7.5%精度,何以比5%的工具精度更高?
螺栓拧紧过程中,为保证拧紧质量合格,除了拧紧策略的制定,拧紧工具本身的精度也很重要,高精度的拧紧工具能够将施加的扭矩稳定地控制在规定范围内,并且在多次重复使用后,扭矩值依旧保持良好的稳定性。今天SunTorque智能扭矩系统和大家一起探讨什么是精度,已经测量方法等问题。
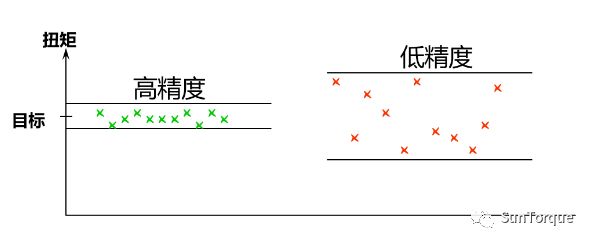
从微观上讲,精度也是个概率性分布,反映了测量值与实际值接近程度的量,精度一般用偏差表示,偏差越小,说明测定结果的精度越高。
1、如何计算工具的精度?
通常,工具的精度很难预测,不同的连接属性,硬连接和软连接间有着不同的精度差异,而使用扭矩范围的高量程与低量程处,也会产生精度差异,那么工具的精度该如何计算的呢?
示值误差精度:

*点检和校准日常规程
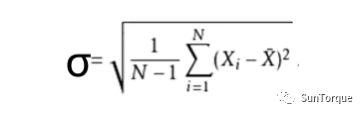
标准差精度:

*更高要求的精度计算标准
字段解释:
X平均值:样本平均值。实际应用中,至少要测试10组数据,只有进行足够多的测量次数,才能使得平均值尽可能接近实际值。
σ标准差:标准偏差的取值范围通常是(±)区间,通常情况下标准偏差值代表了工具的精度。N:样本数据。
为确保工具精度的可靠性,可以选择通过±3σ(也称为6σ)来计算。根据统计研究确认,一次输出扭矩值会有99.73%的概率在±3σ范围内,相当于37W次扭矩输出,有一次不合格,这个计算标准更安全,足以保证装配的质量。
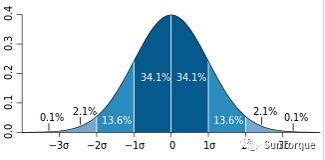
正态分布 高斯曲线
2、工具精度5%,会比精度7.5%,更好吗?
市面上,有的工具精度7.5%,却声称比5%的精度更高,这是为什么呢?

国内和国际标准
计算工具精度的方法和测试数据量
由此可见,相比较国内常用的JJF1610-2017标准,依据ISO5393-2017标准,对于工具来说,性能的表现很苛刻,要求很高,选择全量程的30%和100%两个点测试上述的精度,同时考虑软硬连接两种情况,来评估工具的精度。
所以,不同标准对应的计算方式不一样,最终精度结果也不一样,5%的工具精度,未必会比7.5%的精度更好。知其然,也要知其所以然!
工具的精度是影响螺栓拧紧质量的关键因素,直接影响到拧紧结果的好坏,精度可以反应一把工具的性能,但这还远远不够,还需要监控工具本身的能力,以及在投入产线使用过程中,1W次,10W次,甚至100W次拧紧作业后,其精度是否还能稳定维持呢!
3、CM&CMK和CP&CPK区别
这两者间工具能力的体现要素是一致的,仅工况不一样。CM&CMK强调的是工具本身因素对拧紧质量的影响,而CP&CPK是指在实际应用环境中,受控情况下的实际加工能力。
CM&CMK是工具能力的关键指数
用来评估工具本身的性能,只考虑设备本身,测试理想条件下工具的能力指数,通常需要至少连续测试50组数据样本。
应用场景:新设备验收时;设备大修后;新产品试制时;产品不合格追查原因时。
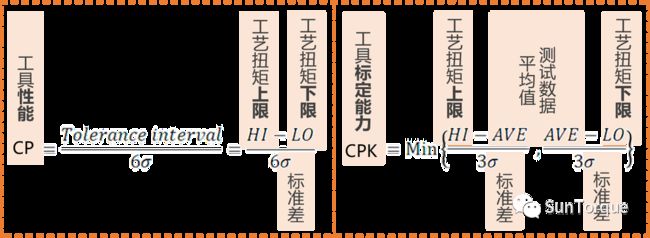
CM:用于检查工具的精度是否满足客户的工艺扭矩要求, 考量设备精度与工具精度是否集中。
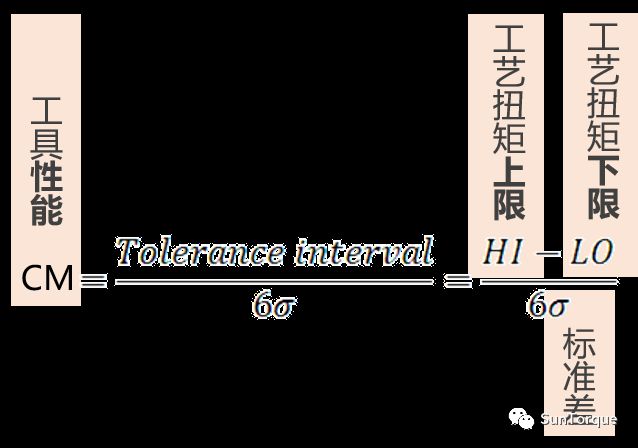
* CM体现边界和离散度,CM值高于客户要求表示工具性能稳定
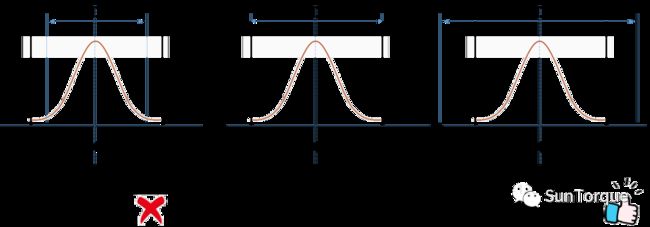
CMK:用于检查工具设置的扭矩是否满足实际应用,考虑分布的平均值与规范中心值的偏移,考量是否命中目标。
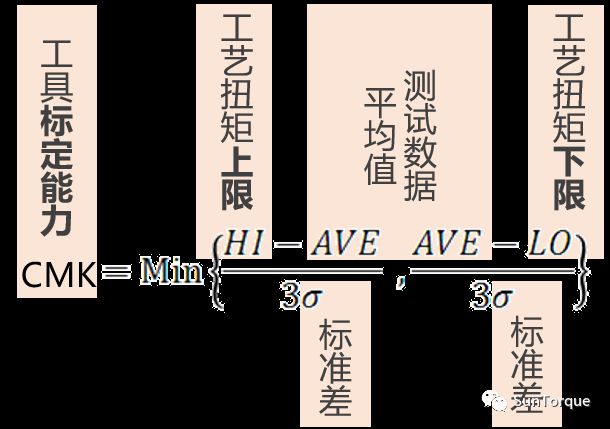
* CMK值越大,表示工具输出扭矩越集中在目标扭矩值,装配质量越好。
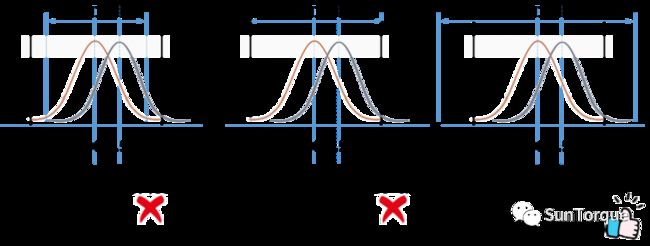
工具精度的评判中,对工具离散度的考量非常重要,这就和射箭一样,只有正落在靶心的才认为是好的。

ISO5393规定
CM>1.67且CMK>1.33
CM、CMK≥1.67 → 设备能力足够
1.33≤CM、CMK < 1.67 → 设备能力尚可
CM、CMK < 1.33 → 设备能力不足
CP&CPK是过程能力的关键指数
在实际生产环境中,结合了人、机、料、法、环五个质量因素影响,综合作用下的过程能力指数,通常在过程稳定受控的情况下,至少进行25组100个数据样本。
CP&CPK和CM&CMK的计算方式是一样的,只是测试的工况场景不一样,CP&CPK更多是实际生产条件下使用的扭矩值。
4、CM&CMK和CP&CPK关联
一般情况下,CM/CP值不好,代表工具本身精度不够,而如果CM/CP值好但CMK/CPK值不好,是工具扭矩发生了偏移,只需调整工具的设定值就可以解决,这也是为什么工具需要定期标定的原因。
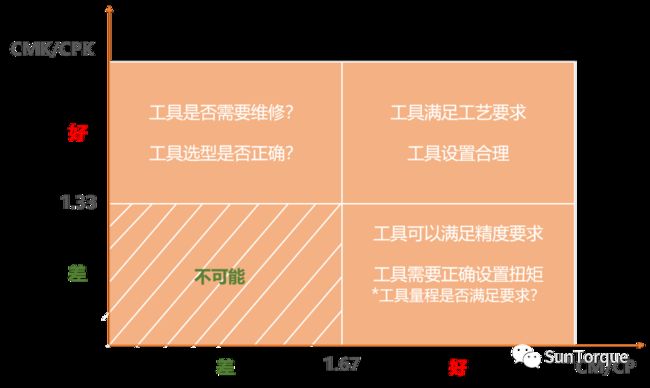
CM/CP越高,质量风险低,设备成本高,安全等级高;CMK/CPK越高,工具性能越稳定集中,产品质量越能得到保障。
5、关键点总结
为保证螺栓的拧紧质量和稳定性,拧紧工具的CM/CP和CMK/CPK的值都是同样重要的,CM/CP代表的是工具本身的性能好坏,也间接反映了工具制造厂家的生产能力,而CMK/CPK代表的是工具输出扭矩和目标扭矩的偏移差距,代表工具是否需要标定。
因此,我们不仅要关注拧紧工具本身的质量,也要关注拧紧过程中的偏移程度,两者都符合工艺需求,才是一个合格的拧紧工具。