1→P2 X30000 ; P2→P3 X-20000 Y–30000; P3→P4 X-30000 ; P4→P1
G02/G03 G17/G18/G19 螺旋补间 (G02/G03, G17/G18/G19)
1.功能及目的依据G02/G03之圆弧补间指令以及平面选择G指令(G17,G18,G19),在选择平面内,可以一边做圆弧补间,一边做第3轴的直线补间。一般而言,螺旋补间的速度被指定为包含第3轴补间成分的切线速度F,如图中的上图所示 无论如何,当圆弧平面成分的速度指定时,其被指定在圆弧平面切线速度F,就如图中的上图所示。NC会自动计算螺旋补间的切线速度F,所以在圆弧平面上的切线速度就是F。
2. 格式 圆弧在 XY 面上G17 G02 ( G03 ) G90 ( G91 ) X_ Y_ F_;或G17 G02 ( G03 ) G90 ( G91 ) I_ J_ F_;或G17 G02 ( G03 ) G90 ( G91 ) R_ F_;
圆弧在 XZ 面上G18 G02 ( G03 ) G90 ( G91 ) X_ Z_ F_;或G18 G02 ( G03 ) G90 ( G91 ) I_ K_ F_;或G18 G02 ( G03 ) G90 ( G91 ) R_ F_;
圆弧在 YZ 面上G19 G02 ( G03 ) G90 ( G91 ) Y_ Z_ F_;或G19 G02 ( G03 ) G90 ( G91 ) J_ K_ F_;或G19 G02 ( G03 ) G90 ( G91 ) R_ F_;
圆弧所在的平面用G17, G18 和G19命令来指定。但是,只要已经在先前的程序块里定义了这些命令,也能够省略。圆弧的回转方向像下图表示那样,由 G02/G03来指定。在圆弧回转方向指定后,指派切削终点坐标。 G90 是指定在绝对坐标方式下使用此命令;而 G91 是在指定在增量坐标方式下使用此命令。另外,如果G90/G91已经在先前程序块里给出过,可以省略。圆弧的终点用包含在命令施加的平面里的两个轴的坐标值指定 ( 例如,在 XY平面里,G17用 X, Y 坐标值 ) 。 终点坐标能够像 G00 和 G01 命令一样地设置。圆弧中心的位置或者其半径应当在设定圆弧终点之后设置。圆弧中心设置为从圆弧起点的相对距离,并且对应于 X,Y 和Z 轴表示为 I, J 和 K。圆弧起点坐标值减去圆弧中心对应的坐标值得到的结果对应分配给 I、J、K。3. 举例

圆弧起点的 X 坐标值 ------------ 30.圆弧中心的 X 坐标值 ------------ 10.因此,“I” 就是 20. (10 - 30 = 20)圆弧起点的 Y 坐标值 ------------ 10.圆弧中心的 Y 坐标值 ------------ 5.因此,“J” 就是 5. (10 – 5 = 5)结果,这个情况下圆弧命令如下所列:G17 G03 G90 X5. Y25. I-20. J-5.;或者,G17 G03 G91 X-25. Y15. I-20. J-5.;因为圆弧半径通常是已给了的,也能够用圆弧半径给命令赋值。在已给的例子里,圆弧半径是 20.616。因此,该命令能够如下表示:G17 G03 G90 X5. Y25. R20.616.;或者,G17 G03 G91 X-25. Y15. R20.616;注意 1) 把圆弧中心设置为 “I”, “J” 和 “K”时,必须设置为圆弧起点到圆弧中心的增量值 (增量命令).注意 2) 命令里的“I0”, “J0” 和 “K0” 可以省略。偏移值指定要求。
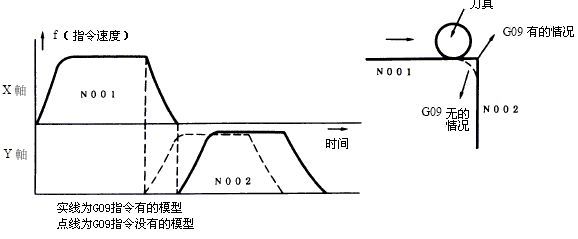
