hypermill 海德汉五轴联动3+2后处理制作视频教程
◆hypermill 海德汉五轴联动3+2后处理制作视频教程
├┈01.制作一个用于测试的图档,可以包含各类刀路。用于后处理测试
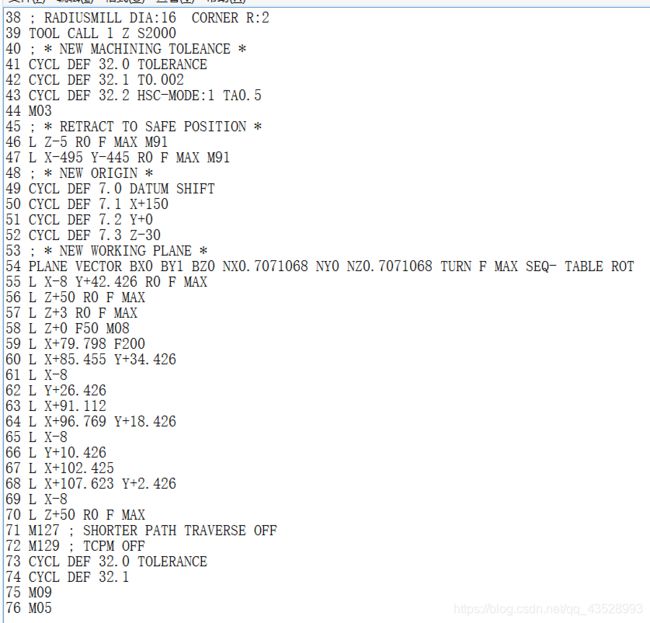
├┈02.常规的海德汉程序格式讲解
├┈03. 行号、G指令、坐标值模态化设置、M03、S、M08设置(A)
├┈04.行号、G指令、坐标值模态化设置、M03、S、M08设置(B)
├┈05.格式改为海德汉样式,程序头、换刀、G00、G01、圆弧运动
├┈06.创建init宏程序,并初始化start_with_xy使3X下刀点先XY,再Z
├┈07. 解决 FMAX 的一些bug
├┈08.使用隐藏的框架结构,调整XYZ坐标值的分行输出
├┈09.换刀设置,中途换刀、第一次换刀、最后一次换刀、单次换刀的设置
├┈10.程序头刀具清单的配置、换刀前输出一行刀具信息的配置,获取HM所有的可用系统变量,变量的使用
├┈11.利用MachineBuilder定义各种5轴机床的机床结构
├┈12.如何用CAD软件画好机床3D,导入MachineBuilder中建立机床模型及仿真机床
├┈13. 建立5轴机床结构,并导入后处理中生效,使后处理拥有5轴功能
├┈14.消除5轴功能加入后的报警
├┈15.完成最简单的RTCP5轴联动功能A
├┈16.完成最简单的RTCP5轴联动功能B
├┈17.5轴加工的开始点下刀修改,控制后处理下刀点先AB C旋转,然后XY移动到开始点上方,最后Z下刀
├┈18. 5轴加工的概念总结,RTCP(TCPM),最小距离旋转,加工面变换功能
├┈19.使用CIMCO粗略检查后处理的正确性
├┈20.HM后处理中加工面变换的开启方法(3+2 PLANE功能)
├┈21.计算平面变换的坐标平移量datum shift
├┈22.计算平面变换的角度旋转量plane spatial
├┈23.配置输出平面转换指令datum shift 和 plane spatial 功能,使后处理支持3+2指令
├┈24.利用判断语句,使得平面变换指令在合理的地方输出
├┈25.添加刀路衔接之间的安全过渡
├┈26.添加必要时的 M129和M127
├┈27.修复一些bug
├┈28.添加 AB C 的锁紧与松开指令
├┈29.钻孔循环的配置
├┈30.攻丝循环的配置
├┈31. 镗孔、铰孔、深孔啄钻的配置A
├┈32. 镗孔、铰孔、深孔啄钻的配置B
├┈33. 5轴后处理中的联动钻孔介绍以及后处理现状
├┈34. 开启HM后处理中的联动钻孔功能
├┈35. 如何提取刀轨文件中的有用信息
├┈36. 从刀轨文件中提取刀路精度值,用于高速加工模式
├┈37. 后处理完成后的总结
◆04_参考资料 [打开]
◆参考后处理 [打开]
├┈iTNC530_Mikron_UCP_800_Duro_V4_3.def
├┈iTNC530_Mikron_UCP_800_Duro_V4_3.oma
├┈iTNC530_V4_3_language.def
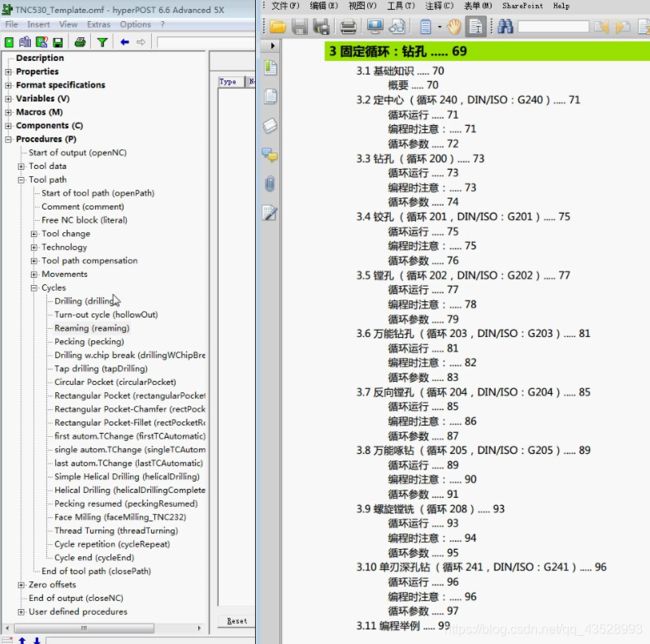
├┈海德汉TNC530循环手册.pdf
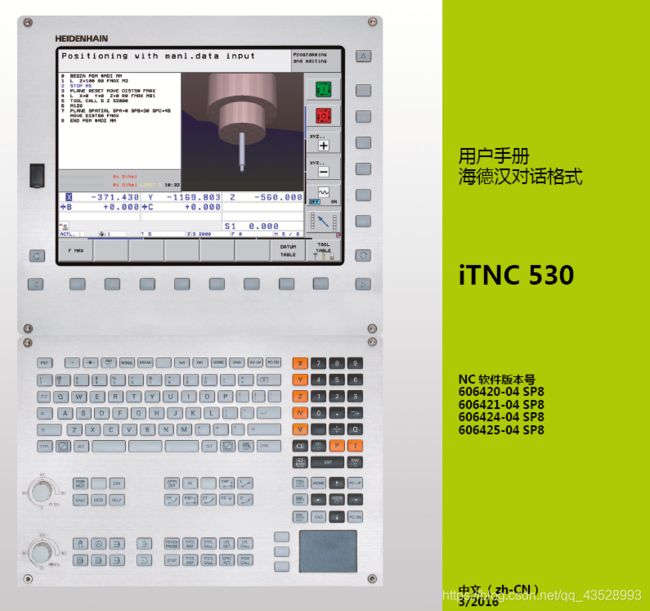
├┈海德汉TNC530编程手册.pdf
├┈海德汉程序样本.txt
链接:https://pan.baidu.com/s/1hisjrSd1GsEIeOktHStBkA
提取码:g672