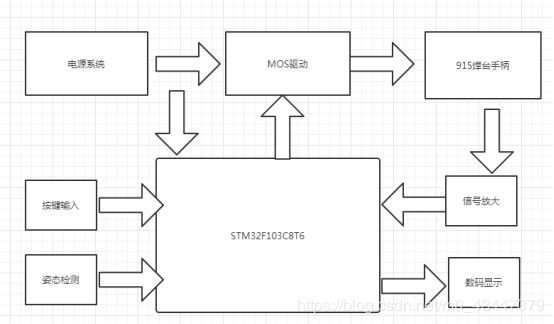
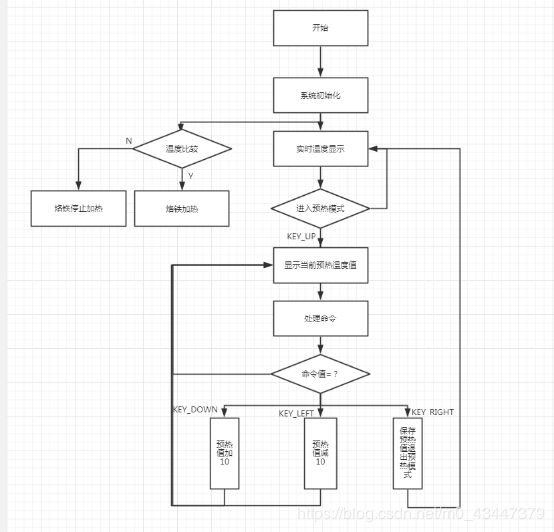
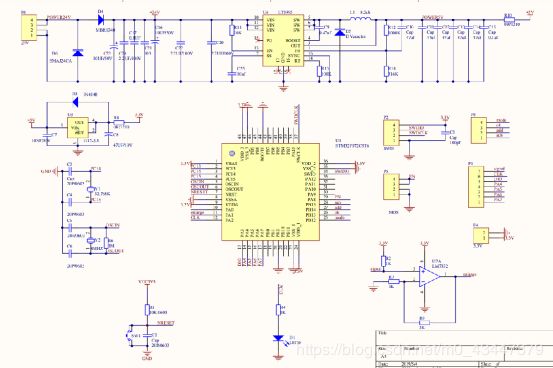
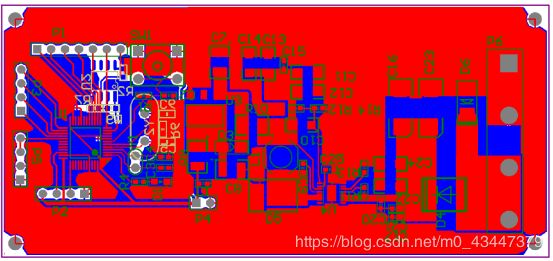
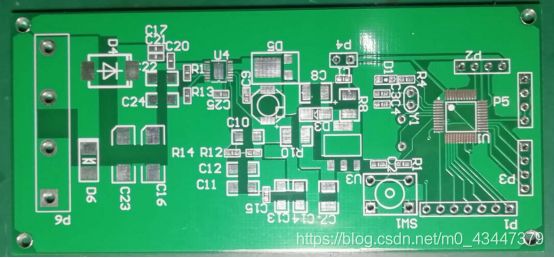
- 基于STM32的智能室内光照控制系统
01单片机设计
单片机stm32嵌入式硬件单片机
摘要进入到21世纪的时代,经济持续快速发展,人们生活的质量显著提高,“绿色健康生活”这一理念已经成为现代人的热门话题。相对于传统的家居用品,人们更倾向于使用“智能化”、“多功能”、“自动化”的智能家居用品,其中智能家居照明系统就是典型之一。它能有效率,方便地管理室内照明情况,不需要每次手动开关,提供了科学的管理系统,以达到减少耗能、绿色生活的目的。基于上述情况,本人毕业设计选题是智能室内光照控制系
- 【Python】Pygame从零开始学习
宅男很神经
python开发语言
模块一:Pygame入门与核心基础本模块将引导您完成Pygame的安装,并深入理解Pygame应用程序的基石——游戏循环、事件处理、Surface与Rect对象、显示控制以及颜色管理。第一章:Pygame概览与环境搭建1.1什么是Pygame?Pygame是一组专为编写视频游戏而设计的Python模块。它构建在优秀的SDL(SimpleDirectMediaLayer)库之上,允许您使用Pytho
- 单片机病房呼叫系统设计
01单片机设计
单片机单片机嵌入式硬件
单片机病房呼叫系统设计摘要:一般来说,病房呼叫系统是方便于病人患者与医护人员灵活沟通的一种呼叫系统,是解决医护人员与病人患者之间信息反馈的一种手段。病床呼叫系统的好坏直接关系到病人患者的生命安危,像今年的新冠型肺炎,没有一个灵活可靠的医疗系统真的不行。本课题的任务是设计出基于STM32单片机的病床呼叫系统以及对它的各项功能进行控制的控制系统。系统设计包括矩阵键盘,LCD12864液晶显示器显示电路
- SQLSERVER 中GO的作用
weixin_30278311
数据库
go向SQLServer实用工具发出一批Transact-SQL语句结束的信号。go是把t-sql语句分批次执行。(一步成功了才会执行下一步,即一步一个go)BEGIN和END语句用于将多个Transact-SQL语句组合为一个逻辑块。在控制流语句必须执行包含两条或多条Transact-SQL语句的语句块的任何地方,都可以使用BEGIN和END语句。转载于:https://www.cnblogs.
- 【DeepSeek实战】3、Ollama实战指南:LobeChat+多网关架构打造高可用大模型集群
无心水
Ollama实战指南LobeChat实战DeepSeek实战DeepSeek全栈应用开发AI入门大模型CSDN技术干货
一、企业级大模型集群架构全景解析在人工智能落地应用的过程中,大模型服务的高可用性、成本控制和灵活扩展能力成为企业关注的核心痛点。本方案通过LobeChat前端、AI网关层和Ollama模型集群的三层架构设计,实现了无需复杂运维即可部署的生产级大模型服务体系。该架构不仅支持负载均衡、故障转移和模型热切换等企业级特性。还通过量化技术将硬件成本降低60%以上,为中小企业提供了与商业云服务相当的性能体验。
- 麒麟系统使用-运用VSCode运行.NET工程
mystonelxj
麒麟系统vscode.netide麒麟
文章目录前言一、VSCode安装与配置1.工具安装2.扩展安装3.环境配置二、运行相关工程1.基础设置2.设置并运行mytest工程(控制台演示工程)3.设置并运行mywebtest工程(网页演示工程)总结前言在麒麟系统使用-进行.NET开发一文中我们介绍了如何在麒麟系统系统创建.NET工程,本文将进一步介绍如何使用微软提供的IDE工具VSCode来运行相应的工程。一、VSCode安装与配置1.工
- 亚马逊云科技助力全球电子发票合规化进程
taibaili2023
AWS
亚马逊云科技助力全球电子发票合规化进程关键字:[亚马逊云科技,Peppol,电子发票合规化,全球电子发票,税务合规,发票管理,增值税申报]导读在这场演讲中,演讲者分享了亚马逊云科技如何助力全球电子发票合规化进程。他解释了电子发票的重要性,以及各国政府为何推行电子发票系统。他介绍了电子发票的发展趋势,包括监管模式、持续交易控制模式、标准化格式等。他还分享了亚马逊云科技与经典发票员的合作,利用云服务提
- Objective-C面向对象编程:类、对象、方法详解(保姆级教程)
帅次
iOSObj-Cobjective-ciosiphonesafariswiftmacosflutter
目录一、核心概念二、类的定义(分.h和.m文件)1.头文件(.h)——公开声明2.实现文件(.m)——具体实现3.属性特性解析原子性所有权语义(ARC环境下)读写控制三、对象创建与内存管理1.创建对象的两种方式2.关键步骤解析3.instancetype四、方法调用(消息传递机制)1.基本语法2.关键概念五、self与super关键字六、动手实践:完整工作流1.创建Person对象并调用方法2.项
- 手机控制载货汽车一键启动无钥匙进入广泛应用
移动管家载货汽车一键启动无钥匙进入手机控车系统,该系统广泛应用于物流运输、工程作业等货车场景,为车主提供了高效、便捷的启动和熄火解决方案,体现了科技进步对物流行业的积极影响核心功能:简化启动流程,提高便捷性与安全性。无钥匙进入:车主携带智能钥匙靠近车辆,车门自动解锁并解除防盗;离开时自动上锁防盗。一键启动:踩下刹车,按下一键启动按钮即可启动或熄火车辆,替代传统钥匙。智能控制:
- 电动汽车一键启动手机撑控无钥匙进入
