- Python selenium 库
AI老李
pythonpythonselenium开发语言
关键要点PythonSelenium库用于自动化Web浏览器,适合测试和爬虫,中文教程资源丰富。推荐菜鸟教程、CSDN博客和Selenium-Python中文文档,涵盖基础到进阶。学习需注意浏览器驱动匹配和动态加载处理,可能需显式等待。资源推荐以下是适合初学者和中级学习者的中文教程:菜鸟教程:提供全面的Selenium教程,包括安装和示例,详见Selenium教程。Selenium-Python中
- 目标检测(object detection)
加油吧zkf
目标检测目标检测人工智能计算机视觉
目标检测作为计算机视觉的核心技术,在自动驾驶、安防监控、医疗影像等领域发挥着不可替代的作用。本文将系统讲解目标检测的概念、原理、主流模型、常见数据集及应用场景,帮助读者构建对这一技术的完整认知。一、目标检测的核心概念目标检测(ObjectDetection)是指在图像或视频中自动定位并识别出所有感兴趣的目标的技术。它需要解决两个核心问题:分类(Classification):确定图像中每个目标的类
- 探索WPF界面的神器:Snoop
伍霜盼Ellen
探索WPF界面的神器:Snoop项目地址:https://gitcode.com/gh_mirrors/sno/snoopwpfSnoop是一款由PeteBlois发起,并由BastianSchmidt维护的开源WPF应用监视工具。它提供了一种无需调试器就能浏览和操作任何运行中WPF应用程序视觉、逻辑和自动化树的强大功能。无论是修改属性值、查看触发器还是在属性变化时设置断点,Snoop都能轻松应对
- C++中的智能指针
智能指针是C++中用于自动化管理动态内存的类模板,通过封装原生指针,并利用RAII(资源获取即初始化)技术,确保内存的自动释放,从而避免内存泄漏和悬空指针问题。它是现代C++内存管理的核心工具之一。原生指针的缺陷:1.内存泄漏:忘记调用delete2.悬空指针:释放后仍访问指针3.重复释放:同一内存被多次delete智能指针的优势:1.自动释放内存,不需手动delete,超出作用域自动释放2.防止
- 微算法科技的前沿探索:量子机器学习算法在视觉任务中的革新应用
MicroTech2025
量子计算算法
在信息技术飞速发展的今天,计算机视觉作为人工智能领域的重要分支,正逐步渗透到我们生活的方方面面。从自动驾驶到人脸识别,从医疗影像分析到安防监控,计算机视觉技术展现了巨大的应用潜力。然而,随着视觉任务复杂度的不断提升,传统机器学习算法在处理大规模、高维度数据时遇到了计算瓶颈。在此背景下,量子计算作为一种颠覆性的计算模式,以其独特的并行处理能力和指数级增长的计算空间,为解决这一难题提供了新的思路。微算
- Docker高级管理 --Dockerfile镜像制作
牛爷爷敲代码
docker容器LNMPdockerfile镜像制作
Docker高级管理--Dockerfile镜像制作一、Dockerfile基础概念1.定义与作用定义:Dockerfile是一个包含创建Docker镜像所需指令的文本文件。作用:自动化镜像构建流程,避免手动配置的繁琐和不一致性。版本控制:Dockerfile可纳入代码仓库,便于团队协作和追踪变更。可重复性:相同的Dockerfile构建出的镜像内容完全一致。2.核心组件指令(Instructio
- Python 实战:构建本地多线程定时任务调度器
xiaocainiao881
python开发语言
引言在企业自动化流程、数据周期更新、本地脚本执行等场景中,定时任务调度器是不可或缺的一类工具。尽管Linux有crontab,Windows有任务计划,但它们不够灵活,缺乏图形界面,不适合动态启停、可视化控制等需求。本文将带你实现一个本地运行的多线程定时任务调度器,具备以下功能:一、项目功能说明1.1功能亮点多任务并行运行(非阻塞)每个任务支持独立间隔设置支持任务启动/停止/删除/修改支持即时日志