G09 正确停止检查 (G09)
1.机能及目的刀具的进给速度急促变化时防止机械的振动,以及转角切削时防止圆角的发生,机械减速停止,到位状态确信后,次一单节的指令才开始执行。能达到这些目的机能为正确停止横坐标机能。2. 格式 G09;3. 举例N001G09G01X100.000F150; 减速停止,到位状态确认后,次单节才开始执行。N002 Y100.000;
G10刀具补正资料程式输入(G10)
1.机能及目的刀具补正量及工件坐标补正量可用G10指令设定或变更。绝对值(G90)模式时,指令补正量成为刀具的新补正量;增量值(G91)模式时, 现在刀具的补正量加上指令补正量成为刀具的新祉正量
2.格式工件补正输入G90 G10 L2 P_X__Y__Z_; G91 G91模式时,补正量为增量值,程式执行时,补正量累绩加算。所以,在G10指令前的G90或G91模式需注意。 P︰0 外部工件坐标; 1 G54 2 G55 3 G56 4 G57 5 G58 6 G59 P为0~6以外之数字时,P之值视为1。当P省略时,视为现在选择中的工件坐标补正量输入。
刀具補正輸入 • 刀具补正记忆1的场合格式G10 L10 P_R_;P︰补正号 R︰补正量• 刀具补正记忆2的场合格式G10 L10 P_R_; 长补正开关补正 G10 L11 P_R_; 长补正磨耗补正G10 L12 P_R_; 径形状补正G10 L13 P_R_; 径磨耗补正 工件坐标系统补正输入(工件坐标系统补正组数追加时)格式G90 G10 L20 Pn X_ Y_ Z_α_; (α为附加轴)G91 n=1~48 n=1~48 以外或P 指令省略时,视为现在选择中的工件坐标补正输入。
G12/G13圆切削(G12/G13)
1.机能及目的圆切削就是刀具由圆的中心出发作内圆切削,描绘全圆中心的一连串切削动作。
2.格式 G12 (G13) I_ D_F_;圆切削的旋转方向有G12,G13如以下的区别。G12:顺时针方向(CW)G13:反时针方向(CCW)I:圆的半径(增量值),符号忽略D:补正号码(补正号码和补正资料不显示在设定显示装置上)
3.详细说明没有补正号码“D”或不正确的补正号码时,程式异警出现。“半径I-补正量”是0或负值时,程式异警圆半径错误出现。补正量的符号,+表示缩小,-表示放大。圆切削由G17,G18,G19选择目前的平面执行。

G20/G21英制与公制指令的切换(G20/G21)
1.机能及目的按G指令指定,英制及公制指令的切换可以变更。
2.格式 G20; 英制指令 G21; 公制指令
3.详细说明G20,G21的切换仅对直线轴有意义,对于旋转轴无意义。G20,G21仅对指令单位进行切换,输入单位不予切换。也就是说,在起始英制处于开关(OFF)时,即使是将加工程序的指令单位以G20切换成英制单位,刀具补正量等待各设定单位仍然保持公制单位不变,就对设定值予以注意。
G28/G29参考原点复归(G28/G29)
1.机能及目的G28指令指定时,以G0速度定位至指令轴位置以后,各轴以快速进给速度做第1参考点复归。G29指令时,各轴以快速进给速度到达G28或G30的中间点以后,以G0速度定位至指令指置。
2.格式G28 X_ Y_ Z_ α_;(α= 附加轴)[自动参考点复归] G29 X_ Y_ Z_ α_;(α= 附加轴)[开始位置复归]
G30第2,第3,第4参考原点复归(G30)
1.机能及目的G30P2(P3,P4)指令的指定,第2,第3或第4参考原点位置的复归可以执行。

2.格式 G30 P2 (P3, P4) X_ Y_ Z_ α_;(α為附加軸。)