移动管家汽车手机智能控制系统具有汽车远程启动、汽车远程熄火、远程开关车门锁、远程断油、远程供油、远程监听车内动态、入侵报警提示、GPS定位、车辆状态信息实时定位等各种智能化实用功能,安装时不改动任何原车线路,适用于所有车型。将手机的控制功能整合到汽车模块,实现手机与汽车之间的智能对接,手机控制汽车,新增APP远程启动熄火,微信云钥匙等多项功能集成一体,用手机控制汽车,实现汽车智能钥匙的成功开启,为
- windows mysql主从备份_windows下mysql主从备份设置
韩山云客
windowsmysql主从备份
Windowsserver2008mysql主从数据设置步骤:一、安装MySQL说明:在两台MySQL服务器192.168.21.169和192.168.21.168上分别进行如下操作,安装MySQL5.5.22二、配置MySQL主服务器(192.168.21.169)mysql-uroot-p#进入MySQL控制台createdatabaseosyunweidb;#建立数据库osyunweidb
- 【iOS越狱开发】iOS越狱步骤1之环境搭建
JR_Wang2491
MAC移动苹果iosiosiphoneipad
这段时间都是研究iOS越狱事情,如今我会一点一点的把自己学到的遇到的问题会陆续编写出来,让大家一起讨论,也让做逆向的朋友有个交流平台机会,废话不多说!!一、学习条件至少1~2年iOS开发经验基本UI界面操作多线程网络基本操作数据储存基本操作一台苹果手机,建议至少iPhone5S(因为从5S开始支持arm64架构)或者至少是iPadAir、iPadmini2等支持arm64架构的设备系统至少iOS8
- 手机屏像素缺陷修复及相关液晶线路激光修复原理
syncon12
科技制造3d
摘要手机屏像素缺陷严重影响显示效果,而液晶线路异常是导致像素缺陷的关键因素之一。激光修复技术凭借高精度与非接触特性,能够有效修复液晶线路,进而改善像素显示。本文分析手机屏像素缺陷类型,探究液晶线路激光修复原理、工艺及参数优化,为提升手机屏显示质量提供理论支撑。引言随着手机屏向高分辨率、高刷新率方向发展,像素密度不断提升,像素缺陷问题愈发凸显。液晶线路作为控制像素显示的核心结构,其断路、短路、信号传
- 矩阵题解——螺旋矩阵 II【LeetCode】
chao_789
我的学习记录矩阵篇_刷题笔记算法leetcodepython数据结构矩阵
59.螺旋矩阵II第一个算法:基于层数和偏移量的方法算法逻辑思路:初始化阶段:创建n×n的零矩阵,设置起始点(0,0),计算需要循环的层数(n//2),初始化计数器为1核心循环逻辑:通过偏移量控制每一层的边界外层循环:遍历每一层(offset从1到loop)内层四个循环:按顺时针方向填充当前层左→右:填充上边,范围[starty,n-offset)上→下:填充右边,范围[startx,n-offs
- MySQL主从备份
W111115_
MySQLmysql数据库
前提条件:安装mysql,并开启二进制日志(bin-log日志)【让一台的bin-log日志传到另一台主机上,然后第二台主机收到后,将其bin-log日志读取并恢复到第二台机器上---整个过程实时操作同步】实现过程1.主从机器都开启二进制日志主服务器:vim/etc/my.cnf#编辑mysql配置文件log-bin=mysql-bin#开启二进制日志--------在配置文件中添加server-
- Next.js漏洞风暴:CVE-2025-29927全网爆发,你的项目躺枪了吗?
