15113-2017 调度绞车 阅读笔记
声明
本文是学习GB-T 15113-2017 调度绞车.pdf而整理的学习笔记,分享出来希望更多人受益,如果存在侵权请及时联系我们
1 范围
本标准规定了调度绞车的型式与基本参数、技术要求、试验方法、检验规则、标志、使用说明书、包
装、运输和贮存。
本标准适用于煤矿井下及其他矿山场所调度矿车用的调度绞车(以下简称"绞车")。
2 规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文
件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 191 包装储运图示标志
GB/T3768 声学 声压法测定噪声源声功率级
反射面上方采用包络测量表面的简易法
GB 3836.1 爆炸性环境 第1部分:设备 通用要求
GB 3836.2 爆炸性环境 第2部分:由隔爆外壳“d”保护的设备
GB/T 4879 防锈包装
GB/T 9969 工业产品使用说明书 总则
GB/T 13306 标牌
GB/T 13384 机电产品包装通用技术条件
GB/T 13813 煤矿用金属材料摩擦火花安全性试验方法和判定规则
GB 20180 矿用辅助绞车 安全要求
GB/T 25706 矿山机械产品型号编制方法
MT 113 煤矿井下用聚合物制品阻燃抗静电性 通用试验方法和判定规则
煤矿安全规程(国家安全生产监督管理总局)
3 型式与基本参数
3.1 绞车的工作机构为卷筒缠绕式,传动型式为行星齿轮传动。
3.2 绞车型号的表示方法应符合 GB/T 25706 的规定。型号表示方法如下:
D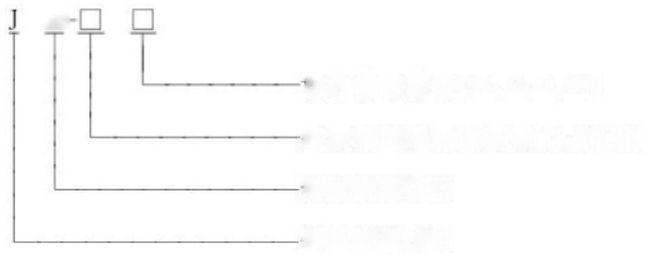 .
.
设计修改序号(A、C、D、 …)
外层钢丝绳最大静张力,10 kN
调度绞车(度)
-卷扬机类(卷)
标记示例:
外层钢丝绳最大静张力为25 kN 的调度绞车,其标记为:
JD-2.5 调度绞车
3.3 绞车的基本参数应符合表1的规定。
GB/T 15113—2017
表 1 基本参数
|
|
|
|
|
|
|
|
|---|---|---|---|---|---|---|---|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
||||
|
|
|
|
|
|
||
4 技术要求
4.1
绞车应符合本标准的要求,并应按照经规定程序批准的图样和技术文件制造。
4.2 用于煤矿井下的绞车应符合《煤矿安全规程》和GB 20180 的有关规定。
4.3 绞车所有的原材料、标准件、外购件均应符合现行国家标准或行业标准。
4.4 绞车的通用件、易损件、备用件应保证质量与互换性。
4.5 用于防爆场合的绞车电气设备应符合 GB 3836.1 和 GB 3836.2
的规定,且应经国家授权的防爆检
验机构进行防爆检验,并取得矿用产品安全标志证书。
4.6
用于防爆场合的绞车制动装置中制动闸带(块)、铆钉的材质应符合煤矿井下的要求,即选用的制
动闸带(块)等非金属材料应具备阻燃抗静电性并符合 MT113
的规定;所选用铝制材料的摩擦火花安 全性应符合GB/T 13813 的规定。
4.7 绞车卷筒边缘距钢丝绳最外缠绕层的高度应不小于2.5倍钢丝绳直径。
4.8 绞车外露旋转部件应有安全防护装置。
4.9 绞车操纵机构应灵活可靠、操作方便、安全,且联接部位不应有松动现象。
4.10 绞车各密封处不得有漏油现象。
4.11
绞车运转应平稳,不得有异常声响和振动。绞车空运转时噪声值应不大于表2的规定。
表 2 噪声声压级值
|
|
|
|
|
|
|
|
|---|---|---|---|---|---|---|---|
|
|
|
|
||||
4.12 绞车工作时轴承座的最高油温应不大于80℃。
4.13 绞车制动器的制动闸带(块)与制动轮的接触面积应不小于80%。
4.14 用于防爆场合的绞车制动装置中所选用的制动闸带(块)应符合下列要求:
a)
在摩擦试验时,不应发生有焰燃烧和无焰燃烧现象,在密闭的隔爆箱内不应引起爆炸;
b) 在摩擦试验时,试件和试验盘表面温度不应大于150℃。
4.15 外露弹簧和可调螺栓等联接件应具有防锈层。
4.16 涂漆应均匀,无脱落、流痕、裂纹等缺陷。
4.17 绞车的成套供应范围:
a) 配有电动机的绞车(不包括钢丝绳);
b) 电气设备和规定的备件;
c) 随机技术文件。
GB/T 15113—2017
5 试验方法
5.1
出厂试验在制造厂内进行,型式试验应在专用试验场或具备试验条件的场所进行。
5.2 绞车应在额定电压下进行试验,其允差为士5%。
5.3 试验所用的测量仪器、仪表等均应附有合格证和周期检定证书。
5.4 绞车正、反向空负荷各运转15 min
后,检查操纵机构是否灵活,各密封处是否漏油。
5.5 用准确度不低于±1 dB(A) 的声级计,按GB/T3768 的规定距绞车外缘1 m
与声源等高的前、后、
左、右四点处,用A 声级慢挡测量噪声,并取其平均值。
5.6 绞车应按以下方法进行负荷试验,运行距离应不低于8 m:
a) 用额定负荷的50%作正、反向试验的次数应各不少于5次;
b) 用额定负荷作正、反向试验的次数应各不少于20次;
c) 用额定负荷的120%作上出绳方向的超负荷试验,次数应不少于3次。
5.7 用测速计测定钢丝绳的速度。
5.8 用准确度不低于±1℃的温度计测量轴承座内部油温。
5.9 拆检,检查制动器的制动闸带(块)与制动轮的接触面积。
5.10 制动闸带(块)摩擦性能试验应采用专用的摩擦火花测试装置进行测定。
6 检验规则
6.1 检验分类
绞车检验分出厂检验和型式检验。
6.2 出厂检验
6.2.1
每台绞车需经制造厂质量检验部门检验合格后方可出厂,出厂时应附有产品质量合格证。
6.2.2 出厂检验应符合4.1~4.6、4.8~4.11、4.14~4.17的要求。
6.3 型式检验
6.3.1 型式检验应包括本标准的全部要求。
6.3.2 有下列情况之一时,应进行型式检验:
a) 新产品试制或老产品转厂生产时;
b) 当产品结构、工艺或材料有重大改变,可能影响产品性能时;
c) 正常生产时每隔五年;
d) 产品停产一年以上恢复生产时;
e) 国家质量监督检验机构提出型式检验要求时;
f) 出厂检验结果与上次型式检验有较大差异时。
6.3.3
型式检验应从出厂检验合格的产品中随机抽取一台。如检验不合格应加倍抽检,重复检验的结
果作为最终结果。
7 标志、使用说明书、包装、运输和贮存
7.1 标志
每台绞车应在适当而明显的位置固定产品标牌。标牌应符合 GB/T 13306
的规定,并至少标明以
下内容:
GB/T 15113—2017
a) 制造厂名称;
b) 产品型号和名称;
c) 主要技术参数;
d) 产品编号和制造日期。
7.2 使用说明书
绞车应有使用说明书,其编写应符合GB/T 9969 的有关规定。
7.3 包装
7.3.1 绞车外露加工表面应按 GB/T 4879 中的3级包装要求进行防锈包装。
7.3.2 绞车包装应符合GB/T 13384 的有关规定。包装的图示标志应符合GB/T191
的有关规定。
7.3.3 随机应至少附带下列技术文件:
a) 产品使用说明书;
b) 产品质量合格证明文件;
c) 装箱清单。
7.4 运输
绞车在运输过程中应防止碰撞损坏,并应符合陆路和水路运输的有关规定。
7.5 贮 存
绞车应存放在通风、防雨(雪)的场所。
延伸阅读
更多内容 可以 GB-T 15113-2017 调度绞车. 进一步学习
联系我们
GB-T 42565-2023 量子计算 术语和定义.pdf