- 【python实战】不玩微博,一封邮件就能知道实时热榜,天秀吃瓜
一条coding
从实战学python人工智能pythonlinux爬虫
❤️欢迎订阅《从实战学python》专栏,用python实现办公自动化、数据可视化、人工智能等各个方向的实战案例,有趣又有用!❤️更多精品专栏简介点这里有的人金玉其表败絮其中,有的人却若彩虹般绚烂,怦然心动前言哈喽,大家好,我是一条。在生活中我是一个不太喜欢逛娱乐平台的人,抖音、快手、微博我手机里都没装,甚至微信朋友圈都不看,但是自从开始写博客,有些热度不得不蹭。所以就有了这样一个需求,能不能让微
- Python爬虫实战:基于最新技术的定时签到系统开发全解析
Python爬虫项目
2025年爬虫实战项目python爬虫开发语言人工智能自动化知识图谱
摘要本文详细介绍了如何使用Python开发一个功能完善的定时签到爬虫系统。文章从爬虫基础知识讲起,逐步深入到高级技巧,包括异步请求处理、浏览器自动化、验证码破解、分布式架构等最新技术。我们将通过一个完整的定时签到项目案例,展示如何构建一个稳定、高效且具有良好扩展性的爬虫系统。文中提供了大量可运行的代码示例,涵盖requests、aiohttp、selenium、playwright等多种技术方案,
- 20k软件测试工程师必会——Jenkins+Git+Appium 持续集成策略
测试小姐姐哟
软件测试jenkins运维
持续集成(Continuousintegration,简称CI)持续集成是一种开发实践,它倡导团队成员需要频繁的集成他们的工作,每次集成都通过自动化构建(包括编译、构建、自动化测试)来验证,从而尽快地发现集成中的错误。让正在开发的软件始终处于可工作状态,让产品可以快速迭代,同时还能保持高质量。Jenkins是基于Java开发的持续集成工具,开源免费,官网:https://jenkins.io/Ap
- 【Python办公】Excel透视转数据图表(饼状图\柱状图\折线图-可拓展)
小庄-Python办公
Python办公自动化pythonexcel开发语言Excel透视Excel透视工具python数据分析数据分析
目录专栏导读前言项目概述技术栈选择核心依赖库核心架构设计类结构设计数据流设计界面设计实现布局结构动态界面更新核心功能实现1.透视表计算2.数据排序功能3.数据可视化4.数据统计功能错误处理和用户体验输入验证异常处理项目亮点和创新点1.灵活的多列组合2.智能数据类型处理3.一体化的数据处理流程4.用户友好的界面设计使用场景扩展建议功能扩展性能优化总结完整代码结尾专栏导读欢迎来到Python办公自动化
- SQL Server通过存储过程实现企业微信消息卡片推送
Favor_Yang
SQL调优及高级SQL语法编写数据库企业微信SQLServer消息推送
背景与需求分析企业微信消息卡片广泛应用于企业内部系统通知(如审批流提醒、工单状态变更、数据监控报警)。SQLServer存储过程因其高效执行、业务逻辑封装能力,成为处理数据库触发式消息推送的理想选择。技术整合的核心价值在于将数据库业务事件直接转化为企业微信消息,减少人工干预,提升流程自动化水平。技术架构设计系统采用三层架构:数据层:SQLServer存储过程处理业务数据并生成消息内容传输层:通过O
- Python pip在自动化脚本中的应用
Python编程之道
Python编程之道pythonpip自动化ai
Pythonpip在自动化脚本中的应用关键词:Pythonpip、自动化脚本、依赖管理、虚拟环境、包安装、持续集成、DevOps摘要:本文深入探讨Python包管理工具pip在自动化脚本开发中的应用实践。我们将从pip的核心功能出发,详细分析其在依赖管理、环境隔离、自动化部署等方面的应用场景,并通过实际案例展示如何利用pip构建可靠的自动化工作流。文章还将介绍pip的高级特性、最佳实践以及与CI/