前端菜鸡日常
服务端渲染javascript开发语言后端node.js
Next.js中间件鉴权绕过漏洞(CVE-2025-29927)全面解析与应急指南近日,Next.js框架曝出一个高危安全漏洞CVE-2025-29927,该漏洞允许攻击者通过构造特殊HTTP请求头绕过中间件的安全控制,可能导致未授权访问、数据泄露等严重后果。本文将全面剖析该漏洞的技术细节、影响范围、检测方法及修复方案,帮助开发者快速评估风险并采取应对措施。漏洞概述与技术原理CVE-2025-29
- RPC:跨越代码与硅晶的“握手”——你每天都在用,却可能从未真正理解它
老马爱知
信息技术#分布式计算rpc网络协议网络分布式系统微服务软件架构硬核科普
——从本地调用的幻觉到服务万物的底座,解析这个支配云原生时代的隐形协议引言:一个程序员的日常困境想象一下这个场景:你正在构建一个电商系统。用户服务(管理用户信息)在一台服务器上,订单服务在另一台,而支付服务,则由远在天边的第三方提供。当一个用户下单时,订单服务需要先向用户服务确认用户身份,再调用支付服务完成扣款。这三个服务如同三座孤岛,如何让它们高效、优雅地对话?难道你要手动编写Socket连接,
- P25:LSTM实现糖尿病探索与预测
?Agony
lstm人工智能rnn
本文为365天深度学习训练营中的学习记录博客原作者:K同学啊一、相关技术1.LSTM基本概念LSTM(长短期记忆网络)是RNN(循环神经网络)的一种变体,它通过引入特殊的结构来解决传统RNN中的梯度消失和梯度爆炸问题,特别适合处理序列数据。结构组成:遗忘门:决定丢弃哪些信息,通过sigmoid函数输出0-1之间的值,表示保留或遗忘的程度。输入门:决定更新哪些信息,同样通过sigmoid函数控制更新
- 游戏研发高效利器:SVN资源动态项目管理解决方案
还债大湿兄
游戏项目管理
一、问题背景与解决方案传统资源分发痛点:人工打包耗时:平均每次版本发布需2小时版本隔离:不同团队无法同时使用多个版本资源冲突:美术/QA/策划资源版本不一致动态管理方案优势:二、系统核心流程//完整工作流控制器voidGameResourceManager::executeFullWorkflow(){//1.凭证验证if(!validateCredentials()){showError("认证
- [学习] PID算法原理与实践(代码示例)
极客不孤独
学习算法c语言
PID算法原理与实践文章目录PID算法原理与实践一、PID算法原理1.1PID算法概述1.定义2.应用领域3.核心目标1.2基本原理1.3数学表达离散化实现(适用于数字控制)二、实践案例(C语言)1.电机转速控制2.温度控制系统3.时钟驯服系统三、常见问题与优化1.积分饱和(Windup)问题2.噪声干扰问题3.非线性系统适配问题四、扩展方向1.数字PID与模拟PID的差异2.变参数PID(如增益
- ✨【Blender/Houdini 渲染必看】CPUⓥⓢGPU?3 分钟选对算力不踩坑!
渲染101专业云渲染
blenderhoudini分布式服务器maya
核心问题速答Q:渲染该选CPU还是GPU?✅CPU:复杂场景/批量渲染/预算可控首选✅GPU:单帧速度/实时预览/急单交付必选维度1:硬件硬刚——CPU凭啥赢麻了?▫️多线程王者:16核/32核服务器矩阵,支持50-300台并行渲染▫️场景兼容性:粒子特效/全局光照/超复杂模型稳定输出秘密武器:CPU批量渲染100帧耗时=GPU单帧耗时,整体效率持平!⚙️维度2:动态计费逻辑——成本由什么决定?计
- HarmonyOS NEXT仓颉开发语言实战案例:简约音乐播放页
幽蓝计划
开发语言harmonyos
偶然间看到一个非常漂亮的音乐播放器设计图,忍不住想拿仓颉语言来练练手,当漂亮的设计图遇到优美的开发语言,简直是天作之合。看到这个页面,我们先做一个简单的分析。整个页面分为上中下三个部分,顶部为导航栏,底部是歌词工具栏,剩下的就是中间的歌曲信息和控制按钮部分。它们的部分方式是比较简单的纵向布局。页面大致结构代码如下:Column{//导航栏Stack{Text('NowPlaying').fontS
- 【网络】Linux 内核优化实战 - net.core.rmem_max
锅锅来了
Linux性能优化原理和实战网络linux运维
目录参数作用与原理默认值与查看方法调整场景与方法适用场景调整方法与其他参数的协同性能影响与注意事项典型案例总结net.core.rmem_max是Linux内核中控制套接字接收缓冲区(ReceiveBuffer)最大允许值的参数。它与net.core.rmem_default(默认值)共同决定了网络数据接收的性能上限和内存使用策略。以下是详细解析:参数作用与原理核心功能:限制单个套接字接收缓冲区的
- Linux I/O 文件操作详解:从系统调用到实际工程应用
平凡灵感码头
linux学习linux运维服务器
