超导材料LK-99烧制工艺中高真空度及其气氛环境控制的解决方案

摘要:根据近期LK-99超导材料研究报道,我们分析此材料制备采用了真空烧结工艺。由于目前大部分复现研究所用的真空烧结技术和设备都非常简陋,使得LK-99的复现性很差。为此我们提出了真空度准确控制解决方案,其目的第一是实现烧结初期真空度线性控制避免粉体材料出现扬尘以及烧结过程中的真空度稳定,第二是多通道进气的控制以实现烧结结束前的快速冷却和提供不同的烧结气氛,第三是为后续致密化和大尺寸制备提供支撑。
原文阅读:(PDF格式)
1. 背景介绍
随着近期韩国科学家提出LK-99超导材料可在常压室温下出现超导现象,国内外对此作出了积极的响应,广泛开展了制备LK-99材料和超导现象复现的工作,但绝大多数都以失败告终。通过对各种报道的分析,我们发现LK-99材料的制备过程中存在以下两方面的工艺特点:
(1)根据韩国科学家的报道,他们在超导材料制备中采用了固态合成工艺(synthesized using the solid-state method),且工艺条件为10-3Pa的高真空和接近一千度的高温环境,制备出的LK-99材料为晶体结构。由此可见,高真空和高温是制备过程的必要条件,此制备工艺与真空烧结工艺非常相似,那么很多在常压高温炉里制备出的材料自然无法复现LK-99超导现象。
(2)在韩国科学家的最新报道中给出了更详细的LK-99材料制备细节,要求在材料制备的最后阶段需打破高温炉石英管放入氧气,摇动样品使氧气能与硫更充分结合,减少或者清除硫杂质,同时提高氧元素占比,更有利于材料晶体的稳定性。尽管打破石英管(也有报道提到是石英管偶然出现裂纹)显着烧结设备十分简陋甚至不专业,但这更加突显出整个烧结过程是一个标准的真空烧结工艺,最后阶段加入氧气除了清除杂质作用外,更是一个真空烧结工艺中必须的快速冷却工序。
根据上述所报道的制备工艺,可以大致分析出LK-99超导材料制备是真空烧结工艺,整个烧结工艺中除了温度之外,关键是对真空度和气氛的控制,这在后续致密化和大尺寸LK-99超导材料制备中尤为重要。为此,有客户针对LK-99超导材料的复现制备,明确提出了真空烧结炉升级改造的技术指标,具体内容如下:
(1)真空度控制范围:5×10-4Pa~0.1MPa。
(2)进气通道:4路。
(3)控制方式:5×10-4Pa~1kPa范围定点控制,1kPa~0.1MPa程序控制。
(4)控制精度:采用电容真空计时为±1%,采用皮拉尼计时为±20%。
2. 解决方案
针对上述客户提出的LK-99超导材料真空烧结炉技术指标,本文提出的解决方案基于动态平衡法实现全量程的真空度准确控制,整个真空度控制系统结构如图1所示。
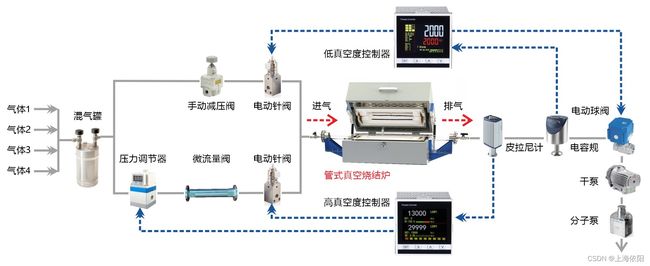 图1 用于LK-99超导材料的真空烧结炉真空度控制系统结构示意图
图1 用于LK-99超导材料的真空烧结炉真空度控制系统结构示意图
图1所示的真空度控制系统主要由四部分组成:进气混气装置、真空泵排气装置、真空度测量装置、低真空进气调节装置和高真空进气调节装置,详细说明如下:
(1)在进气混气装置中,布置了四路进气通道,每路气体由气体质量流量控制器(图1中并未绘出)进行控制并形成设计配比,具有一定配比的混合气体进入混气罐后成为工作气体,使烧结炉内在此气氛环境下对材料进行烧结。
(2)在真空泵排气装置中,配置了干泵和分子泵,为管式真空烧结炉提供不同的真空源。
(3)在真空度测量装置中,配备电容规和皮拉尼计以满足不同真空度范围的测量,在低真空区间采用电容规,在高真空区间采用皮拉尼计。如果对真空度控制精度要求不高,可仅采用一只皮拉尼计来覆盖整个真空度范围的测量。
(4)在低真空进气调节装置中,包含了手动减压阀、电动针阀、低真空度控制器和电动球阀。手动减压阀是将进气控制在一个较低的压力水平上避免进气流量波动的影响。低真空控制器根据电容真空计(或皮拉尼计)采集信号,分别调节电动针阀和电动球阀的开度来实现真空度的定点控制和程序控制。在低真空(如1kPa~101kPa)范围内必须进行真空度的程序控制,必须使烧结炉内的气压线性缓慢减小,以避免LK-99超导材料在烧结初期由于气压突变产生粉末扬尘现象,在气压低于1kPa后,可以采用定点控制方式。
(5)在高真空进气调节装置中,包含了压力调节器、微流量阀、电动针阀和高真空度控制器。在进行高真空度控制时,电动球阀和排气装置需要全部开启,仅靠调节进气端的微小流量变化来实现高真空度控制。在微小流量的调节过程中,高真空控制器根据真空计采集信号和设定值之差,驱动压力调节器和电动针阀进行压力和流量变化,最终与排气流量达到平衡而达到恒定。
在烧结炉真空度控制中,还存在相应的温度控制以及材料放气等因素,这些都会影响真空度的控制精度和稳定性。因此在本文的解决方案中,相关部件的配置需要具有以下特性:
(1)在真空度测量过程中,皮拉尼计输出的电信号与真空度呈指数关系,因此为了准确进行高真空度的测量和控制,高真空度控制器必须具有输入信号分段线性化处理功能。
(2)真空度控制系统中的所有阀门和调节器,都必须具有较快的响应速度,所配的电动针阀、电动球阀以及压力调节器,都具有一秒以内的开闭调节速度。较快的响应速度,一方面是为了实现真空度的准确控制,避免温度波动等其他因素对控制稳定性的影响,另一方面主要是可以实现烧结炉的快速充气,以对LK-99超导材料进行快速冷却。
(3)真空度控制器需具有PID自整定功能和通讯接口,并配置有计算机软件,通过计算机可直接对控制器参数进行设置和驱动控制器执行真空度控制过程,可使真空控制系统很快与现有的真空烧结炉对接并开始烧结试验,无需进行复杂的控制程序编写,更是消除了控制器按键上繁复的手动操作。
3. 总结
综上所述,通过本解决方案的真空度控制系统,可在全量程范围内实现真空度的准确控制,整个解决方案表现出以下特点:
(1)真空度的准确控制,保证了烧结过程中环境条件的稳定性和重复性,避免了真空环境变化对材料烧结的影响。
(2)烧结超期的真空度程序控制,避免了粉体材料在气压突变时带来的扬尘现象,有效保证了烧结材料整体质量等相关性能的稳定性。
(3)多通道进气气体的配比控制和混合功能,结合相应的真空度控制,为超导材料烧结工艺的进一步探索提供了便利条件。
总之,通过本解决方案,可使LK-99超导材料的制备工艺水平得到保证和提高,并为后续致密化和大尺寸LK-99超导材料的指标提供了工艺保障。