- 前端开发常见问题
技术文章大纲性能优化问题页面加载速度慢的常见原因及解决方案渲染阻塞资源的处理方法图片与媒体文件优化策略懒加载与代码分割的实现方式浏览器兼容性问题不同浏览器对CSS特性的支持差异JavaScriptAPI的兼容性处理方案Polyfill的使用场景与实现方法自动化测试工具在兼容性测试中的应用响应式设计挑战移动端与桌面端布局适配问题媒体查询的最佳实践方案视口单位与相对单位的正确使用高DPI屏幕的图像处理
- 京东大佬教你剖析软件测试的底层逻辑
程序员霄霄
软件测试软件测试功能测试自动化程序人生职场和发展
写这篇文章,是希望把我的一些我认为是非常有价值的经验总结出来,能够帮助刚做测试不久的新同事,或者是测试经验丰富的老同事以共享。希望我们可爱的新同事,准备要在测试领域耕耘的伙伴,能够通过我的文章了解到测试的底层逻辑,也就是我们测试工作中可能看不到隐藏较深的点,而不只是日常所见的写用例、提bug、开发自动化、做平台。俗话说外行看热闹,内行看门道。我认为测试人员不应该成为PRD的搬运工,高级测试工程师也
- Python桌面应用程序中的自动化测试
master_chenchengg
pythonpython办公效率python开发IT
Python桌面应用程序中的自动化测试一、自动化测试的魅力与Python的不解之缘为什么Python是自动化测试的首选?Python在桌面应用程序测试中的独特优势二、Python自动化测试工具箱:武装到牙齿Selenium与PyAutoGUI:双剑合璧的威力unittest与pytest:构建坚固的测试框架使用mock和fixture进行隔离测试三、实战演练:Python打造桌面应用自动化测试第一
- AI技术革命:从代码生成到行业重塑的范式转移
Favor_Yang
创作活动人工智能
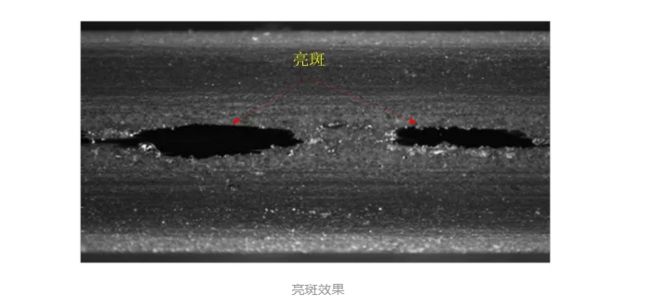
引言:觉醒的制造车间2023年某汽车零部件工厂,质检员王工发现异常:AI视觉系统实时标记出变速箱壳体上$0.1\text{mm}$的微裂纹,而该缺陷在传统检测中漏检率达$18%$。这背后是大模型微调技术与智能编程工具的融合应用——AI不再停留于概念,正系统性重构产业底层逻辑。一、AI编程:开发范式的颠覆性进化1.1自动化代码生成实践以GitHubCopilot为代表的智能编码工具,本质是基于Tra
- OpenCV图片操作100例:从入门到精通指南(1)
总有刁民想爱朕ha
opencv计算机视觉人工智能
OpenCV图片操作100例:从入门到精通指南本文整理了100个OpenCV实用技巧,涵盖图像处理各个领域,助你轻松掌握计算机视觉核心技能!一、入门必备:基础操作1.图像读写与显示importcv2#读取图像(BGR格式)img=cv2.imread('image.jpg')#显示图像cv2.imshow('示例图片',img)cv2.waitKey(0)#按任意键退出cv2.destroyAll
- OpenCV图片操作100例:从入门到精通指南(3)
总有刁民想爱朕ha
opencv人工智能计算机视觉
高效学习路径:1️⃣分阶段学习:入门:1-20例(基础操作)进阶:21-50例(图像处理)高级:51-100例(计算机视觉)2️⃣项目驱动学习:证件照背景替换(1-15例)停车场车位检测(30-45例)视频运动追踪(70-85例)3️⃣性能优化技巧:#使用UMat加速图像处理umat_img=cv2.UMat(img)processed=cv2.GaussianBlur(umat_img,(5,5
- 谈谈这两年来,HCIE数通认证通过率不升反降?