一、写在前面在Linux或任何类Unix操作系统中,文件是一切的核心——无论是硬盘上的文本文件,还是串口设备、GPIO寄存器、甚至网络接口,几乎都被抽象为“文件”。理解Linux下的I/O文件操作机制,不仅是嵌入式开发的基础,也是进行系统编程与底层控制的关键。二、I/O的本质:一切皆文件Linux将外设抽象成文件的方式,统一了对各种资源的操作模型。你可以用open打开串口设备/dev/ttyS0,
- 【网络】Linux 内核优化实战 - net.ipv4.tcp_rmem 和 net.core.rmem_default 关系
锅锅来了
Linux性能优化原理和实战网络linuxtcp/ip
net.ipv4.tcp_rmem和net.core.rmem_default都是Linux内核中控制网络接收缓冲区的参数,但它们的作用范围、优先级和使用场景存在明显区别。以下是详细对比:核心区别参数net.ipv4.tcp_rmemnet.core.rmem_default作用协议仅针对TCP协议针对所有网络协议(TCP、UDP等)参数类型三元组:mindefaultmax单个值:默认缓冲区大小
- Nordic智能楼宇自动化系统方案/nrf-knx-iot
Halfway--
Product物联网iot
1:KNXIoT通过物联网(IoT)的强大功能和灵活性扩展了KNX标准的能力。因此,它允许KNX设备与物联网设备和云服务集成,从而能够创建先进的智能楼宇自动化系统。通过KNXIoT,设备可以在IP网络上进行通信,从而在设备连接和控制方式上提供更大的灵活性2:KNXIoT由3个主要负责数据互操作性的主要元素组成:KNXIoT第三方API一个标准化的API,通过一个抽象层连接KNX特定知识和第三方应用
- 鞋履智造的“隐形工匠”:PROFIBUS DP转ETHERNET/IP网关应用实践
在鞋履制造产线中,西门子PLC凭借PROFIBUSDP协议实现精准逻辑控制,而涂胶机器人多采用ETHERNET/IP协议执行鞋面粘合与处理任务。为实现设备高效协同,JH-PB-EIP疆鸿智能PROFIBUSDP转ETHERNET/IP网关化身“通信中枢”,破解协议壁垒,成为提升鞋子舒适度与耐用性的核心助力。硬件连接时,需先在西门子PLC中完成DP从站组态,设定地址并通过专用电缆接入网关DP端口,针
- 别再为通信发愁!机床厂PROFIBUS DP转EtherNet/IP网关应用指南,低成本实现智能升级
JIANGHONGZN
PROFIBUSDP工业通讯协议网关ETHERNET/IP
在现代机床制造工厂中,设备间的无缝通信是实现高效、柔性生产的关键。西门子PLC(如S7-300/1500系列)作为核心控制器广泛采用PROFIBUSDP现场总线,而高端机器人系统(如FANUC、KUKA)则普遍支持EtherNet/IP协议。在这类异构网络共存的环境中,协议转换网关成为打通数据壁垒的核心枢纽。网关的核心作用与工作流程角色定位:网关作为“翻译官”,部署在西门子PLC(PROFIBUS
- PROFIBUS DP转EtherNet/IP网关:精密医疗器械粘合密封的质量守护者
JIANGHONGZN
PROFIBUSETHERNET/IPDP协议网关工业通讯机器人
在医疗器械制造领域,精密部件(如输液器接头、植入体密封壳)的粘合与密封工艺对可靠性和一致性要求近乎苛刻。这类工艺通常由高速、高精度的涂胶机器人执行,而其精准动作离不开与核心控制系统(如西门子PLC)的无缝数据交互。当产线中同时存在西门子PROFIBUSDP网络与支持EtherNet/IP的机器人时,专用协议转换网关便成为确保“数据血液”畅通的关键设备。网关的核心角色:协议翻译与无缝桥接此类网关设备
- Linux命令行基础:常用命令与技巧
m0_73843831
chrome前端Linux命令行常用命文件操作权限管理
1.Linux命令行概述Linux命令行(也称为终端或Shell)是Linux操作系统中与用户交互的文本界面。通过命令行,用户可以执行各种任务,如文件管理、进程控制、系统配置等。相比图形用户界面(GUI),命令行具有更高的效率和灵活性,尤其适用于服务器管理和自动化任务。本文将涵盖以下内容:常用命令文件与目录操作权限管理进程管理命令行技巧2.常用命令2.1文件与目录操作ls功能:列出当前目录下的文件
- PHP,安卓,UI,java,linux视频教程合集
cocos2d-x小菜
javaUIlinuxPHPandroid
╔-----------------------------------╗┆
- zookeeper admin 笔记
braveCS
zookeeper
Required Software
1) JDK>=1.6
2)推荐使用ensemble的ZooKeeper(至少3台),并run on separate machines
3)在Yahoo!,zk配置在特定的RHEL boxes里,2个cpu,2G内存,80G硬盘
数据和日志目录
1)数据目录里的文件是zk节点的持久化备份,包括快照和事务日
- Spring配置多个连接池
easterfly
spring
项目中需要同时连接多个数据库的时候,如何才能在需要用到哪个数据库就连接哪个数据库呢?