3.详细说明 第2、第3或第4参考原点的复归以P2、P3或P4指定,P指定或P0、P1、P5以上的时忽略皆以第2参考原点复归执行。第2、第3或第4参考原点的复归与第1参考原点复归情形一样,经同G30指定的中间点以后,复归至第2、第3或第4参考点的位置。第2、第3或第4参考点位置坐标是机械囿的位置,可以在设定显示装置上确认。第2、第3或第4参考原点复归后,G29指令执行时,G29复归点位置是最后执行参考原点复归的中间点位置。
G33英制螺纹切削(G33)
1概要在G33指令中,若指定1英寸相当的牙数,刀具的进给控制可与主轴转速同步,等道程的直线螺纹切削及锥状螺纹切削等可以加工。
2.格式G33 Z _ E _ Q _;Z:螺纹长轴方向的位址 (X, Y, Z) 及螺纹长。 E:长轴(移动量最多的轴)方向,1 英吋中含有的牙数(小数点指令亦可)。 Q:螺纹切削开始角度 (0~360°)。
3.详细说明 1英寸相当的牙数为长轴方向的牙数指定。E码亦用于精密道程长的指定,牙数的指定或精密道程长的指定,可按参数选择E 的指令值,在道程换算时需在道程值的范围內。
G40/G41/G42刀具径补正 (G40/G41/G42)
1. 格式 G41 X_ Y_;G42 X_ Y_;
当处理工件 (“A”) 时,就像下图所示,刀具路径 (“B”) 是基本路径,与工件 (“A”)的距离至少为该刀具直径的一半。此处,路径 “B” 叫做由 A 经 R 补偿的路径。因此,刀具直径偏置功能自动地由编程给出的路径 A以及由分开设置的刀具偏置值,计算出补偿了的路径B。就是说,用户能够根据工件形状编制加工程序,同时不必考虑刀具直径。 因此,在真正切削之前把刀具直径指派为刀具偏置值;用户能够获得精确的切削结果,就是因为系统本身计算了精确的补偿了的路径。

在编程时用户只要插入偏置向量的方向 (举例说, G41:左侧, G42: 右侧)和偏置内存地址 (例如, D2: 在“D” 后面是从 01 到 32的两位数字)。所以用户只要输入偏移内存号码 D (根据 MDI),只不过是由精确计算刀具直径得出的半径。2. 偏置功能G40: 取消刀具直径偏置G41: 偏置在刀具行进方向的左侧G42: 偏置在刀具行进方向的右侧
G43,G44/G49 刀具长补正/取消 (G43,G44/G49)
1.机能及目的依据这些指令,各轴移动指令的终点位置,可依设定的补正量做补正。所以,程式作成时假想刀具长的值与实际的值,可以用补正量方式设定,以提高程式的通用性。2.格式 刀具长补正+G43 Z_ H_; 刀具长补正+起点 G40 Z_;刀具长补正取消刀具长补正-G44 Z_ H_; 刀具长补正-起点G49 Z_;刀具长补正取消
3.详细说明在设置偏置的长度时,使用正/负号。如果改变了 (+/-) 符号, G43 和 G44 在执行时会反向操作。因此,该命令有各种不同的表达方式。举例说:首先,遵循下列步骤度量刀具长度。1.把工件放在工作台面上。2.调整基准刀具轴线,使它接近工件表面上。 3.更换上要度量的刀具;把该刀具的前端调整到工件表面上。 4.此时 Z 轴的相对坐标系的坐标作为刀具偏置值输入内存。通过这么操作,如果刀具短于基准刀具时偏置值被设置为负值;如果长于基准刀具则为正值。因此,在编程时仅有 G43 命令允许您做刀具长度偏置。
