引言:
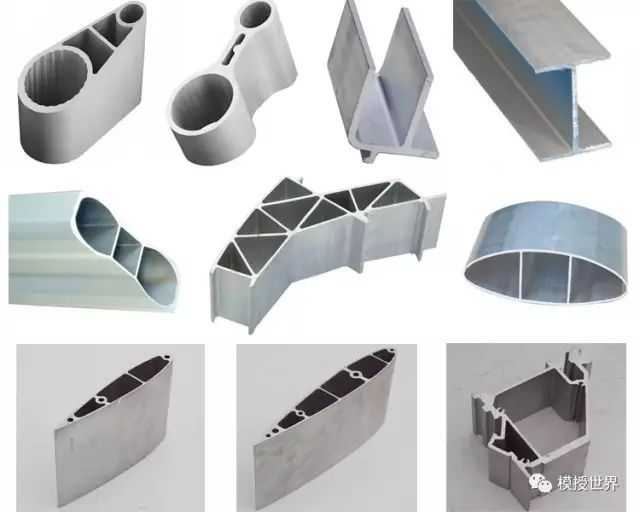
在铝合金型材挤压成形过程中,模具出口处型材挤压速度的均匀性主要受导流室、分流室形状、尺寸和工作带长度的控制。工作带又称定径带,是型材挤压模中垂直模具工作端面并用以保证挤压制品形状、尺寸和表面质量的区段。由于工作带的摩擦阻力可以调整金属流速,在导流室、分流室形状和尺寸一定的条件下,合理设计不等长的工作带长度,可以有效提高型材断面各个部分金属的流速均匀性,从而减少挤压过程中的附加应力和挤压后工件内的残余应力,防止型材的变形与开裂。

在铝型材挤压过程中,挤压模工作带的长度是影响金属流速的重要因素。合理设计工作带的长度,能够使金属在模孔出口处流动均匀,挤出的型材不会产生扭曲、起浪等缺陷。
铝型材挤压模的设计中 ,工作带长度是设计型材模孔最重要的几何参数之一 ,直接影响着制品的质量。工作带又称定径带 ,是型材挤压模中垂直模具工作端面并用以保证挤压制品形状、尺寸和表面质量的区段。对于外形尺寸较小 ,对称性较好 ,各部分壁厚相等或近似相等的简单型材来说 ,模孔各部分的工作带可取相等或基本相等的长度 ,对于断面形状复杂、壁厚差大、外形轮廓大的型材 ,在设计模孔时 ,要借助于不同的工作带长度来调节金属的流速。确定型材模孔工作带长度的基本出发点是保证型材各区段上金属质点的流速均等 ,保证各区段上金属质点的流动应力均等。其影响因素主要是型材横断面的形状和型材区段距挤压筒中心距离。
定义:
1) 什么是挤压模具工作带?其作用和设计原则是什么?
铝材挤压模具的工作带也叫定径带,其作用如下:
1、调整挤压金属的流速,使挤压型材成型;
2、确定型材的外形尺寸,也就是定型,是稳定产品质量的重要部位;
3、确保型材表面的粗糙度,使其光滑,易于表面处理。
•1,挤压模具工作带作用是控制金属流动,稳定制品尺寸和表面质量。
•2,确定原则
•A,最小长度,应能保证稳定挤压铝型材制品截面尺寸,并具有足够的耐磨性。
•B,最大长度,应根据挤压时金属与工作带间最大有效接触长度来确定。
•C,对于角形,丁字形,槽形,工字形,除在各端部受三面摩擦阻力减短工作带外,如在同心圆上的模孔,工作带可以相同。
•D,截面形状复杂且壁厚不等的铝型材,需根据壁厚设计不等长的工作带,在变化悬殊处采取斜过渡,以免在制别上出棱。
工作带是铝材挤压模具中垂直于模具工作端面是用来保证挤压制品的形状、尺寸和表面质量的区段;工作带的长度也是挤压模具设计的重要参数,工作带的长度过短,产品的尺寸难以稳定,也容易产生波纹、椭圆度、压痕、压伤并且造成挤压模具磨损而减低寿命;而工作带过长,则会增大与铝金属的摩擦,增大挤压力,使铝金属粘接在模具上,使制品产生表面擦花,划伤、毛刺、麻面、搓衣板等缺陷。
2)那为什么大部分人会觉得工作带难设计呢?
很多学习挤压模具设计的人都跟我说自己什么都会了就是工作带不会设计,觉得挤压模具设计最难的地方就是工作带设计了。因为工作带较分流孔来讲,比较抽象一些,而且工作带的设计是见人见智,同样一套模具,三个人设计,可能给出的值完全不同,但是可能三套模具都能挤出料来.这又是为什么呢?
1、 首先我们要明白工作带的作用,工作带和分流孔作用一样都是调整铝金属流速的,简单来说就是比较容易流出金属的地方工作带要长一点,比如壁厚大的地方、离挤压中心近的地方工作带都要长一点。所以这取决于工作带第一个位置设置的值,如果这个值不同那么其他位置都会相应改变,所以你就会看到不同的工作带设计方案却都能出料。因为它本身是一个相对值而不是绝对值。
2、分流孔是一个以形取形的图像,所以更容易理解一些。但是在这里我要强调一点,分流模特别大型工业型模具设计中分流孔比工作带设计更重要、更难把握,是挤压模具设计的重中之重。
3、**※ 万变不离其宗:配合料型,适孔适量,孔随型走 ※ **
4、那工作带到底怎么设计呢,工作带的设计是不是真的那么神秘?其实工作带设计也无非是老生常谈同心圆原理,靠近铝型材挤压中心部位金属流速快,则工作带设计的要长些;型材壁厚宽的地方金属流速较快,工作带设计的要长一些,工作带设计的公式以及要遵循的几个要点如下: 工作带设计按照以下公式:
** L=t•K1•K2 **
L-----工作带长度/mm;
t------型材壁厚名义尺寸/mm;
K1---模子材质强度系数(≈1.5~2.0);
K2---模孔位置流速差之比。
可参照以下实例:

1、 首先工作带设计时,以整个铝型材最难出挤出的部分为基准点,取该处工作带长度为成品壁厚的1.5~2倍。然后与基准点相邻部位的工作带长度比基准点工作带 长1mm,依此类推。要注意的是型材厚度相同的部位,如果距离挤压筒中心的距离 相等,则工作带长度应相等。
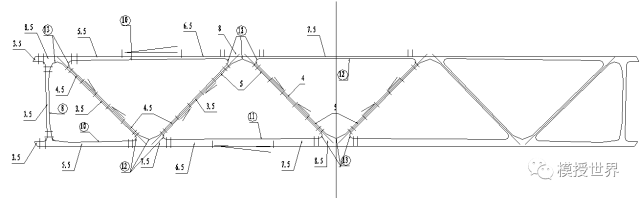
2、另外从模具中心开始,每远离中心10mm则其工作带 应按比例相应减少 。说到这里你如果还不觉得明白的话,就看看下面的图是否能帮助你理解。