产品结构设计学习笔记--结构工程师更新ing
产品结构设计
- 第一章 产品结构设计基础知识
-
- 1.1产品结构设计简述
- 第二章 新产品开发流程
-
- 第三章 产品结构设计总原则与特点
-
- 3.1产品结构设计总原则
- 3.2产品结构设计特点
-
- 3.2.1限位
- 3.2.2连接
- 3.2.3固定(定位)
- 第四章 塑料件与钣金件的基本原则
-
- 4.1塑料件
-
- 4.1.1塑料件结构设计原则
- 4.1.2料厚
- 4.1.3脱模斜度
- 4.1.4圆角设计
- 4.1.5加强筋设计
- 4.1.6支撑面设计
- 4.1.7孔的设计
- 4.1.8文字、图案的设计
- 4.1.9螺纹设计
- 4.1.10嵌件设计
- 4.1.11自攻牙螺丝
- 4.1.12尺寸精度
- 4.1.13卡扣设计
- 4.1.14止口与反止口的设计
- 4.1.15超声波焊接设计(待实操理解)
第一章 产品结构设计基础知识
1.1产品结构设计简述
结构工程师必会:
- 软件使用:一般公司都是要求 Creo2.0或者以上版本(最好擅长三维曲面外观设计并训练操作速度)与AutoCAD。
- 机械制图。
- 塑胶模具、五金模具一一模具的结构、加工等。
- 熟悉塑胶、五金件的基本加工工艺一一塑胶件表面缩水与金属件起毛边等问题。
- 产品表面处理工艺知识。
- 熟悉各种常用塑胶与金属材料。
- 熟悉产品开发流程,独立跟进产品项目。
- 一定的电子技术知识。
- 行业规范。
- 团队沟通。
第二章 新产品开发流程
第三章 产品结构设计总原则与特点
3.1产品结构设计总原则
- 保证ID造型的外观效果。
- 满足产品的功能要求。
- 满足产品的安规认证要求。
- 满足产品的加工制造要求。
- 符合产品的成本预期。
3.2产品结构设计特点
定位、限位、连接。
3.2.1限位
限位就是方式零件移动,防止装配错位。常用的限位结构有止口、反止口等。
3.2.2连接
| 连接方式 | 特点 | |
| 机械连接 | 卡扣连接 | 强度要求不高,螺丝的辅助固定结构,可拆卸,装配简单 |
| 螺钉连接 | 连接与固定的首选方式,连接可靠,可反复拆卸 | |
| 键销连接 | 轴类及圆盘类零件之间的连接 | |
| 黏结 | 双面胶连接 | 小平面零件之间的连接与固定 |
| 胶水粘接 | 范围广 | |
| 超声波连接 | 连接强度高,可做到防水,需要专用模具,不可拆卸 | |
| 热熔连接 | 需要空间小,连接灵活,连接的强度不高 | |
3.2.3固定(定位)
为方式松脱,固定结构必不可少。
第四章 塑料件与钣金件的基本原则
4.1塑料件
4.1.1塑料件结构设计原则
塑料件产品大多通过模具注塑成型,遵循第三部分的产品结构设计总原则。另外,塑料件还有其他基本要求,例如料厚、加强筋、圆角等。其中材料的选择见第六章。
4.1.2料厚
塑料件的料厚决定了产品的强度、重量、装配等。
-
塑胶件料厚要尽量均匀。否则壳体上会出现填充不均匀导致的变形、缩水、应力痕等缺陷。如果塑胶件因结构需要料厚不均匀时,应逐渐过渡。结构设计完成后必须要做料厚检查