4. 举例G00 ZO; G00 G43 Z0 H01; G00 G43 Z0 H03;或者 G00 G44 Z0 H02; 或者G00 G44 Z0 H02;G43, G44 或 G49 命令一旦被发出,它们的功效会保持着,因为它们是 “模态命令”。因此, G43 或 G44 命令在程序里紧跟在刀具更换之后一旦被发出;那么 G49 命令可能在该刀具作业结束,更换刀具之前发出。注意 1) 在用 G43 (G44) H 或者用 G 49 命令的指派来省略 Z 轴移动命令时,, 偏置操作就会像 G00 G91 Z0 命令指派的那样执行。也就是说,用户应当时常小心谨慎,因为它就像有刀具长度偏置值那样移动。注意 2) 用户除了能够用 G49 命令来取消刀具长度补偿,还能够用偏置号码 H0 的设置(G43/G44 H0) 来获得同样效果。注意 3) 若在刀具长度补偿期间修改偏置号码,先前设置的偏置值会被新近赋予的偏置值替换。标系就被取消。以上命令也能够用于取消局部坐标系。注意 (1) 当用户执行手动原点返回时,局部坐标系执行原点返回的轴的原点与工件坐标系就等同了。也就是说,这个操作与 [G52a0;] 命令一样 (a: 是执行原点返回进程的那个轴)。注意 (2) 即便已经设置了局部坐标,工件坐标系或者机床坐标系不会被改变。注意 (3) 工件坐标系是用 G92 命令设置的。如果各个坐标值未设置, 局部坐标系里未给坐标值的轴将被设置成先前各轴一样的值。注意 (4) 在刀具直径偏置方式下,用 G52 命令来暂时取消该偏置功能。 注意 (5) 当移动命令紧跟在 G52 程序块功能之后发出时,通常必须采用绝对命令。
G52局部坐标系设定(G52)
1.机能及目的在G54~G59 的各工件坐标系上可以用G52指令,指定局部坐标系的程式原点。G52指令可以取代G92指令,用来指定加工程式的原点与工件终点的偏移量。
2.格式G54 (G54~G59) G52 X_ Y_ Z_ ;
3.详细说明G52指令指定后在次一G52指令指定前保持有效。且G52指令指定时不产生移动。G52指令可以不改变工件坐标系(G54~G59) 而可以任意再设定加工的坐标系。电源投入后,参考原点复归及挡块式手动原点复归时局部坐标系被取消。(G54~G59) G52X 0 Y 0 Z 0;可取消局部坐标系。绝对值模式(G90)时的坐标指令会向局部坐标系的位置移动。
G53 基本机械坐标系 (G53)
1. 格式 ( G90 ) G53 X_ Y_ Z_;2. 功能基本机械坐标系为机械上固定位置(刀具交换位置、行程极限位置等)的坐标系。G53指令及坐标指令指定时,刀具向基本机械坐标系上的指令位置移动。3.详细说明基本机械坐标系在电源投入后,以自动或手动参考原点复归。决定的参考原点为基准,自动地建立起坐标系。基本机械坐标系不会因G92指定而改变。G53指令仅在指定的单节有效。G53指令在增量值指令(G91)时,以选择中的坐标系的增量值移动。即使G53指令指定时,指令轴的刀具径补正量不取消。第1参考原点的坐标值是以基本机械坐标系的零点(原点)起到参考原点复归位置的距离。所有G53命令均以快速进给方式移动。当G53命令和G28(零点复归)命令被指定在同一单节时,后续的命令有效。
G54-G59 工件坐标系 设定和工件坐标系补正(G54-G59)
1. 格式 工件坐标系选择 (G54〜G59) (G90) G54 X_ Y_ Z_;
工件坐标系设定 (G54) G92 X_ Y_ Z_;
2.机能目的工件坐标是以加工工件的斟点做为原点,便于加工程式作成的坐标系。本指令的使用,可以移动工件坐标系的位置。工件坐标系于程式作成时可有6种(G54~G59) 对于可以本指令所选择的现在的工件坐标系,刀具的现在位置变成以现在工件坐标系的指令坐标值重新设定。(刀具的现在位置含刀具径,刀具长。)本指令的使用,刀具的现在位置变成以假想机械坐标系的指令坐标值的设定。(刀具的现在位置含刀具径、刀具长。)(G54, G92)
