综合布线实战攻略之一:布线工具篇(六)
细看布线工具
―如何保证获得最佳的网络链路性能
近几年来,随着Cat.5、Cat.5e甚至Cat.6的布线系统广泛应用,人们对高性能的网络传输也越来越重视。但值得引起重视的是,在人们将布线原器件性能逐渐提高到新的水品的同时,却忽略了对布线安装工具的重视。直到今天,我们看到布线施工的工人和网络的安装技术人员仍然使用着劣质廉价的工具去安装对性能要求极高的布线链路。人们似乎仍然相信,凭着细致认知的态度工作,一样可以做好网络的安装,对工具不过是一个辅助的手段罢了。
情况真是这样吗?在我们分析了大量的工程和进行了认真的对比试验后,我们得出了完全相反的结论。那就是,在对布线安装工艺要求十分精确的施工中,安装工具对布线链路的连接性能甚至对网络传输性能都起着十分重要的作用。一般来说,低质量的链路完全可以通过连接性能的测试,而在传输性能的测试上却往往出现问题,即使通过了传输性能的测试,但传输性能的余量往往很小。在人们追去高余量的布线工程中,使用高性能/精确的工具就可以让我们得到不少意外的余量。
我们的布线系统要灵活、可管理的工作系统,在对布线链路的管理中经常需要移动和改变链路的连接,我们的RJ-45插头,能否有效地与插座适配,从而提供持续的连接性能?能否有效地减少串扰和回波损耗?这就是我们要深入讨论的问题。
首先,我们来分析一下RJ-45插头的优缺点,这个部件是整个链路中最容易引起串扰的地方,从RJ-45插头的几何结构中我们可以看到,这8个整齐排列的触点以及为了连接触点而不得不散开双绞缠绕的八根并行的线芯,这样的结构破坏了双绞线线对间均匀缠绕的对称性,也就由此导致了线对间明显的串扰情况。
 图1.RJ-45接头中的平行线对
图1.RJ-45接头中的平行线对
为了获得最佳的链路性能,在制作RJ-45接头时非双绞的部分应该越短越好,这就需要有良好的制作工艺,才能尽量的减少NEXT(近端串扰)的影响。此外,RJ-45接头上的触点能否与线芯牢固地连接也是保证接头质量的一个重要因素。通常我们在现场制作RJ-45接头时,是通过压接工具上的压接点来保证的。我们这里仔细看一下一个RJ-45接头的典型结构。
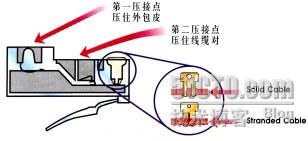 图2.RJ-45接头的典型结构.
图2.RJ-45接头的典型结构.
图2.中显示一个RJ-45插头有两个压接点,第一压接点是用来压住外包皮,第二压接点是用来压住线缆的线芯的并由此来保证在触点的压接刀片刺向绝缘皮时保证线芯的稳定。这两个压接点对保证RJ-45插头的最左精度和性能上起到了很重要的作用。
 图3.RJ-45接头中的触点、第一、二压接点
图3.RJ-45接头中的触点、第一、二压接点
通常在我们拉动电缆时,只要我们正确地实现第一、二压接点的功能,对于接头来说,主要受力的则主要是外包皮,而不是线芯与触点刀片的连接部分了,我们经常看到没有将外包皮压接到第一接点的RJ-45插头很容易出现某一针位开路的故障。同时我们应该注意到,在制作RJ-45接头时,第一压接点又不能压接的太重,否则会由于线对的交叉而导致线芯的损伤,由此就会影响到RJ-45插头的特性阻抗情况,这个原因也通常导致在RJ-45插头出出现回波损耗性能不好的情况。
我们再来看一下,RJ-45插头上的触点,这是8个排列整齐的通常镀金的触点,在压接插头时,这8个触点要均匀的垂直受力,才能最大限度地保证在今后与插座耦合时产生最好的接触。所以对压接工具能否精确、垂直、均匀地受力也就提出了苛刻的要求。
图4 RJ-45插头上的8个触点

现实的情况
我们前面说过,目前大多数的工程人员还在使用10MHz时代使用的廉价简陋的压接工具。我们对照一下部难发现,这些工具绝大多数没有第二压接点,并且部能保证让触点在压接工作时对精确、垂直、均匀受力的要求,压接的质量通常是依靠操作这有多大的力气来决定的,常常会出现用力小了触点的压接针没有良好的接触到线芯,造成开路,用力大了会造成第一压接点压坏线芯,测试中出现回波损耗故障。从统计来看通常会有20%~30%的连接故障是由于工具问题而造成的。
选择优质的安装工具,保证布线链路的质量
在布线施工的工具上有很多知名的品牌和厂商,他们在RJ-45插头的现场制作与压接工具方面有很多专利的技术。通过这些新的寄书来保证在制作RJ-45插头的连接时对工具的精确、垂直、均匀受力等方面的要求。比如美国Jensen工具公司的专用工具中就有如下的新技术:通过二次杠杆技术增大压接行程,由此来达到均匀压接,和减轻操作者力度的目的;有如通过“止回”装置(防倒转齿轮)来保证一次压接的精确到位;再如,用精确的模具来保证第一压接点不会过分压迫线芯的故障出现等等。
这里要提醒大家的是在选择优质的安装工具时要注意的事项:
正确地选择压接模组是选择工具的第一重要因素。很多人不了解,对于一个小小的RJ-45插头来说还有很大的区别,不同的RJ-45插头要使用部铜的压接模组。我们这里对照地看一下两个不同结构的RJ-45插头,其中左边的那个是采用了AMP专利技术的插头,右边的那个是常用的RJ-45插头,目前国产的RJ-45插头多为此类。
 图5.不同结构的RJ-45插头,注意两个插头的第二压接点位置
图5.不同结构的RJ-45插头,注意两个插头的第二压接点位置
仔细看一下就可以发现,这两个RJ-45插头的区别主要有两点:一、是插入线芯的刀片形状不同;二、是第一、二压接点的位置不同。
对于第一点区别来说,这两者的区别是由于双绞线的线芯有多股线芯(主要用于制作软跳线)和实线芯之别,所以RJ-45插入线芯的刀片形状是有区别的,有两个尖针形状的刀片是为了直接刺穿多股线芯的中央所设计的,用于实线芯的针是三叶形状的刀片;它可以保证刀片牢牢地夹住线芯,参见图2.中的放大圆圈部分。如果将用于多股线芯的RJ-45插头用来制作实线芯的连接时,就会由触点的针直接扎坏实线芯使得连接不可靠,也会造成触点高低不平的情况。
对于第二点来说,如果不正确地使用了压接模组,就会造成RJ-45插头的几何变形,从而产生接线开路、使用时拔插困难等问题。图6 中的左侧RJ-45插头就是由于使用错误的模组造成RJ-45插头的8个触点高低不平连接性能不良的情况,这个故障的另一个原因也是错误地将用于多股线芯的RJ-45插头用在了实线芯的双绞线上。

图6.左侧为使用错误的模组情况,右侧为使用正确的模组情况
要正确地选择压接模组和正确地使用RJ-45插头并部困难,首先在选择RJ-45插头时要看所使用的双绞线是实线芯的还是多股线芯的,由此来决定RJ-45插头的选择。在选择模工具的压接组时,通常只有采用AMP专利技术的RJ-45插头才需要使用AMP专用的模组,用户可以向RJ-45插头的供货商询问插头的类型,其实也可以通过仔细的观测来判断所购买的RJ-45插头是否是这种类型的,判断的原则就是第二压接点距离RJ-45插头的触点较远。有条件的也可以通过直接比较工具的压接模组来确定。如图7.中所以,将工具的模组与RJ-45插头比较,左侧为AMP专用模组。
 图7.比较第二压接点的位置
图7.比较第二压接点的位置
结论
通常我们说,现场制作Cat.5e的插头困难,主要是因为Cat.5e比Cat.5有着更严格的NEXT(近端串扰)性能要求,此外,为支持如千兆以太网的四对线全双工的要求,Cat.5e还对回波损耗有了严格的要求,如果在现在制作RJ-45的连接插头时,正确地使用RJ-45插头和选择优良的压接工具都是起决定作用的因素。此外在选择工具时,选择正确的压接模组也是非常关键的一步。
没有选择优良的安装工具就很难达到高性能的链路要求,可以说在这里真正体现了俗话所所的“公欲善其事,必先利其器”的道理。
作者简介:王志军,安恒公司