博睿谷IT99_
华为职业规划职场发展
粉丝灵魂发问:"不是说技术越成熟通过率越高吗?为啥2025年考HCIE数通比前两年还难?"数据来说真话:2023年全球平均通过率约50%→2025年骤降至20%-30%一、通过率不升反降的三大硬核原因1.考试内容迭代速度碾压考生学习速度(1)技术栈暴增1)新增SDN控制器(iMasterNCE)配置2)强制考察Python网络自动化脚本(NetConf/YANG模型实战)3)强化SRv6、IPv6
- OpenCV入门到精通:AI视觉处理的完整指南
AI云原生与云计算技术学院
人工智能opencv计算机视觉ai
OpenCV入门到精通:AI视觉处理的完整指南关键词:OpenCV、计算机视觉、图像预处理、目标检测、AI视觉应用摘要:本文是一份面向AI视觉爱好者的OpenCV完整学习指南。从OpenCV的核心概念讲起,结合生活案例、代码示例和项目实战,逐步拆解图像读取/显示、灰度化、边缘检测、目标检测等关键技术。无论你是想入门计算机视觉的新手,还是希望用OpenCV解决实际问题的开发者,都能通过本文掌握从理论
- CNN 猫狗识别:从理论到实战的深度解析
爱熬夜的小古
cnn深度学习人工智能
在计算机视觉领域,卷积神经网络(ConvolutionalNeuralNetwork,CNN)凭借其强大的特征提取和模式识别能力,成为图像分类任务的主流技术。猫狗识别作为经典的图像分类问题,不仅能帮助我们理解CNN的工作原理,还能为实际应用提供技术支持。本文将深入探讨CNN在猫狗识别中的应用,从理论基础到实战代码,带你全面掌握这项技术。一、CNN基础理论概述(一)CNN的核心组件卷积层:是CNN的
- OpenCV入门到精通:从基础到实战的全面指南
摘要:本文旨在为初学者和有一定经验的开发者提供OpenCV从入门到精通的全面指南。文章首先介绍了OpenCV的基本概念和安装方法,然后深入讲解了图像处理基础、特征检测与匹配、视频处理与分析等核心内容,最后通过实战案例展示了OpenCV在计算机视觉任务中的应用。关键词:OpenCV;图像处理;特征检测;视频分析;实战案例引言OpenCV(OpenSourceComputerVisionLibrary
- Python:操作 Word 对齐方式
Thomas Kant
Pythonpythonwordc#
亲爱的技术爱好者们,热烈欢迎来到Kant2048的博客!我是ThomasKant,很开心能在CSDN上与你们相遇~本博客的精华专栏:【自动化测试】【测试经验】【人工智能】【Python】Python:操作Word对齐方式详解(左对齐/右对齐/居中/两端对齐)在日常办公自动化中,我们经常需要对Word文档中的段落设置对齐方式,如左对齐、右对齐、居中、两端对齐等。本文将带你使用python-docx库
- TestCafe ➜ Playwright fixture 架构迁移指南
Thomas Kant
自动化测试playwrighttestcafetypescript测试架构
亲爱的技术爱好者们,热烈欢迎来到Kant2048的博客!我是ThomasKant,很开心能在CSDN上与你们相遇~本博客的精华专栏:【自动化测试】【测试经验】【人工智能】【Python】
- GitHub Actions自动化部署Vue项目到宝塔服务器
SnowDreamXUE
github自动化vue.js
GitHubActions自动化部署Vue项目到宝塔服务器通过GitHubActions自动化部署Vue项目到宝塔服务器,可实现代码推送后自动构建和部署,极大提升开发效率,减少人工操作错误。整个流程包括服务器环境准备、SSH密钥对生成与配置、GitHub仓库配置以及GitHubActions工作流配置四个关键步骤。这套方案特别适合个人开发者和小型团队,无需依赖复杂的云服务或付费部署工具,即可实现高
- Git分支管理:如何实现分支自动化测试?
项目管理实战手册
项目管理最佳实践gitelasticsearch大数据ai
Git分支管理:如何实现分支自动化测试?关键词:Git分支管理、自动化测试、持续集成、CI/CD、测试策略、分支策略、DevOps摘要:本文将深入探讨如何在Git分支管理中实现自动化测试,从基础概念到高级实践,详细介绍如何构建高效的自动化测试流程。我们将分析不同的分支策略对测试的影响,展示如何配置CI/CD流水线来自动触发测试,并通过实际案例演示如何优化测试执行效率。无论您是开发新手还是资深工程师
- 【Python-办公自动化】批量修改文件夹内所有WORD文档格式
花花 Show Python
Python-办公自动化pythonword开发语言
欢迎来到"花花ShowPython",一名热爱编程和分享知识的技术博主。在这里,我将与您一同探索Python的奥秘,分享编程技巧、项目实践和学习心得。无论您是编程新手还是资深开发者,都能在这里找到有价值的信息和灵感。自我介绍:我热衷于将复杂的技术概念以简单易懂的方式呈现给大家,让每个人都能享受到编程的乐趣。我相信,通过不断的学习和实践,我们都能够成为更好的开发者。关注提示:如果您喜欢我的内容,别忘
- TestNG-自动化测试框架