Spring中有关于dataSource的配置:
<bean id="dataSource" class="com.mchange.v2.c3p0.ComboPooledDataSource"
&nb
- Mysql
171815164
mysql
例如,你想myuser使用mypassword从任何主机连接到mysql服务器的话。
GRANT ALL PRIVILEGES ON *.* TO 'myuser'@'%'IDENTIFIED BY 'mypassword' WI
TH GRANT OPTION;
如果你想允许用户myuser从ip为192.168.1.6的主机连接到mysql服务器,并使用mypassword作
- CommonDAO(公共/基础DAO)
g21121
DAO
好久没有更新博客了,最近一段时间工作比较忙,所以请见谅,无论你是爱看呢还是爱看呢还是爱看呢,总之或许对你有些帮助。
DAO(Data Access Object)是一个数据访问(顾名思义就是与数据库打交道)接口,DAO一般在业
- 直言有讳
永夜-极光
感悟随笔
1.转载地址:http://blog.csdn.net/jasonblog/article/details/10813313
精华:
“直言有讳”是阿里巴巴提倡的一种观念,而我在此之前并没有很深刻的认识。为什么呢?就好比是读书时候做阅读理解,我喜欢我自己的解读,并不喜欢老师给的意思。在这里也是。我自己坚持的原则是互相尊重,我觉得阿里巴巴很多价值观其实是基本的做人
- 安装CentOS 7 和Win 7后,Win7 引导丢失
随便小屋
centos
一般安装双系统的顺序是先装Win7,然后在安装CentOS,这样CentOS可以引导WIN 7启动。但安装CentOS7后,却找不到Win7 的引导,稍微修改一点东西即可。
一、首先具有root 的权限。
即进入Terminal后输入命令su,然后输入密码即可
二、利用vim编辑器打开/boot/grub2/grub.cfg文件进行修改
v
- Oracle备份与恢复案例
aijuans
oracle
Oracle备份与恢复案例
一. 理解什么是数据库恢复当我们使用一个数据库时,总希望数据库的内容是可靠的、正确的,但由于计算机系统的故障(硬件故障、软件故障、网络故障、进程故障和系统故障)影响数据库系统的操作,影响数据库中数据的正确性,甚至破坏数据库,使数据库中全部或部分数据丢失。因此当发生上述故障后,希望能重构这个完整的数据库,该处理称为数据库恢复。恢复过程大致可以分为复原(Restore)与
- JavaEE开源快速开发平台G4Studio v5.0发布
無為子
我非常高兴地宣布,今天我们最新的JavaEE开源快速开发平台G4Studio_V5.0版本已经正式发布。
访问G4Studio网站
http://www.g4it.org
2013-04-06 发布G4Studio_V5.0版本
功能新增
(1). 新增了调用Oracle存储过程返回游标,并将游标映射为Java List集合对象的标
- Oracle显示根据高考分数模拟录取
百合不是茶
PL/SQL编程oracle例子模拟高考录取学习交流
题目要求:
1,创建student表和result表
2,pl/sql对学生的成绩数据进行处理
3,处理的逻辑是根据每门专业课的最低分线和总分的最低分数线自动的将录取和落选
1,创建student表,和result表
学生信息表;
create table student(
student_id number primary key,--学生id
- 优秀的领导与差劲的领导
bijian1013
领导管理团队
责任
优秀的领导:优秀的领导总是对他所负责的项目担负起责任。如果项目不幸失败了,那么他知道该受责备的人是他自己,并且敢于承认错误。
差劲的领导:差劲的领导觉得这不是他的问题,因此他会想方设法证明是他的团队不行,或是将责任归咎于团队中他不喜欢的那几个成员身上。
努力工作
优秀的领导:团队领导应该是团队成员的榜样。至少,他应该与团队中的其他成员一样努力工作。这仅仅因为他
- js函数在浏览器下的兼容
Bill_chen
jquery浏览器IEDWRext
做前端开发的工程师,少不了要用FF进行测试,纯js函数在不同浏览器下,名称也可能不同。对于IE6和FF,取得下一结点的函数就不尽相同:
IE6:node.nextSibling,对于FF是不能识别的;
FF:node.nextElementSibling,对于IE是不能识别的;
兼容解决方式:var Div = node.nextSibl
- 【JVM四】老年代垃圾回收:吞吐量垃圾收集器(Throughput GC)
bit1129
垃圾回收
吞吐量与用户线程暂停时间
衡量垃圾回收算法优劣的指标有两个:
吞吐量越高,则算法越好
暂停时间越短,则算法越好
首先说明吞吐量和暂停时间的含义。
垃圾回收时,JVM会启动几个特定的GC线程来完成垃圾回收的任务,这些GC线程与应用的用户线程产生竞争关系,共同竞争处理器资源以及CPU的执行时间。GC线程不会对用户带来的任何价值,因此,好的GC应该占
- J2EE监听器和过滤器基础
白糖_
J2EE
Servlet程序由Servlet,Filter和Listener组成,其中监听器用来监听Servlet容器上下文。
监听器通常分三类:基于Servlet上下文的ServletContex监听,基于会话的HttpSession监听和基于请求的ServletRequest监听。
ServletContex监听器
ServletContex又叫application
- 博弈AngularJS讲义(16) - 提供者
boyitech
jsAngularJSapiAngularProvider
Angular框架提供了强大的依赖注入机制,这一切都是有注入器(injector)完成. 注入器会自动实例化服务组件和符合Angular API规则的特殊对象,例如控制器,指令,过滤器动画等。
那注入器怎么知道如何去创建这些特殊的对象呢? Angular提供了5种方式让注入器创建对象,其中最基础的方式就是提供者(provider), 其余四种方式(Value, Fac
- java-写一函数f(a,b),它带有两个字符串参数并返回一串字符,该字符串只包含在两个串中都有的并按照在a中的顺序。
bylijinnan
java
public class CommonSubSequence {
/**
* 题目:写一函数f(a,b),它带有两个字符串参数并返回一串字符,该字符串只包含在两个串中都有的并按照在a中的顺序。
* 写一个版本算法复杂度O(N^2)和一个O(N) 。
*
* O(N^2):对于a中的每个字符,遍历b中的每个字符,如果相同,则拷贝到新字符串中。
* O(
- sqlserver 2000 无法验证产品密钥
Chen.H
sqlwindowsSQL ServerMicrosoft
在 Service Pack 4 (SP 4), 是运行 Microsoft Windows Server 2003、 Microsoft Windows Storage Server 2003 或 Microsoft Windows 2000 服务器上您尝试安装 Microsoft SQL Server 2000 通过卷许可协议 (VLA) 媒体。 这样做, 收到以下错误信息CD KEY的 SQ
- [新概念武器]气象战争
comsci
气象战争的发动者必须是拥有发射深空航天器能力的国家或者组织....
原因如下:
地球上的气候变化和大气层中的云层涡旋场有密切的关系,而维持一个在大气层某个层次
- oracle 中 rollup、cube、grouping 使用详解
daizj
oraclegroupingrollupcube
oracle 中 rollup、cube、grouping 使用详解 -- 使用oracle 样例表演示 转自namesliu
-- 使用oracle 的样列库,演示 rollup, cube, grouping 的用法与使用场景
--- ROLLUP , 为了理解分组的成员数量,我增加了 分组的计数 COUNT(SAL)
- 技术资料汇总分享
Dead_knight
技术资料汇总 分享
本人汇总的技术资料,分享出来,希望对大家有用。
http://pan.baidu.com/s/1jGr56uE
资料主要包含:
Workflow->工作流相关理论、框架(OSWorkflow、JBPM、Activiti、fireflow...)
