当了两年的质量工程师,要说什么东西印象最深刻,那一定是PDCA。
PDCA,即Plan-Do-Check-Act循环。一开始我觉得很奇怪,都已经有Do,为什么还要一个Act,不都一个意思。后来质量问题处理多了,才知道Do只是解决当前这个问题,而Act更多的是将这次的经验标准化(包括修订工艺、质量、管理标准,使用经验学习卡LLC分享经验)。
那么一个完整的PDCA是怎么做的?
这里以一个客诉事故为例进行说明。客户投诉LCD显示屏字符显示不全->分析为防呆设计失效->改善设计(注:具体的人名、时间、公司等数据用XXX表示)。
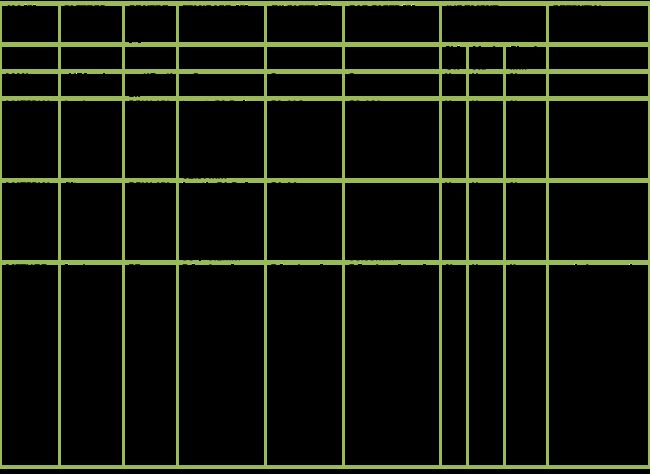
任务表
贯穿整个过程,把每一步的任务都记录下来,进行跟踪。计划时:明确任务内容、谁负责、计划完成时间。完成后:记录结果和实际完成时间。

Plan
1.使用5W2H描述问题,还原问题发生时的情景。
描述问题的时候,一定要牢记三现主义,要和客户、驻场、产线员工沟通,了解问题的细节。我们才能知道这到底是什么问题,这到底是不是一个问题。

5W2H是从客户的角度来描述问题:
【发生了什么?】什么产品的什么特性有什么问题。
【为什么是一个问题?】是有安全隐患、影响客户使用还是仅仅是一个误会(非不良,而是用户操作出了差错),从中我们可以了解这问题到底有多严重。
【什么时候发现的?】我们的反应及时吗,是不是客户发现问题,我们就马上了解并做出回应。
【谁发现的?】我们可以通过这个人得到更多第一手资料。
【在哪里发现的?】是在上线前就发现、装车时发现、测试时发现,还是最后路试才发现(如果路试才发现,一般比较麻烦,可能在前面不好探测到)
【怎么发现的?】目视、测试?这对我们后面挑选产品起到参考作用。
【有多少不良品?】是批量问题,还是个例。
另外,还需要从我们的角度来看问题:
【不良现象是什么?】好坏件对比,差异在哪里?
【是否有过返工?】如果有,是进行了什么返工,和这个问题有没有联系?返工是不是符合标准的?
【什么时候生产?】客户角度只能看到是发现的时间,而实际发生时间和生产时间一般有更大联系。可以调监控录像查看当时的情景。
【谁生产的?】员工的技能水平是否达标?生产是否受控?
【产品还供货给哪些客户?】如果产品还供给其他客户,他们也会受影响,需要对他们采取保护措施吗?
【在正常生产流程中能探测问题吗?】是探测不到,还是没有在规范下生产?
【之前有没有类似问题?】如果有类似问题,当时是什么原因,是不是真的解决了。有什么可借鉴的地方?(这是经验学习卡LLC的作用之一,让我们能够进行追溯)
【需要告知集团的其他公司吗?】如果其他公司在生产这种产品,他们可能也会遇到一样的问题,必须告知。
2.24小时内采取的围堵措施
客户:

在客户产线,一般的围堵措施是挑选客户产线和库存的所有产品。保证客户能尽快恢复生产,毕竟停一分钟就会导致上千元的损失。
我们内部:

最基本的围堵措施,依然是挑选产线、成品仓、在途、中转仓所有位置的产品。最重要的是不能有遗漏,以免不良再次流到客户端,造成客户再次投诉和重复挑选。这样实在很不好玩。
围堵措施的难点在于,要和所有的人做好沟通,要让挑选规范化:
1)和物流人员协调,了解每一地点产品的数量,并将产品hold住。
2)从5W2H中清楚了解问题(最好是能尽快拿到不良品,毕竟没有现物,做出的推断不一定靠谱),和团队确定用什么方法来检查不良。
3)和工艺讨论挑选流程、划好挑选区域(区域和流程不清晰是很容易让挑选陷入混乱的)制定挑选作业指导书(确定挑选标识)、对员工进行技能认证,然后才是进行挑选。
4)客户端的挑选,需要和驻场明确所有挑选的细节,将包含区域规划的挑选作业指导书交给驻场,让客户端的挑选也是可控的。
5)做好记录:
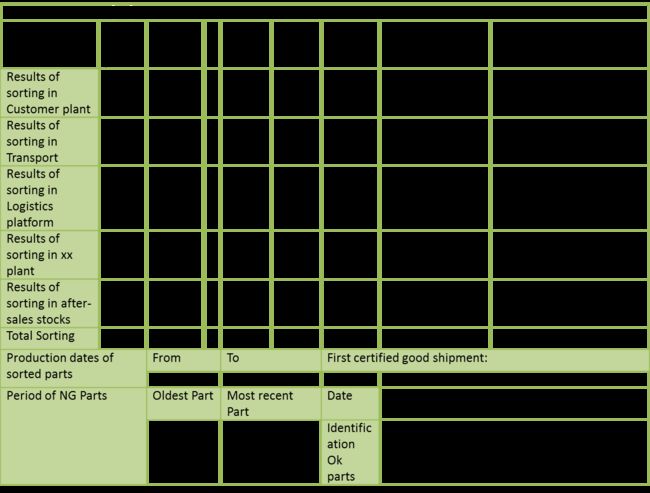
3.挑选
挑选不只是围堵措施中的挑选,更是对这个问题所有相关信息的收集。
包括内容如下:
【经验学习卡LLC】之前发生的类似问题
【产线快速反应质量控制(QRQC)板】产线有无类似问题
【维修记录】是否有设备故障,跟问题有没有关系
【生产记录】生产参数是不是在规格内,规格是多少,实际是多少
【FMEA和SPPC】是否包含这种失效模式,FMEA/SPPC是定义如何管控的,实际情况怎么样
【班次】如果所有不良品都来自同一个班次的员工,那么和员工技能是不是有关系
【时期】是否在某段时间内突发该问题?比如设备参数出错,后面调回,就会有时间相关性。这一时段生产的产品则有高风险。
【其他】比如模穴号,模穴号相关,则一般是模具磨损等问题。而且这种问题,一般是批量的。其他有关信息都可以进行记录。

4. 因素树分析FTA
一个问题要从两个方面进行分析,其一为什么会发生,其二为什么没发现。而分析,应该按sorting得出相关点->FTA初步分析问题->5WHY剖析发生的根源。问题分析过程,是PDCA的重点。
FTA通过4M(人机料法)初步分析问题。比如LCD显示不全的问题,挑选后发现是滤光片装配不到位,怎样用4M分析它的发生原因?