一、TestNG简介TestNG是一套开源的单元测试框架,它的灵感来源于JUnit,但其功能比JUnit强大,它支持更多的注解、并行测试、更多的参数化方法等。TestNG和JUnit都是java中常用的单元测试框架,二者的共同点有:都是基于注解的测试框架都可以对java代码进行单元测试都支持断言机制TestNG相较于JUnit有如下特点:TestNG支持更多的注解;TestNG支持并行测试,在测试
- 【DVWA系列】——SQL注入(时间盲注)详细教程
一只枷锁
网络安全靶场练习sql数据库oracleweb安全网络安全
本文仅用于技术研究,禁止用于非法用途。Author:枷锁文章目录一、时间盲注核心原理二、手工注入步骤(附Payload)1.判断注入类型(字符型/数字型)2.猜解数据库名长度3.逐字符猜解数据库名4.猜解表名5.提取关键数据(以admin密码为例)三、自动化工具(sqlmap)1.基础命令2.常用操作四、防御措施分析(Low级别漏洞根源)总结:攻击链与技巧本文环境SecurityLevel:low
- 多线程编程之卫生间
周凡杨
java并发卫生间线程厕所
如大家所知,火车上车厢的卫生间很小,每次只能容纳一个人,一个车厢只有一个卫生间,这个卫生间会被多个人同时使用,在实际使用时,当一个人进入卫生间时则会把卫生间锁上,等出来时打开门,下一个人进去把门锁上,如果有一个人在卫生间内部则别人的人发现门是锁的则只能在外面等待。问题分析:首先问题中有两个实体,一个是人,一个是厕所,所以设计程序时就可以设计两个类。人是多数的,厕所只有一个(暂且模拟的是一个车厢)。
- How to Install GUI to Centos Minimal
sunjing
linuxInstallDesktopGUI
http://www.namhuy.net/475/how-to-install-gui-to-centos-minimal.html
I have centos 6.3 minimal running as web server. I’m looking to install gui to my server to vnc to my server. You can insta
- Shell 函数
daizj
shell函数
Shell 函数
linux shell 可以用户定义函数,然后在shell脚本中可以随便调用。
shell中函数的定义格式如下:
[function] funname [()]{
action;
[return int;]
}
说明:
1、可以带function fun() 定义,也可以直接fun() 定义,不带任何参数。
2、参数返回
- Linux服务器新手操作之一
周凡杨
Linux 简单 操作
1.whoami
当一个用户登录Linux系统之后,也许他想知道自己是发哪个用户登录的。
此时可以使用whoami命令。
[ecuser@HA5-DZ05 ~]$ whoami
e
- 浅谈Socket通信(一)
朱辉辉33
socket
在java中ServerSocket用于服务器端,用来监听端口。通过服务器监听,客户端发送请求,双方建立链接后才能通信。当服务器和客户端建立链接后,两边都会产生一个Socket实例,我们可以通过操作Socket来建立通信。
首先我建立一个ServerSocket对象。当然要导入java.net.ServerSocket包
ServerSock
- 关于框架的简单认识
西蜀石兰
框架
入职两个月多,依然是一个不会写代码的小白,每天的工作就是看代码,写wiki。
前端接触CSS、HTML、JS等语言,一直在用的CS模型,自然免不了数据库的链接及使用,真心涉及框架,项目中用到的BootStrap算一个吧,哦,JQuery只能算半个框架吧,我更觉得它是另外一种语言。
后台一直是纯Java代码,涉及的框架是Quzrtz和log4j。
都说学前端的要知道三大框架,目前node.
- You have an error in your SQL syntax; check the manual that corresponds to your
林鹤霄
You have an error in your SQL syntax; check the manual that corresponds to your MySQL server version for the right syntax to use near 'option,changed_ids ) values('0ac91f167f754c8cbac00e9e3dc372
- MySQL5.6的my.ini配置
aigo
mysql
注意:以下配置的服务器硬件是:8核16G内存
[client]
port=3306
[mysql]
default-character-set=utf8
[mysqld]
port=3306
basedir=D:/mysql-5.6.21-win
- mysql 全文模糊查找 便捷解决方案
alxw4616
mysql
mysql 全文模糊查找 便捷解决方案
2013/6/14 by 半仙
[email protected]
目的: 项目需求实现模糊查找.
原则: 查询不能超过 1秒.
问题: 目标表中有超过1千万条记录. 使用like '%str%' 进行模糊查询无法达到性能需求.
