板式家具生产的三大工序是:开料、封边、钻孔,其中封边是最能体现家具质量的一道重要工序。如何选择合适的封边设备、如何提高生产效率、如何保证封边质量,是所有板式家具厂商都很关注的问题。

板式家具生产初期,封边完全依靠手工完成,在长期发展过程中,逐渐实现半自动化,再到现在的全自动化、智能化,板件封边的效率和质量得到了同步提高。

板式家具封边经历了使用热熔胶的传统封边技术时代和以激光封边、热风封边为代表的新型无缝封边技术时代。
传统封边技术
传统封边技术利用直线封边机或曲线封边机,用涂胶辊将加热至熔融状态的胶黏剂均匀涂布到板材封边部位,再用压辊将封边条压贴在板材上,待胶黏剂固化硬化,实现板材和封边条的胶合。

目前国内传统封边机使用的都是热熔胶,常见的热熔胶有聚酰胺热熔胶、EVA热熔胶、聚烯烃热熔胶、PUR热熔胶等,其中最常用的是EVA热熔胶和PUR热熔胶。
EVA热熔胶封边
以EVA(乙烯-醋酸乙烯共聚物)基料热熔胶封边是国内最普遍,也是最早最成熟的封边技术,这种胶的通用性很强,几乎可以粘合所有的封边材料和基材,被业界誉为“万能封边胶”。
所谓EVA基料热熔胶,就是说以EVA热熔胶为基料,在使用时可以根据实际粘合材料的特性,直接使用或是选择加填料,满足使用要求。
但是EVA胶本身存在一些缺陷,在使用时对环境的要求比较高,封边产品的质量也存在隐患。
EVA胶耐热性能比较差,在使用时环境温度不能高于120℃。
EVA胶只限于物理性凝固,粘度较小,在后续使用中有封边条脱落的风险。
PUR热熔胶封边
除了EVA热熔胶以外,PUR(聚氨基甲酸乙酯)热熔胶是另一种普遍使用的封边胶。

相较于EVA热熔胶,PUR胶除了有物理性凝固外,还有化学性凝固。
胶液会和空气中的水分、板件表面的水分和封边带表面的水分发生化学反应,在板件和封边条之间形成分子聚合物,加固封边处的连接强度。因此PUR热熔胶的耐溶性、耐冷性和耐水性都比EVA热熔胶要好很多。

但是PUR胶这种活跃的化学性能是一把双刃剑,它既能给封边效果带来提升,也会给使用带来不便。
首先,由于PUR胶极易与水发生化学反应,在储存时必须储存在密闭容器中,阻断其与空气中的水分接触、反应的可能。
再者,EVA胶物理性凝固只需在冷却阶段等待短短数秒,而化学性凝固一般需要2-5天才能完全固化,延长了板材的生产周期。
无缝封边技术
使用传统封边技术的板式家具厂商都有一个痛点,就是封边后的胶线处理。处理胶线需要耗费巨大的人工,处理不好胶线问题,家具产品的档次就上不去。
无缝封边技术就可以完美地解决这个问题。

无缝封边使用了一种特殊的封边带,这种封边带有两层结构,表层是普通的封边带,底层是一种特殊的功能性聚合物。通过特殊的装置(激光或热风),融化功能聚合物,就可以将封边条和板材粘合,达到较强的接合强度,从而实现无缝封边。
激光封边
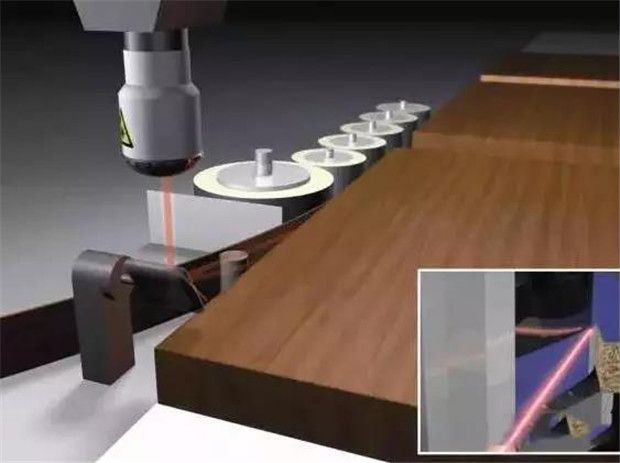
简单来讲,激光封边技术是通过可以安全发生激光的封边设备,将封边带的功能层上的聚合物瞬间融化,压轮机构紧接着将封边带压贴到板件上。
整个过程激光集中能量熔融带有激光吸收剂的功能层,反应时间迅速,激光能量吸收率和利用率高,整个过程节能且环保。
特殊功能层与封边带的接合强度很高,就好比是一个聚合物整体,所以激光封边可以理解为只有一个“接合面”,从而大大提升持久性接合剥离强度,增强防水等功能。
激光封边技术省去了涂胶装置,减少了设备维护保养成本和后期处理胶线的人工成本。
热风封边
目前市场上用于热风封边的封边带有两种,一种是带预涂胶层的封边带,另一种是像激光封边用到的那种带功能层的封边带。
热风封边是通过封边机喷嘴喷射高温高压的热风到封边带上,融化预涂胶层或功能层,再用压轮机构把封边带压贴到板件上。
热风封边的封边质量可以和激光封边相媲美,用到的热空气更易获取且价格低廉,是一种低成本替代激光的方案。

但热风封边机喷出的热风只有部分被封边条背胶所吸收,其余部分都被浪费了,热风的吸收转化效率没有激光高。
在传统封边与新型无缝封边并存的时代,目前的热风封边机多做成一机两用,使用者可以在传统热熔胶封边和热风封边之间便捷切换。
传统与新兴,各有优势
传统热熔胶封边技术工艺成熟,应用普遍;原理和设备简单,通俗易懂;热熔胶价格低廉,生产成本较低。
新兴无缝封边技术可以提高封边质量,外观无胶缝,使用不脱落;封边时无需额外存储胶黏剂,不会对工件和设备造成污染;无需更换胶箱,提高了生产效率。

传统与新兴的封边方式在目前看来,各有存在的优势,板材生产厂商在选择封边设备时,要考虑生产效率、产品质量和材料成本、维护成本、人工成本等综合效益。
也许在不久的将来,会有更新的技术出现,或者无缝封边技术的成本能够降低,从而得到更普遍的应用。
更多内容请关注鲁班园官网!