注意:料厚变化不能过大,从薄到厚不超过2.0倍;从厚到薄不少于原胶位的0.50倍。
-
常用塑胶件料厚推荐值如下,小型产品是指最大外形尺寸L<80mm;中性产品是指最大外形尺寸为80mm
| 塑胶材料 | 最小料厚 | 小型产品推荐料厚 | 中型产品推荐料厚 | 大型产品推荐料厚 |
| ABS | 0.60 | 1.00-1.40 | 1.40-2.00 | >2.60 |
| PC | 0.60 | 0.80-1.20 | 1.20-2.00 | >2.60 |
| PMMA | 0.60 | 0.80-1.50 | 1.50-2.20 | >2.20 |
| PC+ABS | 0.60 | 0.80-1.20 | 1.20-2.00 | >2.00 |
| PP | 0.60 | 0.80-1.20 | 1.20-2.00 | >2.00 |
| PE | 0.60 | 0.80-1.20 | 1.20-2.00 | >2.00 |
| POM | 0.80 | 1.00-1.50 | 1.50-2.20 | >2.20 |
| PA | 0.40 | 0.60-1.00 | 1.00-1.60 | >1.60 |
4.1.3脱模斜度
脱模斜度是指塑胶件在出模方向应具有一定的倾斜角度,是满足模具正常的必要条件,塑胶件无论是外观还是内部结构都需要有脱模斜度。无论选用什么材料,建议外观面的脱模斜度不要少于3°。
-
脱模斜度的设计要点主要有以下几个方面:
-
产品外观要求高、精度要求高的材料,脱模斜度要小。
-
流动性差、收缩率大的材料,脱模斜度要大。
-
对于晒纹面(又称模具咬花),每个纹路对应会有一个推荐的脱模斜度,考虑到每个产品的结构、注塑参数不一致,因此脱模斜度建议以推荐角度加1°。
注:咬花、蚀纹、晒⽂,其实质就是同⼀种⼯艺。模具咬花,模具晒纹,模具蚀刻就是在模具上晒出凹凸的花纹。
-
| 咬花番号 | 拔模斜度 | 平均值/μm | 打光程度 |
| HN-DS11 | 1° | 5-7 | 800 |
| HN-DS12 | 1.5° | 10-13 | 600-800 |
| HN-DS13 | 2° | 12-15 | 600-800 |
| HN-DS14 | 2° | 13-19 | 600-800 |
| HN-DS01 | 3° | 25-30 | 320 |
| HN-DS02 | 4° | 35-40 | 320 |
-
对于分型线正好在圆弧中间的相切线,如果不做处理,圆弧相切位置没有拔模斜度,出模时肯定会拖伤,需要微调图档保证拔模斜度。
-
对于抛光面,钢料和塑胶件会产生真空吸附,脱模斜度建议至少拔模1°以上,同时根据产品结构、模具设计、注塑参数适当增加拔模斜度。
-
涉及到外观的脱模斜度,优先保证外观。
-
凡是涉及到外观或者装配的地方,结构设计时必须要做好拔模斜度,其余非重要的面可以交给模具厂处理。
-
常用塑料的脱模斜度如下:
塑胶材料 推荐的脱模斜度 ASB,PA,POM,硬PVC 40°-1°30′ PP,PE,软PVC 30′-1° PC,PMMA,PC+ABS,PS 40′-1°50′ -
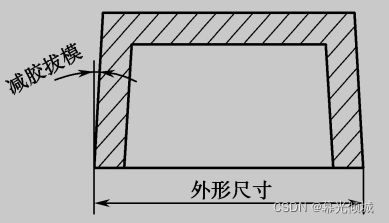
脱模斜度的确定方法
-
产品外观以大端为基准,斜度采用减胶拔模方式向小端取得。
-
内孔以小端直径为基准,斜度采用减胶拔模方式向扩大方向取得。
-
筋位以大端为基准,斜度采用减胶方式向小端取得。
-
特殊情况下为保证均匀料厚和模具顺利出模,一侧减胶出模,另一侧加胶出模。
-
4.1.4圆角设计
过渡圆角:为提高产品强度与避免胶件注塑时应力集中,便于出模。太小的圆角或者没有圆角会导致应力集中,相反, 太大的圆角会导致壳体表面缩水。
- 一般来说,过渡圆角由相邻的料厚决定,内侧圆角半径R取值范围是料厚t的0.50-1.50倍,但是最小圆角半径是0.15mm。
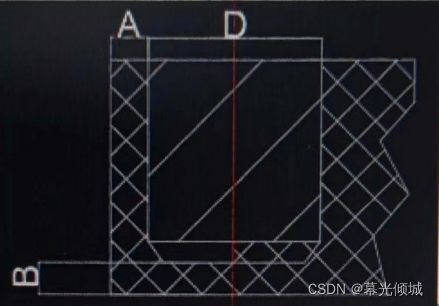
- 产品内外表面的拐角处设计圆角时应保持料厚均匀,如图所示,Ra = Rb + t。在建模设计时也有些技巧,比如在抽壳之前倒角,抽壳之后料厚自然就均匀啦。
- 模具分型面不要有圆角,除非有特殊的要求。
- 产品外观面与内表面能接触到的地方不允许有尖角利边,需要做圆角处理,以免刮伤手指。
4.1.5加强筋设计
加强筋的作用:在不改变壁厚的前提下,为了提高塑胶件的强度与刚度,减小变形,同时也有利于注塑时原料的流动。
- 加强筋的大端厚度一般设计为0.4t(t为料厚),最大不超过0.6t。
- 加强筋的高度一般不超过3t,间距不少于4t。
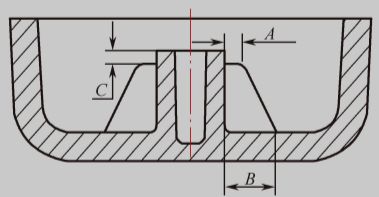
- 螺丝柱的加强筋:加强筋到螺丝柱顶面距离C至少0.50mm;加强筋上端的平面宽度A应不小于0.50mm;尺寸B是加强筋低端的宽度,取值范围是螺丝柱高度的0.20-0.50倍。
- 在支撑面上做加强筋,加强筋应该低于支撑面至少1.00mm,以保证支撑面的平齐。
4.1.6支撑面设计
支撑面是产品底部承受产品质量的底面(一般设计为一些凸边或者凸台、凸点),利于产品底部平整。一般的取值范围是0.30mm-2.00mm。
4.1.7孔的设计
- 孔间距要求:孔径D若小于3.00mm,建议数值A = (圆心距 - 两圆半径和)不小于孔径D;孔径D若超过3.00mm,数值A = (圆心距 - 两圆半径和)可取孔径D的0.70倍。
- 孔与边的距离数值不小于孔径D大小。
- 螺丝头孔优先选用沉头孔形式(如需选用埋头孔,锥形面应低于断面至少0.50mm,防止孔表面裂开)。
- 盲孔深度不大于50mm。
- 通孔深度不大于100mm。
注意:此处说的孔不包括螺丝柱的内孔。
4.1.8文字、图案的设计
塑胶件上的文字、图案分为两种:突出表面,凹下表面。加工方式一般也是两种:小型文字图案由模具刻蚀获得;稍大的由模具加工直接得到。
-
塑胶产品上的文字图案尽量采用凸出表面的方式。如此一来,模具中就是凹表面的,有利于模具加工。
问:如果结构要求不允许有凸起,请问该如何解决?