解决方案: 使用mysql全文索引.
1.全文索引 : MySQL支持全文索引和搜索功能。MySQL中的全文索
- 自定义数据结构 链表(单项 ,双向,环形)
百合不是茶
单项链表双向链表
链表与动态数组的实现方式差不多, 数组适合快速删除某个元素 链表则可以快速的保存数组并且可以是不连续的
单项链表;数据从第一个指向最后一个
实现代码:
//定义动态链表
clas
- threadLocal实例
bijian1013
javathreadjava多线程threadLocal
实例1:
package com.bijian.thread;
public class MyThread extends Thread {
private static ThreadLocal tl = new ThreadLocal() {
protected synchronized Object initialValue() {
return new Inte
- activemq安全设置—设置admin的用户名和密码
bijian1013
javaactivemq
ActiveMQ使用的是jetty服务器, 打开conf/jetty.xml文件,找到
<bean id="adminSecurityConstraint" class="org.eclipse.jetty.util.security.Constraint">
<p
- 【Java范型一】Java范型详解之范型集合和自定义范型类
bit1129
java
本文详细介绍Java的范型,写一篇关于范型的博客原因有两个,前几天要写个范型方法(返回值根据传入的类型而定),竟然想了半天,最后还是从网上找了个范型方法的写法;再者,前一段时间在看Gson, Gson这个JSON包的精华就在于对范型的优雅简单的处理,看它的源代码就比较迷糊,只其然不知其所以然。所以,还是花点时间系统的整理总结下范型吧。
范型内容
范型集合类
范型类
- 【HBase十二】HFile存储的是一个列族的数据
bit1129
hbase
在HBase中,每个HFile存储的是一个表中一个列族的数据,也就是说,当一个表中有多个列簇时,针对每个列簇插入数据,最后产生的数据是多个HFile,每个对应一个列族,通过如下操作验证
1. 建立一个有两个列族的表
create 'members','colfam1','colfam2'
2. 在members表中的colfam1中插入50*5
- Nginx 官方一个配置实例
ronin47
nginx 配置实例
user www www;
worker_processes 5;
error_log logs/error.log;
pid logs/nginx.pid;
worker_rlimit_nofile 8192;
events {
worker_connections 4096;}
http {
include conf/mim
- java-15.输入一颗二元查找树,将该树转换为它的镜像, 即在转换后的二元查找树中,左子树的结点都大于右子树的结点。 用递归和循环
bylijinnan
java
//use recursion
public static void mirrorHelp1(Node node){
if(node==null)return;
swapChild(node);
mirrorHelp1(node.getLeft());
mirrorHelp1(node.getRight());
}
//use no recursion bu
- 返回null还是empty
bylijinnan
javaapachespring编程
第一个问题,函数是应当返回null还是长度为0的数组(或集合)?
第二个问题,函数输入参数不当时,是异常还是返回null?
先看第一个问题
有两个约定我觉得应当遵守:
1.返回零长度的数组或集合而不是null(详见《Effective Java》)
理由就是,如果返回empty,就可以少了很多not-null判断:
List<Person> list
- [科技与项目]工作流厂商的战略机遇期
comsci
工作流
在新的战略平衡形成之前,这里有一个短暂的战略机遇期,只有大概最短6年,最长14年的时间,这段时间就好像我们森林里面的小动物,在秋天中,必须抓紧一切时间存储坚果一样,否则无法熬过漫长的冬季。。。。
在微软,甲骨文,谷歌,IBM,SONY
- 过度设计-举例
cuityang
过度设计
过度设计,需要更多设计时间和测试成本,如无必要,还是尽量简洁一些好。
未来的事情,比如 访问量,比如数据库的容量,比如是否需要改成分布式 都是无法预料的
再举一个例子,对闰年的判断逻辑:
1、 if($Year%4==0) return True; else return Fasle;
2、if ( ($Year%4==0 &am
- java进阶,《Java性能优化权威指南》试读
darkblue086
java性能优化
记得当年随意读了微软出版社的.NET 2.0应用程序调试,才发现调试器如此强大,应用程序开发调试其实真的简单了很多,不仅仅是因为里面介绍了很多调试器工具的使用,更是因为里面寻找问题并重现问题的思想让我震撼,时隔多年,Java已经如日中天,成为许多大型企业应用的首选,而今天,这本《Java性能优化权威指南》让我再次找到了这种感觉,从不经意的开发过程让我刮目相看,原来性能调优不是简单地看看热点在哪里,
