自双相组织的发现至今,双相不锈钢(简称“双相钢”)已经发展了三代:
第1代DSS以20世纪60年代中期瑞典开发的3RE60钢为代表;
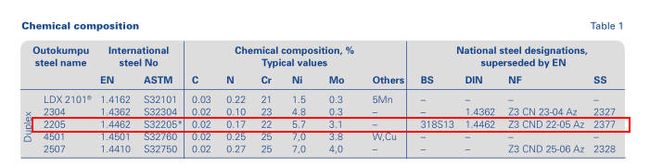
第2代DSS为20世纪70年代后,其代表牌号为瑞典开发的2205,点蚀当量指数(PREN)为32~39;
第3代DSS为20世纪80年代后期发展的超低碳、高钼、高氮含量的超级双相不锈钢(SDSS),其代表牌号有2507、2906、 2707等,PRE值大今天,我们主要讲讲用量最大和最普遍的2205双相钢(国际牌号为UNS S31803和UNS S32205),一般不做特别说明的情况下,双相钢多指2205这个牌号。
关于奥氏体+铁素体两相态的双相钢优势
双相钢是在18-8奥氏体不锈钢的基础上,提高Cr含量或者加入其他铁素体元素形成的,使钢具有奥氏体加铁素体双相态组织,又节约了镍元素。
理论配比值是1:1,也就是近似50%。一般规定某一种相态为40~60%。
在低应力下,含铬双相钢有良好的耐氯化物应力腐蚀性能,有良好的耐孔蚀性能。一般来说,双相钢的耐孔蚀和缝隙腐蚀性能都超过了316L。由于卓越的耐腐蚀性能和强度需要。据“特钢100秒”统计,在过去的十年里,2205的用量至少增长了15倍以上。
综合力学性能好,有较高的强度和疲劳强度,屈服强度是18-8奥氏体不锈钢的两倍。故在设计上可适量降低材料使用厚度。

关于双相钢的应用市场
双相钢以其独具的优势广泛用于各领域,“特钢100秒”总结如下:
纸浆和造纸工业:纸浆和造纸工业是最早使用双相钢的加工工业。使用双相钢代替304和316奥氏体不锈钢制成的硫酸和亚硫酸蒸煮锅,提高了蒸锅的耐腐蚀能力和强度,同时壁厚减少很多,降低了蒸锅的总重量。这也是2205双相钢的发明者瑞典奥托昆普的重要市场。
化学加工业:化学加工业所涉及的范围非常广,工况也较为复杂。保存工业湿法磷酸的储槽,通常用316L或317L型奥氏不锈钢来制造,但壁很厚。采用双相钢2205,强度几乎高出316L和317L一倍,且能减少壁厚,从而减少储槽的重要和费用。同时,在工业硫酸环境中,特别是在含有氯离子存在的情况下,2205的耐局部腐蚀能力比普通奥氏体不锈钢更好。
炼油工业:炼油业是使用双相钢较多的领域之一,主要用在常减压蒸馏、催化裂化加氢脱硫等装置,国内外都有使用。另外,双相钢在酸性气和油的生产中用量逐渐增多,主要用作生产管衬里、岸上和近海的管道系统以及热交换器。
石油化工业:石油化工和化学工业腐蚀环境的特征是反应温度较高,介质中常含有高浓度或中等浓度的氯化物,容易诱发不锈钢的应力腐蚀断裂。
食品和饮料工业:食品和饮料工业生产一般在含氯离子的热溶液中进行加工。双相钢在耐应力腐蚀破裂方面具有独特的优势。
运输业:由于双相钢的高强度和优良的耐腐蚀性能,使其在用于制作化学品船时,有很大的优势。减轻了船的重要,降低了燃料的消耗,在这方面,使用最多的是2205双相钢。同时可满足所载货物需要材料的耐腐蚀性能。
建筑墙业:在沿海地区,空气中充满了从海水蒸发出来的海洋大气,其中氯离子浓度要比内陆的空气高得多,因此,需要耐海水腐蚀的材料。而双相钢的耐腐蚀正具有这一优势,同时,它的高强度还可减轻重量。目前,有许多海上石油平台均采用双相钢来制造防爆墙。

此外,双相钢还成功地应用在水处理的换热器、热水管、热水器中。
关于双相钢焊接方式和注意事项
比较常用的是SMAW、GTAW、SAW。
一般来说FCAW最好不用,成型难看,难控制,而且热输入大,GMAW也不用。
可焊性良好,热裂倾向小。一般焊前不需预热,焊后不需热处理,可与18-8型奥氏体不锈钢或碳钢等异种钢焊接。工艺上,就按普通的奥氏体不锈钢的焊接工艺就可以了。
为了获得相当的焊后组织比例,2205双相钢焊接时掌握线能量是关键,不能太大也不能太小。为避免晶粒生长过快或粗大,控制热输入,尽量采取偏小点的焊接电流。层间温度,最好控制在100度内为宜。“特钢100秒”建议,焊接时和焊后注意测量一下铁素体含量,有技术协议的一定要按照技术协议做工艺评定!
在一定范围内电流一定要小焊接时注意电弧别太长,否则易出气孔。
双相钢有各种脆性倾向,不宜在高于300度的工作条件下使用。
保护气体不能用Ar+Co2的,因为双相钢其中一个很重要的特性就是其含氮量,所以建议是用Ar+1~3%的氮气,背部保护气体建议用纯氮气。

关于双相钢焊材的选择
不过首先要声明,焊条规格不能选择也不推荐5.0mm,推荐用2.5mm~4.0mm,焊丝规格1.2~3.2都可以(SAW就用3.2mm,别用4.0mm的,焊剂最好配原厂的)。“特钢100秒”推荐焊丝选ER2209,焊条选E2209。
选用E2209焊条焊接时,烘干温度尽量比厂家推荐温度高一些为宜。
国内外十几家有名的生产双相钢焊材的产品,综合起来比较,欧洲的较好!
成本方面,国内外差异已经很小。