2. 功能G54〜G59 指令即使有工件坐标系的切换时,指令轴的刀具径的补正量亦不取消。电源投入时,G54坐标系被选择。G54〜G59 指令是持续模式指令。G92指令的指定使坐标系移动。工件坐标补正量的设定量是以基本机械坐标系零点起的距离表示。
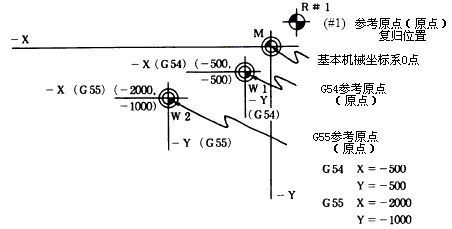
G54(工件坐标系)的模式时,以G92指令可以设定新工件坐标系。同时其它的工件坐标2~6 (G55~G59)也与工件坐标系平行移动,从而设定新的工件坐标系2~6。新的工件参考点(原点)起,仅以工件坐标系补正量的移动位置构成假想机械坐标系。
G63攻牙模式(G63)
1.机能及目的G63指令可使NC系统建立最适合攻牙的控制模式说明如下:切削百分率固定为100%。单节间的减速指令无效。进给保持无效。单节停止无效。攻牙模式的信号输出。G63模式可用正确停止检查(G61),自动转角百分率调整。(G62)或切削模式(G64)取消。
2.格式G63;
G64切削模式(G64)
1.机能及目的G64指令使用时,NC以平滑的切削面的切削模式加工此一模式在正确停止横坐标模式(G61)及逆向切削进给单节间不作减速停止,而是连续的执行次一单节。G64指令可用正确停止横坐标模式(G61),自动转角百分率调整(G62)或攻牙模式(G63)取消。
2.格式G64;
固定循环
标准固定循环;G80~G89, G73, G74, G76
1.机能及目的位置定位及钻孔和攻牙等的加工程式可以仅用1个单节的指令,按照一定的加工顺序执行的机能,称做固定循环。循环的加工顺序及机能一览表如下所示。另外,依据标准固定循环的编辑,使用者本身可以变更固定循环的加工顺序及登录,也可以自己把编辑的固定循环程式输入NC系统中。固定循环机能一览表如下表所示。
G码钻孔开始方向(-Z方向)在孔底的动作旋转动作(+Z方向)用途暂停主轴G73间歇进给有-快速进给步进循环G74切削进给有正转切削进给反向攻牙循环G76切削进给-定位主轴停止快速进给精镗孔循环G80----取消G81切削进给--快速进给钻孔嵌镗孔循环G82切削进给有-快速进给钻孔计数式镗孔循环G83间歇进给--快速进给钻深孔循环G84切削进给有反转切削进给攻牙循环G85切削进给--切削进给镗孔循环G86切削进给有停止快速进给镗孔循环G87快速进给-正转切削进给反向镗孔循环G88切削进给有停止快速进给镗孔循环G89切削进给有-切削进给镗孔循环
2.格式

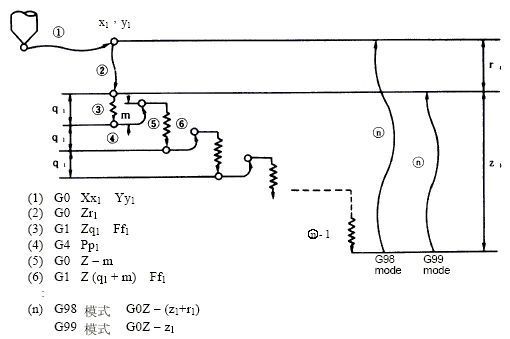
3.详细说明 孔加工模式有钻孔、反镗孔、攻牙和镗孔固定循环模式,孔定位资料用于X和Y轴的定位,也加工资料是实际加工资料,同期选择是由G84或G74指令选择同期或非同期或非同期攻牙方式。孔位置资料及重复次数是非持续模式,孔加工资料是持续模式。在固定循环中或固定循环同一单节中,M00,M01指定时,固定循环忽视M00,M01指令,在定位后M00,M01信号才输出。X,Y,Z,R中的任一人指定时,固定循环即可实施。实际的动作可分为下列7种•动作1:指示X,Y轴位置后以G00作位置定位。•动作2:位置定位完了后(到达始点),若是G87指令时,M19的指令从控制装置向机械侧输入;M指令执行且完了信号送回控制装置时,次一动作开始执行。其次如单节停止开关为ON时,位置定位完了后,单节众停止。