答:将文字图案的区域去一个方形(或者其他形状)的凹槽,在凹槽中凸出文字图案。需要注意的是,凸出的文字图案的表面最好比凹槽表面低0.10mm左右。
-
文字图案尺寸要求:凸出表面高度一般为0.15mm-0.30mm,凹形文字图案深度一般为0.15mm-0.30mm。
文字笔画的宽度建议不大于0.25mm,两字符的间距不小于0.40mm,字符距离边缘的距离不小于0.60mm。
4.1.9螺纹设计
塑胶产品的螺纹通过模具注塑成型,精度相对于五金件来说不高,细螺纹很难成型。
- 尺寸要求:外螺纹直径≥3.00mm;内螺纹直径≥2.00mm;螺纹的间距≥0.50mm。
- 配合的长度L≤2倍螺纹直径。
- 螺纹的首尾端设计一段无螺纹的圆柱面,圆柱面的高度≥0.50mm。
4.1.10嵌件设计
嵌件使用最多的是金属件。小型嵌件如螺丝、螺母;稍大嵌件如手机产品中为了减小厚度在电池仓下的地面采用的不锈钢片等。
嵌件的作用:提高塑胶件的机械强度及耐磨性能等。
-
尺寸精度要求高,如螺母类零件。
-
强度要求高。注塑压力大,强度不够的零件容易坏。
问:先注塑还是先嵌入?
答:两种情况都有。其中后者在模具中固定好嵌件再注塑,精度更高,但工序增加,成本增加;前者注塑之后通过过盈配合将嵌件固定,精度降低,成本也降低。
-
嵌件与塑胶件材料紧密结合。圆柱形嵌件需要在外观上进行滚网格花纹处理,以增强附着力。
-
嵌件材料为片状如不锈钢片,为防止脱落,四周侧壁应多设计一些挂台及切口嵌入塑料内。
-
嵌件的外形最好是圆柱形,以便放置与定位。
-
嵌件的尺寸不宜过薄,防止在注塑时变形。
-
金属嵌件外包塑料时的厚度见下表。
D/mm <4 4-8 8-12 12-16 A/mm 1.50 2.00 3.00 4.00 B/mm 1.00 1.50 2.00 2.50
4.1.11自攻牙螺丝
-
分类
按头型分 按槽型分 按牙尾分 头型 代号 十字形 牙尾形 代号 圆头 P 内六角形 平尾 B 沉头 K(或者F) 一字形 尖尾 A 圆头加垫圈 PW 梅花形 平尾开口 BT 六角头 菊花形 尖尾开口 AT 圆柱头 C 三角形 半圆头 R 四方形 问:PB2.6mm×4.00mm代表什么?
答:参照以上表格,圆头平尾2.60mm的自攻牙螺丝,长度为4.00mm。
注意:自攻牙螺丝不宜经常拆卸。
-
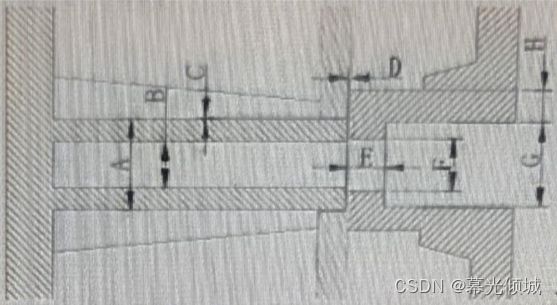
自攻牙螺丝、螺丝柱的设计。
- 自攻牙螺丝柱外径A一般比螺钉直径小0.2mm。
- 自攻牙螺丝柱内径B取决于螺钉大小,2.6的螺钉取4.8mm。
- 两个螺丝柱限位间隙C设计为0.1mm。
- 两个壳体螺丝柱Z向间隙D尺寸0.1mm。
- 螺丝头支撑胶位厚度E尺寸一般设计为壳体壁厚或者大于1.5mm。
- 穿过螺丝的孔直径F比螺钉直径大0.2mm。
- 锁螺丝壳体螺丝柱的壁厚H为1.5mm。
- 螺丝头的过孔直径G一般为比螺钉大0.3mm。
4.1.12尺寸精度
塑胶产品上标注公差时,重要尺寸公差标注现在图纸上,非重要尺寸公差列表说明即可。对于精度要求高的产品,重要尺寸选用第一级公差,非重要尺寸选用第二级公差。
- 塑胶产品公差数值表(用的时候查一查):
| 精度等级 | ||||||||
| 基本尺寸 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 公差数值 | ||||||||
| -3 | 0.04 | 0.06 | 0.08 | 0.12 | 0.16 | 0.24 | 0.32 | 0.48 |
| 3-6 | 0.05 | 0.07 | 0.08 | 0.14 | 0.18 | 0.28 | 0.36 | 0.56 |
| 6-10 | 0.06 | 0.08 | 0.10 | 0.16 | 0.20 | 0.32 | 0.40 | 0.64 |
| 10-14 | 0.07 | 0.09 | 0.12 | 0.18 | 0.22 | 0.36 | 0.44 | 1.72 |
| 14-18 | 0.08 | 0.10 | 0.12 | 0.20 | 0.26 | 0.40 | 0.48 | 0.80 |
| 18-24 | 0.09 | 0.11 | 0.14 | 0.22 | 0.28 | 0.44 | 0.56 | 0.88 |
| 24-30 | 0.10 | 0.12 | 0.16 | 0.24 | 0.32 | 0.48 | 0.64 | 0.96 |
| 30-40 | 0.11 | 0.13 | 0.18 | 0.26 | 0.36 | 0.52 | 0.72 | 1.00 |
| 40-50 | 0.12 | 0.14 | 0.20 | 0.28 | 0.40 | 0.56 | 0.80 | 1.20 |
| 50-65 | 0.13 | 0.16 | 0.22 | 0.32 | 0.46 | 0.64 | 0.92 | 1.40 |
| 65-80 | 0.14 | 0.19 | 0.26 | 0.38 | 0.52 | 0.76 | 1.00 | 1.60 |
| 80-100 | 0.16 | 0.22 | 0.30 | 0.44 | 0.60 | 0.88 | 1.20 | 1.80 |
| 100-120 | 0.18 | 0.25 | 0.34 | 0.50 | 0.68 | 1.00 | 1.40 | 2.00 |
| 120-140 | 0.28 | 0.38 | 0.56 | 0.76 | 1.10 | 1.50 | 2.20 | |
| 140-160 | 0.31 | 0.42 | 0.62 | 0.84 | 1.20 | 1.70 | 2.40 | |
| 160-180 | 0.34 | 0.46 | 0.68 | 0.92 | 1.40 | 1.80 | 2.70 | |
| 180-200 | 0.37 | 0.50 | 0.74 | 1.00 | 1.50 | 2.00 | 3.00 | |
| 200-225 | 0.41 | 0.56 | 0.82 | 1.10 | 1.60 | 2.20 | 3.30 | |
| 225-250 | 0.45 | 0.62 | 0.90 | 1.20 | 1.80 | 2.40 | 3.60 | |
| 250-280 | 0.50 | 0.68 | 1.00 | 1.30 | 2.00 | 2.60 | 4.00 | |
| 280-315 | 0.55 | 0.74 | 1.10 | 1.40 | 2.20 | 2.80 | 4.40 | |
| 315-355 | 0.60 | 0.82 | 1.20 | 1.60 | 2.40 | 3.20 | 4.80 | |