- 网络学习笔记初识OSI七层模型与TCP协议
dcj3sjt126com
学习笔记
协议:在计算机网络中通信各方面所达成的、共同遵守和执行的一系列约定 计算机网络的体系结构:计算机网络的层次结构和各层协议的集合。 两类服务: 面向连接的服务通信双方在通信之前先建立某种状态,并在通信过程中维持这种状态的变化,同时为服务对象预先分配一定的资源。这种服务叫做面向连接的服务。 面向无连接的服务通信双方在通信前后不建立和维持状态,不为服务对象
- mac中用命令行运行mysql
dcj3sjt126com
mysqllinuxmac
参考这篇博客:http://www.cnblogs.com/macro-cheng/archive/2011/10/25/mysql-001.html 感觉workbench不好用(有点先入为主了)。
1,安装mysql
在mysql的官方网站下载 mysql 5.5.23 http://www.mysql.com/downloads/mysql/,根据我的机器的配置情况选择了64
- MongDB查询(1)——基本查询[五]
eksliang
mongodbmongodb 查询mongodb find
MongDB查询
转载请出自出处:http://eksliang.iteye.com/blog/2174452 一、find简介
MongoDB中使用find来进行查询。
API:如下
function ( query , fields , limit , skip, batchSize, options ){.....}
参数含义:
query:查询参数
fie
- base64,加密解密 经融加密,对接
y806839048
经融加密对接
String data0 = new String(Base64.encode(bo.getPaymentResult().getBytes(("GBK"))));
String data1 = new String(Base64.decode(data0.toCharArray()),"GBK");
// 注意编码格式,注意用于加密,解密的要是同
- JavaWeb之JSP概述
ihuning
javaweb
什么是JSP?为什么使用JSP?
JSP表示Java Server Page,即嵌有Java代码的HTML页面。使用JSP是因为在HTML中嵌入Java代码比在Java代码中拼接字符串更容易、更方便和更高效。
JSP起源
在很多动态网页中,绝大部分内容都是固定不变的,只有局部内容需要动态产生和改变。
如果使用Servl
- apple watch 指南
啸笑天
apple
1. 文档
WatchKit Programming Guide(中译在线版 By @CocoaChina) 译文 译者 原文 概览 - 开始为 Apple Watch 进行开发 @星夜暮晨 Overview - Developing for Apple Watch 概览 - 配置 Xcode 项目 - Overview - Configuring Yo
- java经典的基础题目
macroli
java编程
1.列举出 10个JAVA语言的优势 a:免费,开源,跨平台(平台独立性),简单易用,功能完善,面向对象,健壮性,多线程,结构中立,企业应用的成熟平台, 无线应用 2.列举出JAVA中10个面向对象编程的术语 a:包,类,接口,对象,属性,方法,构造器,继承,封装,多态,抽象,范型 3.列举出JAVA中6个比较常用的包 Java.lang;java.util;java.io;java.sql;ja
- 你所不知道神奇的js replace正则表达式
qiaolevip
每天进步一点点学习永无止境纵观千象regex
var v = 'C9CFBAA3CAD0';
console.log(v);
var arr = v.split('');
for (var i = 0; i < arr.length; i ++) {
if (i % 2 == 0) arr[i] = '%' + arr[i];
}
console.log(arr.join(''));
console.log(v.r
- [一起学Hive]之十五-分析Hive表和分区的统计信息(Statistics)
superlxw1234
hivehive分析表hive统计信息hive Statistics
关键字:Hive统计信息、分析Hive表、Hive Statistics
类似于Oracle的分析表,Hive中也提供了分析表和分区的功能,通过自动和手动分析Hive表,将Hive表的一些统计信息存储到元数据中。
表和分区的统计信息主要包括:行数、文件数、原始数据大小、所占存储大小、最后一次操作时间等;
14.1 新表的统计信息
对于一个新创建
- Spring Boot 1.2.5 发布
wiselyman
spring boot
Spring Boot 1.2.5已在7月2日发布,现在可以从spring的maven库和maven中心库下载。
这个版本是一个维护的发布版,主要是一些修复以及将Spring的依赖提升至4.1.7(包含重要的安全修复)。
官方建议所有的Spring Boot用户升级这个版本。
项目首页 | 源