•动作3:到R点的定位,是以快速进给执行。•动作4:孔加工是以切削进给执行。•动作5:孔位置加工的动作,按固定循环的模式而异,有主轴停止(M05)、主轴反转(M04)、主轴正转(M03)、暂停、刀具位移等。•动作6:退回R点的动作,按固定循环的模式而异,有切削进给及快速进给等模式。•动作7:刀具快速进给回到起始点。但是,固定循环完了的动作为动作6或动作7,可按下列G指令作选择。G98 起始点基准复归G99R点基准复归G98/G99指令是持续模式指令,例如G98一旦指定后,直到G99指定为止,一直保持有效。NC运转准备完了时的初始状态是G98模式。如果没有X,Y,Z或R指令,则孔加工资料忽略。
固定循环的位址及意义:
位址位址的意义G固定循环顺序的选择(G80~G89, G73, G74, G76)X钻孔点位置(绝对值或增量值)的指定Y钻孔点位置(绝对值或增量值)的指定Z孔底部位置(绝对值或增量值)的指定P在孔底部位置时,暂停时间的指定(小数点以下忽略)QG73, G83 中,每次的切入量,或G76, G87 中位移量的指定(增量值)RR点全置(绝对值或增量值)的指定F切削进给速度的指定L固定循环重复次数的指定0~9999
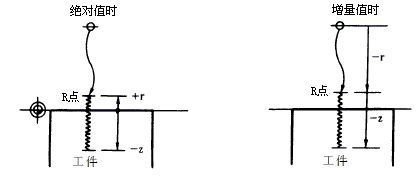
绝对值指令与增量值指令的不同处:
G73 步进循环(G73)
1. 格式 G73 Xx1 Yy1 Zz1 Qq1 Rr1 Ff1 Pp1 ,Ii1,Jj1;P : 暂停指定2. 功能
G74 反向攻牙(G74)
1. 格式 G74 Xx1 Yy1 Zz1 Rr1 Pp1 Rr2(or S1,S2) ,Ii1 ,Jj1;P : 暂停指定2. 功能

当“r2”为1时,为同期攻牙模式,当“r2”为0时,为非同期攻牙模式。G74执行时,进给百分率调整无效,百分率调整自动地为100%。当暂时停止被按下快速进给时顺序③~⑥将无法立即停止,直到⑥执行完了后才停止,但如在①, ②, ⑨时,则立即暂停。单节停止运转时的停止位置为①, ②, ⑨指令完了时。G74及G84模式时,(攻牙中)的信号从NC输出。G74同步攻牙模式中M3, M4, M5 和S码不输出。此机能是在同期攻牙时,主轴及攻牙伺服轴之间的加减速速模式可以有最大有3段的选择。使行主轴的实际加减速模式更加接近速度回踟时的加减速模式,在各档的加减模式可最大也可以设定至3段加减速。
G76 精镗孔循环(G76)
1. 格式 G76 Xx1 Yy1 Zz1 Rr1 Iq1 Jq2 Ff1;2. 功能
单节停止运转时的停止位置为①, ②, ⑦指令完了时。本指令的使用,在加工面上不会有伤痕,强以作高精度的镗孔加工。(切削后的退回与刀尖相反方向位移动作)位移量依位址I, J, K 如下的指定。 G17时:I, J G18时:K, I G19时:J, K 位移量以直线补间执行进给速度以F指定。
G 80 取消固定循环进程 (G80)
1. 格式 G80;2. 功能这个命令取消固定循环方式,机床回到执行正常操作状态。孔的加工数据,包括 R 点, Z 点等等,都被取消;但是移动速率命令会继续有效。(注) 要取消固定循环方式,用户除了发出G80 命令之外,还能够用 G 代码 01 组 (G00, G01, G02, G03 等等) 中的任意一个命令。
G 81 钻孔,铅孔(G81)
1. 格式 G81 Xx1 Yy1 Zz1 Rr1 Ff1,Ii1 ,Jj1;2. 功能
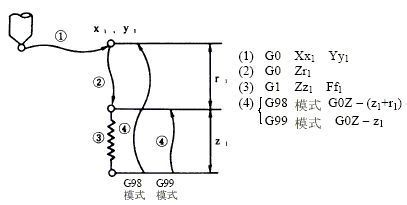
G81 命令可用于一般的孔加工。
G 82 钻孔,计数式镗孔(G82)
1. 格式 G82 Xx1 Yy1 Zz1 Rf1 Ff1 Pp1,Ii1 ,Jj1;P : 暂停指定
2. 功能

G83 深孔钻循环(G83)
1. 格式 G83 Xx1 Yy1 Zz1 Rr1 Qq1 Ff1,Ii1,Jj1; Q : 每次切削量的指定,通常以增量值来指定2. 功能