| 355-400 | 0.65 | 0.90 | 1.30 | 1.80 | 2.60 | 3.60 | 5.20 | |
| 400-450 | 0.70 | 1.00 | 1.40 | 2.00 | 2.80 | 4.00 | 5.60 | |
| 450-500 | 0.80 | 1.10 | 1.60 | 2.20 | 3.20 | 4.40 | 6.40 | |
- 塑料制品精度等级的选用表:
| 类别 | 材料名称 | 建议采用的精度等级 | ||
| 1 | PS/ABS/PMMA/PC/30%玻璃纤维增强塑料等 | 2 | 3 | 4 |
| 2 | PA6/PA66/PA610/PA9/PA10/硬PVC/氯化聚醚 | 3 | 4 | 5 |
| 3 | POM/PP/HDPE | 4 | 5 | 6 |
| 4 | LDPE/软PVC | 5 | 6 | 7 |
4.1.13卡扣设计
卡口的原理主要是利用塑胶件具有弹性的特点,通过变形使公卡扣上的凸点进入母卡扣的孔内,最终实现连接固定。
- 卡扣的形式多种多样,各公司均具有固定的类型。
- 卡口设计首先要考虑的是卡口的布局、变形空间。
- 卡口设计还需要考虑的是卡扣的弹性、扣合量、配合间隙等。
- 卡扣的装配和拆卸考虑等。
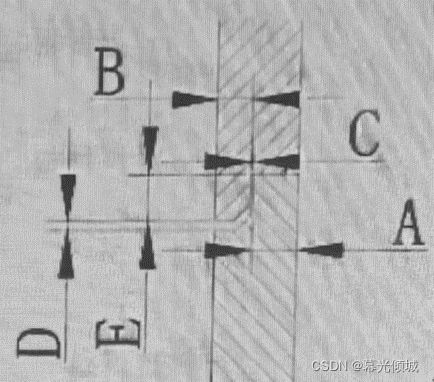
4.1.14止口与反止口的设计
止口是为了防止壳体装配以后往外错位的一种结构(上下壳体的制动结构,也称为唇),一般为一整圈设计,止口还有放ESD的作用,因此也称为静电墙。
-
止口分为公止口(加胶)与母止口(减胶)。公止口与母止口之间的配合间隙一般取0.05mm。
-
止口的高度根据产品类型以及产品尺寸有所不同,一般取0.6mm-2.0mm。
-
A尽可能大,最小不小于0.8mm。
-
B一般取0.6-1.2mm(拔模后不小于0.5mm)。
-
C间隙一般取0.05mm。
-
D建议避空0.2mm。
-
E一般取0.6-2.0mm。
-
配合面一般拔模3°。
-
公止口顶部一般倒C角。
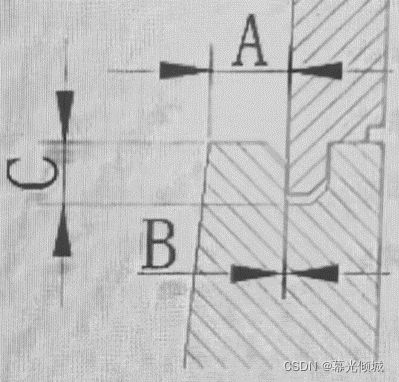
反止口与止口一样,是为了防止壳体装配后往内错位的一种结构,一般设计为筋位形式,做在母止口的壳中。 -
反止口跟公止口的配合间隙一般取0.05mm,小产品也可以做到零配。
-
反止口的高度根据产品类型以及产品尺寸不同,一般取0.8-2.0mm。
-
A:1.5mm以上。
-
B:一般取0.05mm。
-
C一般取0.8-2.0mm。
-
反止口配合面拔模斜度3-8°。
-
反止口顶部一般倒C角。
4.1.15超声波焊接设计(待实操理解)
- 优点:节能,通过塑料自身的融化实现连接;成本低,效率高;操作速度快,生产简单,易实现自动化。
- 缺点:超声波焊接无法拆卸,维修困难;对塑料有要求,很多不同塑料的焊接效果不好。
- 超声波只适用于热塑性塑料,热固性塑料不可焊接。
- 超声波焊接设计的要点主要是超声线的设计以及配合面的设计。
- 超声线一般设计为根部0.5mm,高度也为0.5mm的等腰三角形,强度要求低一些的产品可以设计为0.4mm(也可以设计为根部0.4mm的等边三角形)。
- 为防止焊接时溢胶,超声线一般设计为虚线形式。
- 超声波焊接配合面分为阶梯型和U型两种。
- 为加强超声波的焊接效果,超声波焊接配合面一般做火花纹VDI32。