工业互联网与制造控制生产网络学习总结
基础名词:
组态软件:又称组态监控系统软件,是指数据采集与过程控制的专用软件,也是指在自动控制系统监控层一级的软件平台和开发环境。功能如:可以读写不同类型的PLC、仪表、智能模块和板卡,采集工业现场的各种信号,从而对工业现场进行监视和控制,图形和动画等直观形象的方式呈现工业现场信息,将工程运行的状况、实时数据、历史数据、警告和外部数据库中的数据以及统计运算结果制作成报表,供运行和管理人员参考,让用户编写通过C脚本、VBS脚本功能,与MIS系统交互,提供监控系统的数据,实现远程监控等等。常用总结如下:
Wonderware万维公司:Intouch
SIMATIC西门子公司:WinCC(Windows Control Center)视窗控制中心
艾斯本公司:AspenTech
PROGEA公司:MOVICON
Intellution公司:iFIX
施耐德公司:Citech
国产的有:世纪星,三维力控,组态王KingView,巨控组态Giantview,紫金桥Realinfo,Controx(开物),易控等
RTU(远程终端单元):RemoteTerminalUnit远程终端控制系统,装在远程现场,用来监视和测量现场传感器和设备,负责对现场信号、工业设备的监测和控制。是SCADA系统的基本组成单元。
SCADA(数据采集与监视控制系统):Supervisory Control And Data Acquisition,是以计算机为基础的生产过程控制与调度自动化系统。系统主要有以下部分组成:监控计算机、远程终端单元(RTU)、可编程逻辑控制器(PLC)、通信基础设施、人机界面(HMI)。
OPC(过程控制的OLE):OLE for Process Control是为了解决应用软件与各种设备驱动程序的通信而产生的一项工业技术规范和标准。它采用客户/服务器体系,基于Microsoft的OLE/COM技术,为硬件厂商和应用软件开发者提供了一套标准的接口。
Modbus:是工业电子设备之间现在常用的一种串行通信协议连接协议。
PMC(生产及物料控制):(Production Material Control)
SOCKET(套接字): 一种独立于协议的网络编程接口,完成两个应用程序之间的数据传输
WINCC(视窗控制中心):(Windows Control Center)是SIMATIC PCS 7过程控制系统及其它西门子控制系统中的人机界面组件。
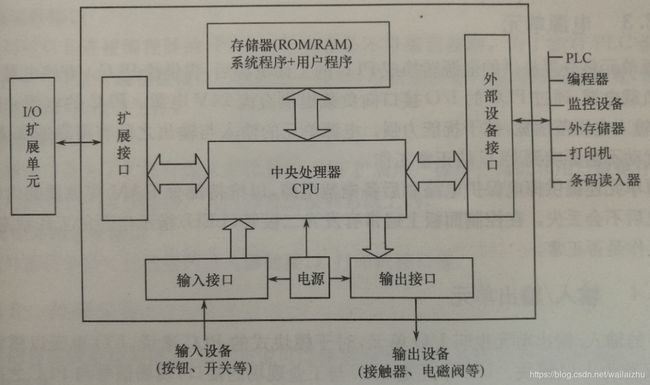
PLC(可编程逻辑控制器):(Programmable Logic Controller 可编程控制器件),实质是一种专用于工业控制的计算机,其硬件结构基本上与微型计算机相同。专门为在工业环境下应用而设计的数字运算操作电子系统。它采用一种可编程的存储器,在其内部存储执行逻辑运算、顺序控制、定时、计数和算术运算等操作的指令,通过数字式或模拟式的输入输出来控制各种类型的机械设备或生产过程。
工业互联网络架构
PROFIBUS网络通讯的本质是RS485串口通讯,按照不同的行业应用,主要有三种通讯行规:DP(Decentralized Peripherals),FMS(Field Message Specification)和PA(Process Automation)。
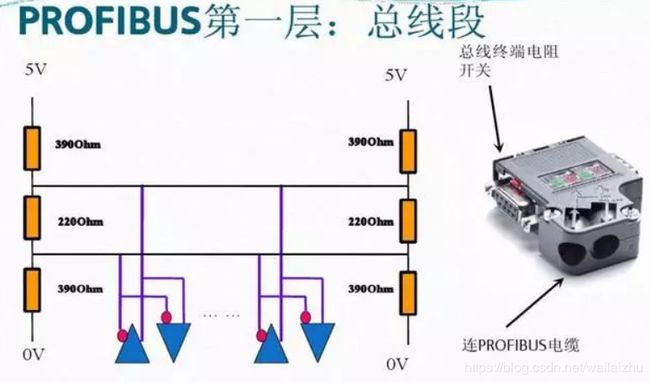
通过PROFIBUS电缆连接网络插头,构成总线型网络结构。

总线型网络连接
在上图中,网络连接器A、B、C分别插到三个通信站点的通信口上;电缆a把插头A和B连接起来,电缆b连接插头B和C。线型结构可以照此扩展。
注意圆圈内的“终端电阻”开关设置。网络终端的插头,其终端电阻开关必须放在“ON”的位置;中间站点的插头其终端电阻开关应放在“OFF”位置。
PLC控制柜简介
可编程逻辑控制器(PLC)具有过载、短路、缺相保护等保护功能,结构紧凑,运行稳定,功能齐全
PLC控制柜具有过载、短路、缺相保护等保护功能。结构紧凑,运行稳定,功能齐全。它可以根据控制规则的实际大小进行组合,既可以实现单机柜的自动控制, 也可以通过工业以太网或由分布式(DCS)控制系统组成的工业现场总线网络实现多机柜的自动控制。PLC控制柜可适应各种尺寸的工业自动化控制场合。广泛 应用于电力、冶金、化工、造纸、环保污水处理等行业。
PLC控制柜是指可编程控制柜,一套完整的控制柜,可以实现对电机、电器柜的开关控制。PLC控制柜具有过载、短路、短路保护等保护功能。
PLC控制柜作用
PLC控制柜能够完成设备自动化和过程自动化控制,实现完善的网络功能,性能稳定、可扩展性强、抗干扰性强,是现代工业的核心和灵魂。PLC控制柜和变频 柜可根据用户需要设计,满足用户要求,并可配合人机界面触摸屏,达到操作方便的目的。该设备还可以在DCS总线上位机上使用modbus、 profibus等通信协议进行数据传输。工业PC,以太网控制与监控
PLC控制柜结构
PLC控制柜结构一般包括以下五个部分:
1.空气开关
一个总空气开关,这是整个机柜的电源控制。
2.PLC
根据项目的需要选择。
例如,如果项目很小,可以直接集成PLC,但如果项目较大,可能需要模块、卡类型,也可能需要冗余(即两套备用)。
3.供电
一个24VDC开关电源,大部分PLC都是内置24VDC电源,根据需要。
4.继电器
一般来说,PLC可以直接向控制回路发送指令,也可以通过继电器进行传递。例如,如果你的公司被指控在24V直流电输出,但在控制回路图绘制需要的PLC 节点220伏,那么你必须在PLC输出+一个继电器,也就是说,当命令继电器动作,但在控制回路节点连接到继电器常开或关闭。根据需要选择。
5.终端
必要的,根据信号的数量进行配置。
例如,如果你需要为一些现场仪表或小型控制箱供电,你可能需要增加空气开关的数量;想把PLC连接主机,可能需要增加交换等,这取决于PLC。
---------------------------------------------------------------------------------
术语说明:
上位机:指可以直接发出操控命令的计算机,一般是PC。
下位机:指可以直接控制设备获取设备状况的计算机,一般是PLC/单片机之类。
上位机和下位机通讯可以采用不同的通讯协议,有RS232的串口通讯,也可采用RS485串行通讯。当用PC和PLC通讯的时候,不但能采用传统的D形式的串行通讯,还可以采用更适合工业控制的双线的PROFIBUS-DP通讯。采用封装好的程序开发工具就可以实现PLC和上位机的通讯,当然也可以自己编写驱动类的接口协议控制上位机和下位机的通讯。PROFIBUS网络通讯的本质是RS485串口通讯,按照不同的行业应用,主要有三种通讯行规:DP(Decentralized Peripherals),FMS(Field Message Specification)和PA(Process Automation)
注:
RS-232:(DB-9或DB25)计算机上的COM口.最大传输距离标准值为15米,只能点对点通讯,最大传输速率最大为20kB/s。
RS-485:(无具体形态)最大无线传输距离为1200米,10Mbps,支持多点(128个)通讯,在100Kb/S的传输速率下通信距离最长。
MIS:(管理信息系统--Management Information System)系统,主要指的是进行日常事务操作的系统。
MES:是一套面向制造企业车间执行层的生产信息化管理系统。MES可以为企业提供包括制造数据管理、计划排程管理、生产调度管理、库存管理、质量管 理、人力资源管理、工作中心/设备管理、工具工装管理、采购管理、成本管理、项目看板管理、生产过程控制、底层数据集成分析、上层数据集成分解等管理模 块,为企业打造一个扎实、可靠、全面、可行的制造协同管理平台。
SAP:“System Applications and Products in Data Processing”,德国sap公司的ERP解决方案。软件功能模块包括:商务智能,客户关系管理,企业信息管理,绩效管理,资源规划,人力资本,产品生命周期,服务与资产,供应链,制造,移动商务等
ERP:(Enterprise Resource Planning)企业资源计划,ERP 系统包括以下主要功能:供应链管理(SCM)、销售与市场、分销、客户服务、财务管理、制造管理、库存管理、工厂与设备维护、人力资源、报表、制造执行系统 (Manufacturing Executive System,MES)、工作流服务和企业信息系统等。
AVI系统:(Automatic Vehicle IdenTIficaTIon System)即车体自动识别跟踪系统。
在汽车各类生产线上采用AVI系统,可以对不同的生产数据和相关的质量信息进行实时采集监视,并可以通过与上层MIS系统和ERP系统的数据接口,得到全厂的订单信息、生产计划等,结合本身的车体跟踪信息,进行合理的排产。同时,AVI系统也可以向物料管理、质量保证以及其他部门传送相关信息,这对物料供应、销售服务、质量监控以及整车的终身质量跟踪等都起着非常重要的作用。
在涂装车间,与AVI系统产生连锁信息通常包括以下系统:
