触摸屏也能编写工艺流程---台达行列式清单的应用
1、序言
在自动化越来越普及的今天,工厂里的自动设备越来越多,而大部分设备都是用PLC编程控制,用触摸屏实现人机交互,工人只需要点点触摸屏就能让设备自动运行。通常情况下,设备的功能比较单一,可以实现加工工艺相同的不同规格产品,而当工艺不同时,就无法实现,需要配置新的设备或者编写新的程序,而当产品种类很多时,更改程序和设备就无法满足要求了。
在很多工厂里,工艺不同但类似的产品会经常出现,而实现工艺流程的器件,比如伺服,气缸等又一模一样,那么有没有方法在不更改PLC程序的情况下,通过触摸屏操作就能更改工艺流程,实现应对不同工艺产品的生产要求呢,答案是完全可以,本文就是用台达触摸屏行列式清单,实现此功能。
2、功能说明
2.1 行列式清单模块简介
台达触摸屏行列式清单的操作说明在台达触摸屏《DOPSOFT操作手册》第19章列表一章中,其初始的设计目的可能是用于表格数据的方便处理,功能描述如下:将用户所自定义的数据内容以行列表格的方式呈现,并且提供一个方便的接口来选取和操作数据,内建自动换页,插入,删除,复制,粘贴等编辑功能;

2.2 组件使用说明
在触摸屏软件DOPsoft上,选择菜单栏--组件--列表--行列式清单,将控件放入画面,双击打开属性,内容如下:
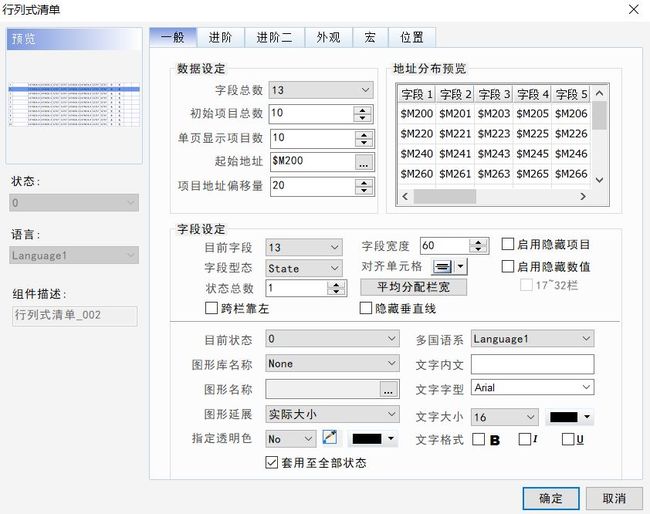
数据设定:是确定行列式清单的总体设计及规格,输入字段总数,项目总数,起始地址,偏移量等参数;
字段设定:数据设定了字段总数,这里设定每个一字段类型,状态数,每一个状态对应的图形及显示内容;
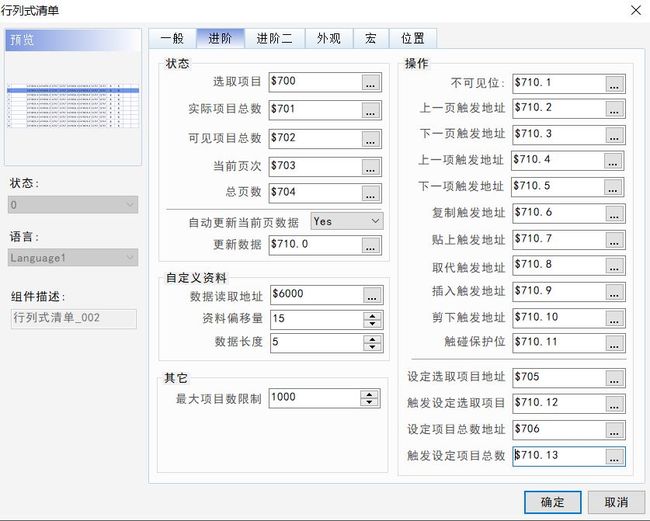
进阶:主要设定操作那一栏中的,上一页,下一页,复制,贴上,取代,插入,剪下等按键即可,其他的如有需要再设置。
参数设置是应避免重复使用PLC寄存器或者触摸屏内部寄存器,详细设置参考手册;
2.3 关联配置
以上设置完成后还需要配置一组与字段匹配的数据输入控件,用来修改对应的数据,内存地址与行列式清单内的不同,但对应数据位格式要相同;比如字段对应内存地址依次为:$m200,$m201,$m203,$m205......,那么这组输入控件如果以$600为起始地址,控件的内存地址为:$600,$601,$603,$605.......,如下图所示;
![]()
还需设置一个操作按钮,可选择保持型,但需要宏指令,写在on宏的位置,指令内的内存地址根据行列式清单及输入控件地址编写,说明如下:
$810=$700-1:本例行列式清单选取项目地址为$700,确定当前要编辑的行;
$900= $810*20:行列式清单偏移量为20,计算出$900表示当前选中的行相对起始地址的偏移量;
$801=ArrayCopy($m200,$900,$600,0,20):输入控件组起始地址$600,ArrayCopy指令是将$600开始连续的20个数据复制到我们选定的行中。

其他上一页,下一页,复制,粘贴,取代,插入等按键与普通触摸屏按键设置一样,内存地址按行列式清单进阶项中的设置来配置即可。
3、程序案例
本文设计一个简单的案例来演示行列式清单编写工艺流程的功能。
3.1、配置
设计控制门气缸,4个,伺服轴,2个,动作功能如下:

PLC使用台达DVP-ES3,编程软件ISPsoft,触摸屏使用台达DOP-110WS,编程软件DOPsoft,连接方式采用TCP/IP,方便调试,案例可使用在线仿真
3.2 控制要求
1、通过PLC先编写4个气缸开,关的动作程序;2个轴行走的动作程序,共计8个气缸动作,4个轴行走动作;
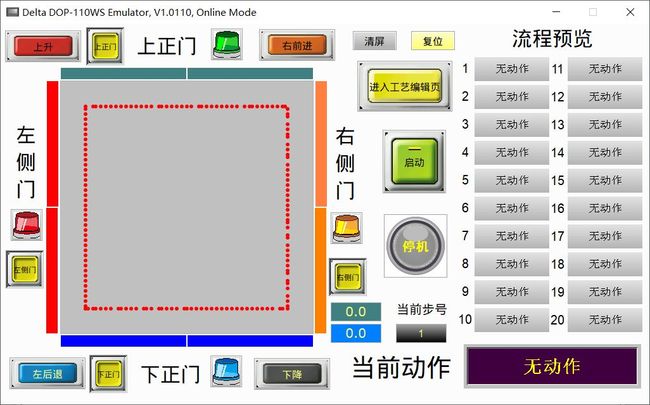
2、制作触摸屏演示画面,可以显示所有气缸和伺服动作;
3、使用行列式清单,对应所有气缸和伺服动作,并设置一个参数,可对应气缸工作时间或者伺服行走距离;
4、功能演示,手动操作和自动运行,自动运行设置4个不同的动作流程,通过行列式清单设置好对应的工作顺序,依次完成动作。
3.3 程序设计简介
1、触摸屏行列式清单采用寄存器方式,每个寄存器的数值对应实际的动作功能,本例设置D28000为起始地址,间隔为4,动作流程顺序从D28000开始运行对应动作,完成后执行D28004对应的动作,直到所有动作完成结束流程;
2、PLC编程采用变址方式D28000@E1,读取寄存器的数值,判断该完成的动作,启动对应的程序,完成后关闭对应的程序,并让变址E1+4,进入下一个动作;
3、触摸屏首页显示工作流程,工作状态等。
4、本案例仅演示行列式清单简单功能,更多功能:包括类似配方的流程保存,流程加载等功能不做演示。
篇幅原因,PLC程序就不在列出。
3.4 触摸屏画面

3.5 预设流程

4 运行结果
程序运行结果可以在以下视频中查看。
触摸屏也能编写工艺流程(不改变PLC程序)
5 综述
这是一个简单的案例,所有动作都比较单一,想要实现复杂的逻辑功能,就需要在编写PLC程序时设计出复杂的动作程序,就可以在触摸屏中调用实现,比如气缸同步,轴同步等。
其他触摸屏可能并没有类似行列式清单模块的功能,不过可以参考行列式清单的方式实现,但类似复制、粘贴,插入、删除等功能就需要自行通过PLC程序或者触摸屏的脚本编写实现,有兴趣的小伙伴可以尝试开发下。
本案例源程序可在以下地址下载:
https://download.csdn.net/download/qq_19979629/87266217