G84 攻牙循环(G84)
1. 格式 G84 Xx1 Yy1 Zz1 Rr1 Ff1 Pp1 Rr2 (或 S1,S2) ,Ii1,Jj1;P_:暂停指定
2. 功能
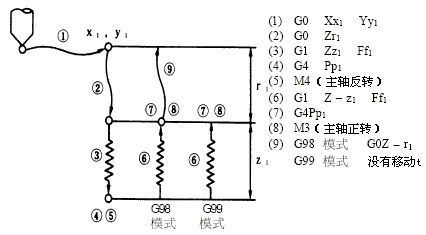
当“r2”为1时,执行同期攻牙模式,当“r2”为0时执行非同期攻牙模式。G84执行时,进给百分率调整无效,百分率调整自动变为100%。空跑也无效。G84执行中,自动运转暂停按钮按下时,若加工顺序为③到⑥时,运转不暂停,直到顺序⑥完了后才停止,加工顺序为①, ②,⑨的快速进给时,运转立即停止。单节停止运转时的停止位置为①, ②,⑨的指令完了时。G84模式时,(攻牙中)的信号从NC输出。此机能是在同期攻牙时,主轴及攻牙伺服轴之间的加减速速模式可以有最大有3段的选择。使得主轴的实际加减速模式更加接近速度回路时的加减速模式,在各齿轮档的加减速模式可最大也可以设定至3段加减速。当攻牙至孔底后反转时,在反转的时,可以使用比主轴旋转速度更快的速度来快速反转,(例如:攻牙指令速度是2000转,而在攻牙反转时,可以4000转)在反转当中,主轴旋转速度将如同持续情报一样一直被保持住。
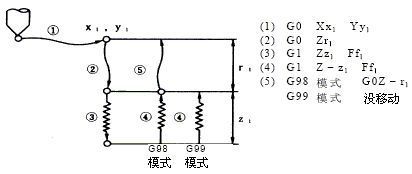
G85 镗孔循环(G85)
1. 格式 G85 Xx1 Yy1 Zz1 Rr1 Ff1,Ii1 ,Jj1;2. 功能
G86 镗孔(G86)
1. 格式 G86 Xx1 Yy1 Zz1 Rr1 Ff1 Pp1;2. 功能

G87 反镗孔循环(G87)
1. 格式 G86 Xx1 Yy1 Zz1 Rr1 Iq1 Jq2 Ff1; 注:请注意z1 及r1 的指定。(z1, r1 的符号相反)另外,无R点复归。
2. 功能
单节停止运转的停止位置为①④⑥ 的指令完了时。本指令的使用,在加工面上不会有伤痕,可以作高精度的镗孔。(至孔底为止的位置定位有切削后的退回动作,以刀尖相反方向位移执行)移动量用位址I, J, K 指定,如下所示:G17 时︰I, J G18 时︰K, I G19 时︰J, K
G88 镗孔(G88)
1. 格式 G88 Xx1 Yy1 Zz1 Rr1 Ff1 Pp1;
2. 功能

G89 镗孔循环(G89)
1. 格式 G89 Xx1 Yy1 Zz1 Rr1 Ff1 Pp1;
2. 功能
G90/G91 绝对命令/增量命令 (G90/G91)
1.机能及目的依据G90,G91指令,可指定坐标指令为绝对值或增量值指令,但是,R指定圆弧半径或I, J, K 指定圆弧中心,通常为增量指定。
2.格式G9△ Xx1 Yy1 Zz1 αα1;(“α”为附加轴) G90︰绝对值指令 G91︰增量值指令
G92坐标系设定(G92)
1.机能及目的G92指令指定时,机械不移动,但是绝对值坐标系及现在位置显示的值会按指令值更新设立。
2.格式G92 X_ Y_ Z_ α_;(α表示附加轴)
G94/G95同期进给(G94/G95)
1.机能及目的按G95指令,可以用F指令方式指定每转相对的进给量,此指令使用时,需附有主轴编码器。G94指令提供切换回每分钟进给方式(非同期切削),在该方式下可指定每分钟相对进给量的进给方式。
2.格式G94︰每分钟进給 (mm/min) (非同期切削) (F1=1mm/min) G95︰每转进給 (mm/rev) (同期切削) (F1=0.01mm/rev) G95指令为持续模式指令,直至G94指令使用为止均有效。
文章来源:CNC数控技术网http://www.quan6688.com/post/253.html