25823-2010 单丝涂覆环氧涂层预应力钢绞线
声明
本文是学习GB-T 25823-2010 单丝涂覆环氧涂层预应力钢绞线. 而整理的学习笔记,分享出来希望更多人受益,如果存在侵权请及时联系我们
1 范围
本标准规定了单丝涂覆环氧涂层预应力钢绞线的术语和定义、产品标记、订货内容、材料、涂覆、技
术要求、涂层的修补、试验方法、检验规则、标志、包装和质量证明书。
本标准适用于防腐要求较高的预应力工程及构件,如桥梁、建筑、岩土锚固等用单丝涂覆的环氧涂
层七丝预应力钢绞线,不适用于整体涂装型或填充型环氧涂层钢绞线。
2 规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文
件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 2103 钢丝验收、包装、标志及质量证明书的一般规定
GB/T 5224 预应力混凝土用钢绞线
GB/T 6461 金属基体上金属和其他无机覆盖层
经腐蚀试验后的试样和试件的评级
GB/T 10125 人造气氛腐蚀试验 盐雾试验
GB/T 13452.2 色漆和清漆 漆膜厚度的测定
GB/T 20624.2—2006 色漆和清漆 快速变形(耐冲击性)试验
第2部分:落锤试验(小面积冲头)
GB/T 21839 预应力混凝土用钢材试验方法
ASTM D1141 海水代用品
3 术语和定义
下列术语和定义适用于本文件。
3.1
环氧粉末涂料 epoxy coating powder
以环氧树脂为主要成膜材料的热固性熔融结合粉末涂料。
3.2
环氧粉末涂层 epoxy coating
环氧粉末经静电或其他方法均匀涂覆在钢绞线的各钢丝表面并熔融结合固化后形成的膜状物。本
标准中简称"环氧涂层"。
3.3
单丝涂覆环氧涂层预应力钢绞线 individual epoxy-coated
wire prestressing steel strand
每根钢丝表面单独形成致密环氧涂层保护膜的七丝预应力钢绞线。本标准中简称"环氧涂层钢绞
线"。
3.4
修补材料 patching material
与环氧粉末涂层相容且性能相当的材料,用于修补环氧涂层钢绞线的涂层受损部位及切割部位。
GB/T 25823—2010
4 产品标记
4.1 标记内容
按本标准交货的产品标记应包含下列内容:环氧涂层钢绞线代号 IECS,
公称直径,强度级别,标
准号。
 IECS X-X-GB/T 25823—2010
IECS X-X-GB/T 25823—2010
标准号
— —钢绞线的强度级别
— —钢绞线的公称直径
— —环氧涂层钢绞线代号
注:IECS 为 individual epoxy-coated wire prestressing steel
strand关键字母简称。
4.2 标记示例
示例 1:公称直径15.20 mm 的环氧涂层钢绞线,强度级别为1860 MPa,
标记为:
IECS15.2- 1860-GB/T 25823—2010
示例2: 公称直径12 . 7 mm 的环氧涂层钢绞线,强度级别为1860 MPa,
标记为:
IECS12.7- 1860-GB/T 25823—2010
5 订货内容
按本标准订货的合同应包含以下主要内容:
a) 本标准号;
b) 产品名称;
c) 公称直径;
d) 强度级别;
e) 重量;
f) 用途;
g) 包装要求;
h) 需方提出的其他要求。
6 材料
6.1 预应力钢绞线
涂覆环氧涂层的预应力钢绞线应符合 GB/T5224
或其他相关标准的要求,且其表面不应有油、脂、
漆等污染物。如有特殊要求时,应在合同中注明。
6.2 环氧粉末涂料
用涂覆的环氧粉末涂料所形成的涂层应符合本标准附录 A 的规定。
GB/T 25823—2010
6.3 修补材料
用于修补材料应与环氧涂层相容且性能相当。修补材料形成的涂层性能应符合本标准附录
A 的
规定,并可在工厂或工地用于环氧涂层钢绞线受损涂层的修补。
7 预应力钢绞线涂层的涂覆
7.1
需要进行涂覆的预应力钢绞线的钢丝表面,应通过化学方法或其他不影响钢绞线性能的方法进行
净化处理。
7.2 净化处理后钢丝表面不应有目视可见的锈迹。
7.3
将经表面处理后的钢绞线完全散开,采用静电使环氧粉末均匀涂覆在每根钢丝上,通过加热熔融
和完全固化后捻制复原。
8 技术要求
8.1 涂层厚度
环氧涂层钢绞线的涂层厚度应不小于0.13 mm,
如有特殊要求时,应在合同中注明。
8.2 力学性能
8.2.1 环氧涂层钢绞线应符合GB/T 5224
或其他相关标准中钢绞线的最大力、规定非比例延伸力和
最大力总伸长率的规定。
8.2.2 环氧涂层钢绞线在初始负荷相当于公称最大力的70%并经过1000 h
后,应力松弛率≤6%。
8.2.3 环氧涂层钢绞线的弹性模量为(1.95±0.1)×10⁵ MPa,
但不作为交货条件。
8.3 涂层连续性
8.3.1
环氧涂层钢绞线表面应具有连续的涂层,且应无孔洞、裂纹和其他目视可见的缺陷。
8.3.2
环氧涂层钢绞线应进行连续的针孔检测。每米检测到的针孔应不超过3个。
8.4 涂层附着性
8.4.1
经弯曲试验,环氧涂层钢绞线涂层表面应无目视可见的裂纹或涂层脱落现象。
8.4.2 经拉伸试验,直到延伸率达到1%,涂层无目视可见的裂纹。
9 涂层的修补
9.1
每米长环氧涂层钢绞线受损面积超过总体外表面积的0.5%时,不允许修补(不包括切割部位)。
9.2
对目视可见的涂层损伤,用符合6.3规定的修补材料进行修补。在修补前,应采用合适的方法除
锈。修补后的涂层应符合第8章的要求。
10 试验方法
10.1 环氧涂层厚度
10.1.1 按 GB/T 13452.2
的规定,采用合适的测厚仪沿着曲面测量涂层的厚度。其测量值与真实厚
|
|
|---|---|
|
|
中规格的总量。
L₄L 应 nL
再取双倍试
为合格。对
GB/T 25823—2010
12.2 标志
每盘卷环氧涂层钢绞线均应有标牌,其上应注明供方名称、重量、盘卷号、预应力钢绞线的规格、强
度级别、标准号等。
12.3 质量证明书
供方应提供出厂检验的质量证明书,其内容包括:
a) 供方、需方名称;
b) 重量及件数;
c) 各项检测结果;
d) 执行的标准号;
e) 供方质量检验部门的印记。
GB/T 25823—2010
附 录 A
(规范性附录)
环氧粉末涂层的要求
A.1 抗化学性
涂层的抗化学性应该通过将涂层试验样品局部沉浸到4种不同的液体中45 d
来评估。
A.1.1 试验装置
透明的密闭试验容器16个,每个容器在垂直位置能够完全地装入一个试验样品,并且足够大,能够
对液体和试剂蒸气提供足够的空间。
A.1.2 试验试剂
a) 蒸馏水;
b) 浓度为3 mol/L 的 CaCl₂ 水溶液;
c) 浓度为3 mol/L 的 NaOH 水溶液;
d) Ca(OH)。 的饱和水溶液。
A.1.3 试样
切16根250 mm
长的环氧涂层钢绞线试样,端部用修补材料进行封闭。试样的涂层厚度为8.1规
定的最小厚度。
在其中8个试样上,距两端60 mm 的位置分别用刀片削出长为6 mm 长,宽为1 mm
的裸露钢材
的涂层破坏带。
A.1.4 试验过程
在每个容器中盛放一种试剂,将每个试样垂直放入试验容器中。
对于每种试液,两个容器放置削破坏带试样,另两个容器放置完好试样。
每个盛放特定试液的容器中,试液的液面应覆盖试样的一半。对于削破坏带试样,试液液面至两破
坏带的中间位置。容器加盖密封,防止试液的挥发和污染。
在23℃±2℃的温度下,保持45 d。
试样经过45 d 浸泡后取出,用水冲洗并用柔软干净的棉布或纸巾擦拭。
A.1.5 试验评定
试样经过45 d 试验,环氧涂层钢绞线表面无目视可见锈蚀,即达到 GB/T 6461
规定的保护等级
9级。涂层不产生剥落、开裂、软化、粉化、变质等现象。削破坏带试样上特意削出的破坏带,其周围的
涂层不应出现凹陷。
A.2 氯化物渗透性
涂层的抗氯化物渗透性能,应通过45 d 的试验进行评定。
GB/T 25823—2010
A.2.1 试验装置
A.2.1.1 具有两个隔间的玻璃容器,如图 A. 1 所示。
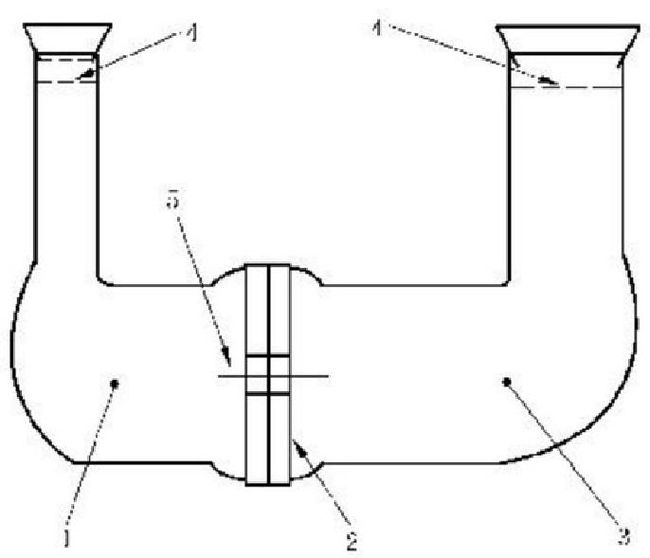
1——放置115 mL 蒸馏水的隔间;
2—— 中心带24 mm 开口的两块玻璃板之间的环氧涂膜;
3——放置175 mL 浓度为3 mol/L 的 NaCl 水溶液的隔间;
4——水平标记;
5——25 mm 的中心开口。
图 A.1 氯化物渗透性试验装置
两个隔间被两块玻璃隔开,每块玻璃板的中心位置都有一个直径为24 mm
的开口。试样被夹在两
块玻璃之间,在开口处形成一个隔膜。当两个隔间中的液体体积分别为115 mL
和175 mL 时,两个隔
间的液面水平线平齐。夹持隔膜的开口应完全浸没在溶液中。
A.2.1.2 能测定氯离子浓度小于1×10- mol/L 的氯离子计。
A.2.2 试 样
试样为无金属基体的已固化的方形环氧涂层,尺寸为100 mm×100
mm,试样的涂层厚度应满足 8 . 1要求。
A.2.3 试验过程
试样放置在容器中的两块玻璃板之间,其中心位于玻璃板的开口处。在大隔间注入175
mL 浓度 为 3 mol/L 的 NaCl 水溶液,小隔间注入115 mL
蒸馏水。在23℃±2℃的温度下试验45 d 后,测量小
隔间水溶液中的氯离子浓度。
A.2.4 试验评定
小隔间水溶液中的氯离子浓度应小于1×10- mol/L。
A.3 冲击试验
环氧涂层钢绞线涂层的抗机械损伤能力应通过落锤试验进行评定。
采用GB/T 20624.2—2006 中描述的试验装置,及一个1800 g±1g、 锤头直径16
mm±0.3 mm
的重锤。试样固定在刚性材料上。
试验在23℃±2℃的温度下进行,冲击发生在环氧涂层钢绞线的顶部,冲击功为9 N
·m。 除了由
重锤冲击而永久变形的区域,周边涂层不应发生破碎、开裂。
GB/T 25823—2010
A.4 盐雾试验
按GB/T
10125进行试验。将环氧涂层钢绞线试样拉伸到公称最大力的70%后,暴露于中性盐雾
中3000 h,每250 h
试验观察并记录一次。试验后环氧涂层钢绞线表面无目视可见锈蚀,即达到
GB/T 6461规定的保护等级9级。
注:保护端部的锚具不受盐雾腐蚀,以免影响试验结果。
A.5 耐干湿性
将环氧涂层钢绞线放在按 ASTMD1141 配制的海水溶液中浸泡16 h
后在干燥空气中放置8 h 为
一周期,经30个周期后环氧涂层钢绞线表面无目视可见锈蚀,即达到 GB/T 6461
规定的保护等级
9级。
延伸阅读
更多内容 可以 GB-T 25823-2010 单丝涂覆环氧涂层预应力钢绞线. 进一步学习
联系我们
T-GZTA 004—2023 晴隆早春茶–贵隆小兰花.pdf