【人】这是员工手动组装的零件。那么员工的技能是否达标呢?
【机】组装的时候有没有用到工具,工具是否有按图纸制造,这个工具是否能防呆?这当然在这个问题中,是纯手工组装,而且设备也没有维修记录,和“机”关系不大。
【料】物料的尺寸也会影响装配,那么物料尺寸是否在图纸规格内?
【法】这个组装过程是依靠什么防呆的,是过程中自动化防呆、还是产品设计上防呆?
很多人在分析问题的时候,容易进入以下两个误区:
【误区1】这个部件是员工手动组装的,那装配不到未就一定是员工技能不过关,要从“人”入手,采取措施为加强培训云云。但是,其实员工需要做的就是按作业指导书进行作业,如果按作业指导书作业还是会出现这个问题,那就不是“人”的问题。再者,员工上岗操作是需要经过认证的,如果员工没有经过认证就上岗,那确实是“人”的问题;如果已经经过认证,但操作还是不符合作业指导书,那就是认证流程,甚至认证系统存在问题了。
【误区2】组装不到位是因为员工没有按作业指导书做好检查,所以发生了这个问题。这逻辑是不对的,没有按作业指导书做检查当然是原因,但不是发生原因,而是未探测到问题的原因。不要将发生与探测混为一谈。
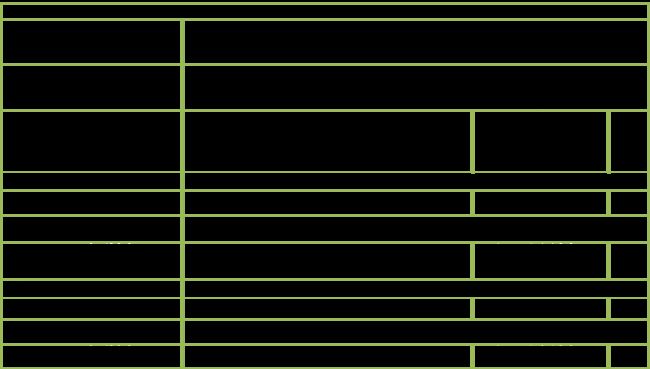
避开误区后,就可以运用FTA进行分析了:
【人】因素为员工技能;控制点为认证标准;标准为技能水平(在这里分4个级别)达到2级及2级以上的员工可以上岗操作;好坏件都是技能水平2级的员工生产;最后进行判断:标准OK,符合标准,没有相关性。(注意,当标准有错误或者不符合标准时,则应该得出有相关性)
【机】如上所述,和这个事件没有联系,忽略。
【料】因素为面板和滤光片的尺寸;控制点为图纸;标准为图纸上尺寸规格;好坏件测量出来的尺寸均在规格内;最后判断:标准OK,符合标准,没有相关性。
【法】挑选时查看PFMEA可以发现,该部件的防呆方式写着设计防呆,即通过滤光片三个定位点和面板的三个定位槽配合进行防呆。那我们去产线实际装配,按作业指导书规定的手法进行组装,组装到几十次时就有装配不到位的问题发生,可以说这样的防呆,肯定是有问题的。
对于方法,会不会是作业指导书规定的这种手法有问题呢,甚至可以说如果自动装配是不是就能避免这个问题。这些都是可以进行探索的,但是我们要先从标准出发,既然PFMEA规定从设计上进行防呆,我们就从设计上查找原因。
对设计的配合尺寸进行分析,可以发现,配合点之间间隙太大,当然也容易组装错位问题了。
(探测方面的FTA在此略过,与发生原因的FTA类似)
5. 5WHY
通过FTA,明确问题的是因为定位点和定位槽间隙过宽引起的,就要进行问题深究了。5WHY很简单,就是不停问下去,直到根源。这里只讨论发生原因的5WHY,探测原因不讨论。
【1st WHY】为什么间隙设计过宽?
是因为DFMEA里面没有评估到这个间隙过宽会导致防呆失效。
【2nd WHY】为什么DFMEA里面评估该点的防呆失效?
是因为DFMEA和PFMEA不一致(PFMEA里面已经定义由设计进行防呆,实际设计却没考虑这一项)
【3rd WHY】为什么DFMEA和PFMEA不一致?
是因为项目设计时,DFEMA由研发编写,PFMEA由工艺工程师编写,而不是一个项目团队来考察和编写的。这种流程,必然会导致大家想当然地制定标准,进一步导致标准失效。
Do
1.还原不良现象

其实这一步一般在做挑选的时候已经做了,只是放在这里,说明这个不良是可以还原的,证明我们的分析是正确的。
2.长期措施

这里只给出发生原因的长期措施,探测方面的略过。当然,两个方面都要做长期措施,才是真正解决了问题。
Check
长期措施完成了,是不是就收工了呢?当然不是,还要进行跟进验收。
1.验证效果。比如文中提到的例子,需要修改滤光片尺寸。将新滤光片引入产线前,需要先验证新的滤光片光学特性、尺寸等在规格内,并制作样件进行产品性能验证(如高低温、背光)。然后进行小批量试产,最后才能真正引进生产。如果中间验证失败,则返回Plan阶段,重新开始P-D-C
1.跟进一个月的数据,没有再发生这个问题,就算问题解决了。
2.现场检查:参数是否更新,员工是否按标准作业,员工是否了解这次事故和对应的改善措施。
Act
1.将经验以文件的形式标准化。文件包含FMEA、Control Plan、WI、可视化标识、产线表格等等。
2.以经验学习卡(LLC)的形式总结这次经验,推广到其他产线(可以在整个集团内部共享)。检查所有产线是否符合LLC规定标准,如果不符合则进行改善。最后,执行LLC审核,定期检查措施、文件的有效性。
LLC的主要内容如下:
