1 3D 视觉
常见的三维视觉技术,包含双目、ToF、激光三角、结构光等,如下图:

1)毫米级
双目、ToF、结构光(散斑)的精度为 mm 级,多见于消费领域,如:导航避障,VR/AR,刷脸支付等



2)微米级
线激光、结构光(编码)的精度是 um 级,主要应用在工业领域,如:表面缺陷检测、三维测量等


3)纳米级
另外,还有 nm 级精度的光谱共焦技术,可用于透明材质物体的三维测量
2 激光三角法
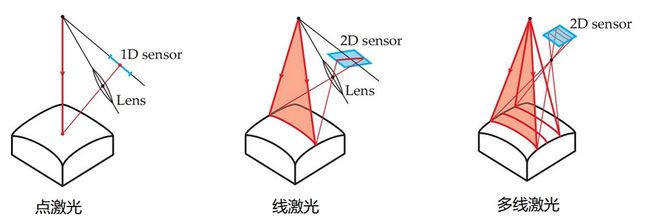
按照激光投射的不同模式,激光三角法有点激光、线激光、多线激光、激光网格等
2.1 测量原理
为了直观的了解激光三角法,用点激光位移传感器,演示其测量原理如下:
假定相机主光轴和激光平面的夹角为 $\theta$,镜头的像方焦距为 $f^{\prime}$,激光平面和主光轴的交点为 $H_2$,镜头前主点到 $H_2$ 的距离为 $l$
$Z_1$ 和 $Z_2$ 为被测物沿光平面的纵向位移,$z_1^{\prime}$ 和 $z_2^{\prime}$ 为对应在图像传感器上的物理尺寸位移

则通过相似三角形,有如下等式
$\quad \begin{split} \frac{z_1^{\prime}}{f^{\prime}} = \frac{Z_1 \cdot sin\theta }{l -Z_1 \cdot cos\theta} \end{split}$(过 $H_3$ 作到主光轴的垂线)
$\quad \begin{split} \frac{z_2^{\prime}}{f^{\prime}} = \frac{Z_2 \cdot sin\theta}{l+Z_2 \cdot cos\theta} \end{split}$(过 $H_1$ 作到主光轴的垂线)
进一步化简得
$\quad \begin{split} Z_1 = \frac{z_1^{\prime} \cdot l}{f^{\prime} \cdot sin\theta + z_1^{\prime} \cdot cos\theta}\end{split}$(近端视场)
$\quad \begin{split} Z_2 = \frac{z_2^{\prime} \cdot l}{f^{\prime} \cdot sin\theta - z_2^{\prime} \cdot cos\theta}\end{split}$(远端视场)
2.2 精度范围
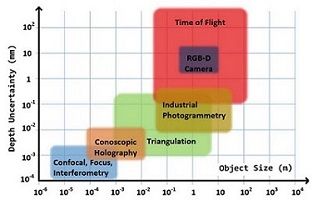
在3D视觉技术中,从被测物的大小和纵向精度来考虑,广义三角法 (包含激光三角法) 处于中间的位置,如下:
- 被测物体的大小范围 1mm ~ 8m,对应精度 1um ~ 0.4mm
3 线激光3D相机
线激光3D相机,是一种基于三角测量原理,通过图像传感器,捕获激光发生器投射在物体表面的激光线信息,重构物体表面轮廓信息的三维相机
其结构示意图,如下:

3.1 深度测量范围
3.1.1 镜头景深
对于普通的3D视觉系统 (物面∥像面),深度测量范围即镜头的景深,假设放大率 $\begin{split}\beta = \frac{y^{\prime}}{y}\end{split}$,镜头的有效F数为 $(f/nr)_e$,则景深 $\begin{split}DOF \approx \frac{2 \cdot (f/nr)_e \cdot \delta}{\beta^2} \end{split}$
当系统设计的光学放大率 $\beta$ 较大时,意味着景深较小,如果要继续增大景深(尤其物体表面和镜头主面不平行),则只能增加 F数,即减小光圈
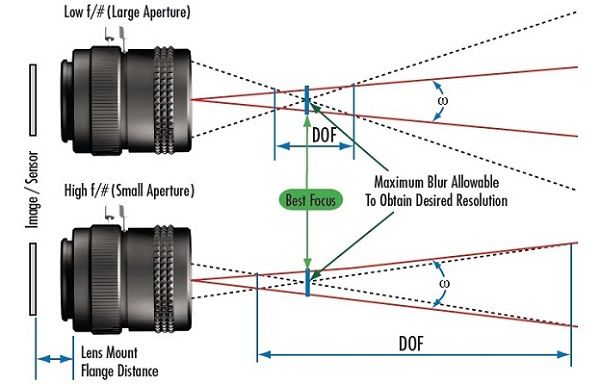
实际应用中,光圈的减小是有一定限度的:
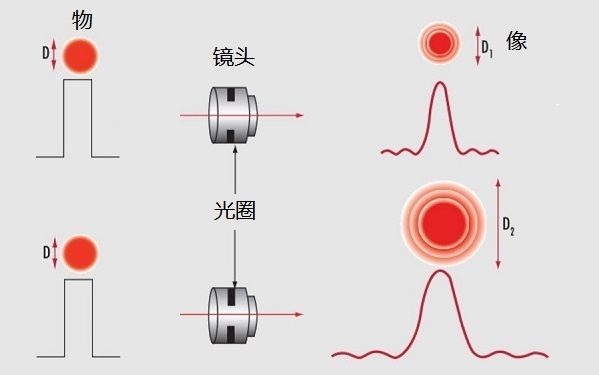
1) 如果光圈太小,则会产生衍射,使得较小的细节信息变的模糊(即在最佳焦点下可解析的特征尺寸会变大)
2) 随着光圈的减小,进入图像传感器的光线也会越少,相应地,就要增大(激光器)功率或(相机)曝光时间
3.1.2 沙姆定律
在光圈调节受限的情况下,如果仍有部分成像不清晰,则可采用沙姆结构,将镜头逐渐倾斜,从而使整个物体表面都可以清晰成像,如下图:


线激光3D相机,为了增大深度测量范围,通常采用沙姆结构,如下:
- 被摄物平面 (激光平面)、镜头平面、胶片平面 (像平面) 交于一条直线,即沙姆定律(Scheimpflug principle)
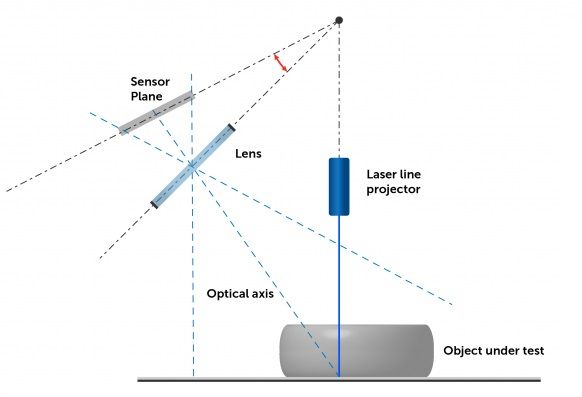
假设成像芯片的胶深(Depth of Focus)为 ±g,则成像系统的景深(Depth of Field) 为下图中的阴影部分,即从 $\phi_1$ 到 $\phi_2$ 间的扇形区域

3.2 结构形式
线激光3D相机,基本的结构形式有四种:直射式、斜射式、反射式、同侧式。其它的结构,多是在此基础上的发展演变

直射式,布置安装简单,计算结果的应用非常直观,是目前最常用,也是一种通用的结构形式;
斜射式,布置安装简单,计算结果的应用不够直观,多用于对精度要求高的平面物体的特征测量;
反射式,布置安装复杂,计算结果的应用不够直观,多用于反射特性较弱的深色物体的表面测量;
同侧式,多用于高反光件,比较少见 (因为直射式和斜射式,通过俯仰一定的角度,也可达到类似的效果)
3.2.1 分辨率
线激光3D相机的分辨率,可分为三个方向:
1)激光条方向 (x轴):$\Delta x = \dfrac{\text 沿光条的视场宽度}{\text对应像素数量}$
2)运动方向 (y轴):$\Delta y = \dfrac{\text运动速度}{\text相机帧率}$,或 取决于编码信号
3)深度方向 (z轴):$\Delta z$ 取决于系统光学放大率、相机光轴和激光平面的夹角、激光条提点精度 (如:$\dfrac{1}{16}$像素,$\dfrac{1}{32}$像素,$\dfrac{1}{64}$像素,...)
相机光轴和激光平面的夹角 $\theta$ 越大,则相应的 $z$ 轴分辨率越高,如下:

假定沿激光条方向的分辨率,在以上结构中都为 $\Delta x$,则有:
$\quad\Delta z_{直射式} = \dfrac{\Delta x}{\sin \alpha_1}$,$\quad\Delta z_{斜射式} = \dfrac{\Delta x}{\tan \alpha_2}$
$\quad\Delta z_{反射式} = \dfrac{\Delta x \cdot \cos\beta_3}{\sin (\alpha_3+\beta_3)}$,$\quad\Delta z_{同侧式} = \dfrac{\Delta x \cdot \cos\beta_4}{\sin (\beta_4 -\alpha_4)}$
因此,如果只考虑 θ 角的影响,则 z 向分辨率为:反射式 > 斜射式 > 直射式 > 同侧式
3.2.2 光学遮挡
虽然增大相机光轴和激光平面之间的夹角,可以提高 z 轴分辨率,但随着夹角 θ 的增大,光学遮挡现象也会愈发明显
尤其是物体表面有凹凸起伏时,四种结构均存在一定的遮挡:激光线照不到的区域称为阴影,相机接收不着反射光线的区域称为盲区
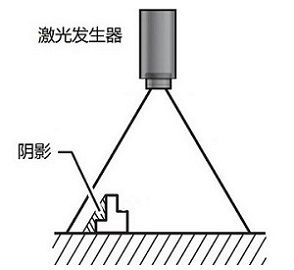

因为激光发射线正对被测物,所以直射式的阴影最小;同理,因为相机正对被测物,所以反射式的盲区最小
实际中,大部分被测物的表面,通常都是凹凸起伏的。因此,θ 角的设计,要充分考虑精度(z轴) 和 遮挡(阴影和盲区) 的平衡
此外,也可增加激光器数量,从不同方向投射,来减少阴影;或者增加相机数量,从不同角度拍摄,将多幅图像进行融合,来降低盲区

3.3 散射特性
当激光束打在不同的被测物上时,考虑物体表面的散射特性,可分为四种情况:
a)激光打在镜面上时,发生镜面反射,反射方向取决于激光和表面的相对方向,反射光一般不会进入相机,表现为无信号
b)激光打在朗伯体上,发生均匀散射,散射的强度正比于观察方向和表面法向量夹角的余弦,是一种最理想的情况
c)激光打在普通物体上,通常发生定向散射,即最大散射强度出现在一个理想的反射方向上,散射分布的角半宽,取决于表面粗糙度
d)激光打在半透明物体上(塑料、玻璃等),光线会进入物体内部,发生体散射 (volume scattering)

实际中,物体表面的散射特性是 a) b) c) d) 的混合,其中占主导地位的散射特征,主要取决于表面粗糙度,如下图:
- 随着表面粗糙度的增加,物体的散射特性,由镜面散射占主导地位,逐渐演变为漫散射占主导

如果物体表面的颗粒大小和入射光的波长相近时,激光容易发生相长和相消干涉,产生散斑噪声,如下:

此外,激光散斑噪声,也与成像系统的放大率有关,放大率 β 越大,散斑噪声愈发明显。
保持系统结构不变,更换焦距为之前 1/2 的镜头,对于同样的激光条,新拍摄的图像,如下:

对于线激光3D相机,如果出现比较明显的散斑噪声,会影响光条中心点的提取精度,如下:

3.4 多重反射
如果被测物体的表面不均匀,则除了光学遮挡外,还有可能出现多重反射,如下图:
- 光线1是入射光在物体表面发生的第一次反射,光线2是入射光在物体表面发生的第二次反射,这两条光线在探测器上的成像位置不同

二次或多次反射的光线,与一次反射的光线相比,在光条图像上会看到明显变粗的倾向,因此,可将宽度超过一定阈值的光条剔除掉

但是,对于二次反射的光线,如果其反射的强度大于一次反射的强度,则可能会形成假像,影响测量精度
这种二次反射形成的假像,在物体材质为金属且表面存在小孔洞时,出现的概率较大,目前暂无有效的方法 (潜在可能解决的一个方向是线偏振)

4 行业浅析
从线激光3D相机到3D视觉产业,再到整个机器视觉的产业链图谱,如下:
1)上游是基础器件的生产商,如镜头、图像传感器、算法平台等;
2)中游为视觉系统制造商,如 ToF相机、线激光3D相机、结构光相机等;
3)下游则是围绕中游提供的视觉系统,深入到各个行业的系统集成商,如3C行业的缺陷检测、汽车制造的质量控制等
随着国家智能制造大战略的推进,整个行业将迎来快速增长期,尤其是国产化替代的进程会大大加快,替代过程会先从产业链的下游,再到中游,最后扩展到上游

以线激光3D相机为例,在 2015年以前,第一梯队主要是Keyence、LMI、Cognex等国外品牌,第二梯队有SICK、米铱、SmartRay等众多国外厂家,国内鲜有成规模的企业与之竞争
然而,在 2020年左右,国内涌现出了像是深视智能、中科行智等一批国产厂商,虽然暂时不能完全替代第一梯队,但已经对第二梯队形成了较大的冲击
由此,预测在未来的 5-8年内,机器视觉行业内将会出现不止一家独角兽企业,完成产业链上-中-下游的全面整合,对当前第一二梯队的国外品牌形成全面的冲击,至少完成50%以上的国产化替代
未来机器视觉行业内,独角兽企业的形成有两种可能:
一种可能是,做某行业系统集成的下游企业,在业务拓展到一定规模后,反过来向上收购中游的3D视觉企业,最后把触手伸向上游的基础器件厂家,完成全产业链的整合
另一种则是,中游的视觉系统企业,在给下游企业提供视觉设备时,逐渐积累了具体行业内的应用经验,从而引入新的业务,形成对原来下游企业的成本优势,从而完成产业链的整合
参考资料
景深与焦深
分辨率与对比的限制:艾里斑
Scheimpflung principle
LMI 3D Line Confocal Sensors
GOM High Precision 3D Metrology
Teledyne e2v How does laser triangulation work
Understanding laser-based 3D triangulation methods
《Laser Measurement Technology》ch10
《3D Imaging, Analysis and Applications》2nd, ch5
《Machine Vision: Automated Visual Inspection:Theory, Practice and Applications》