Security->java安全相关资料(SSL、SSO、SpringSecurity、Shiro、JAAS...)
Ser
- 初一下学期难记忆单词背诵第一课
dcj3sjt126com
englishword
could 能够
minute 分钟
Tuesday 星期二
February 二月
eighteenth 第十八
listen 听
careful 小心的,仔细的
short 短的
heavy 重的
empty 空的
certainly 当然
carry 携带;搬运
tape 磁带
basket 蓝子
bottle 瓶
juice 汁,果汁
head 头;头部
- 截取视图的图片, 然后分享出去
dcj3sjt126com
OSObjective-C
OS 7 has a new method that allows you to draw a view hierarchy into the current graphics context. This can be used to get an UIImage very fast.
I implemented a category method on UIView to get the vi
- MySql重置密码
fanxiaolong
MySql重置密码
方法一:
在my.ini的[mysqld]字段加入:
skip-grant-tables
重启mysql服务,这时的mysql不需要密码即可登录数据库
然后进入mysql
mysql>use mysql;
mysql>更新 user set password=password('新密码') WHERE User='root';
mysq
- Ehcache(03)——Ehcache中储存缓存的方式
234390216
ehcacheMemoryStoreDiskStore存储驱除策略
Ehcache中储存缓存的方式
目录
1 堆内存(MemoryStore)
1.1 指定可用内存
1.2 驱除策略
1.3 元素过期
2 &nbs
- spring mvc中的@propertysource
jackyrong
spring mvc
在spring mvc中,在配置文件中的东西,可以在java代码中通过注解进行读取了:
@PropertySource 在spring 3.1中开始引入
比如有配置文件
config.properties
mongodb.url=1.2.3.4
mongodb.db=hello
则代码中
@PropertySource(&
- 重学单例模式
lanqiu17
单例Singleton模式
最近在重新学习设计模式,感觉对模式理解更加深刻。觉得有必要记下来。
第一个学的就是单例模式,单例模式估计是最好理解的模式了。它的作用就是防止外部创建实例,保证只有一个实例。
单例模式的常用实现方式有两种,就人们熟知的饱汉式与饥汉式,具体就不多说了。这里说下其他的实现方式
静态内部类方式:
package test.pattern.singleton.statics;
publ
- .NET开源核心运行时,且行且珍惜
netcome
java.net开源
背景
2014年11月12日,ASP.NET之父、微软云计算与企业级产品工程部执行副总裁Scott Guthrie,在Connect全球开发者在线会议上宣布,微软将开源全部.NET核心运行时,并将.NET 扩展为可在 Linux 和 Mac OS 平台上运行。.NET核心运行时将基于MIT开源许可协议发布,其中将包括执行.NET代码所需的一切项目——CLR、JIT编译器、垃圾收集器(GC)和核心
- 使用oscahe缓存技术减少与数据库的频繁交互
Everyday都不同
Web高并发oscahe缓存
此前一直不知道缓存的具体实现,只知道是把数据存储在内存中,以便下次直接从内存中读取。对于缓存的使用也没有概念,觉得缓存技术是一个比较”神秘陌生“的领域。但最近要用到缓存技术,发现还是很有必要一探究竟的。
缓存技术使用背景:一般来说,对于web项目,如果我们要什么数据直接jdbc查库好了,但是在遇到高并发的情形下,不可能每一次都是去查数据库,因为这样在高并发的情形下显得不太合理——
- Spring+Mybatis 手动控制事务
toknowme
mybatis
@Override
public boolean testDelete(String jobCode) throws Exception {
boolean flag = false;
&nbs
- 菜鸟级的android程序员面试时候需要掌握的知识点
xp9802
android
熟悉Android开发架构和API调用
掌握APP适应不同型号手机屏幕开发技巧
熟悉Android下的数据存储
熟练Android Debug Bridge Tool
熟练Eclipse/ADT及相关工具
熟悉Android框架原理及Activity生命周期
熟练进行Android UI布局
熟练使用SQLite数据库;
熟悉Android下网络通信机制,S