码垛机械臂工作站系统设计
码垛机械臂工作站系统设计
- 第一章 控制系统硬件设计
-
- 1.1 引言
- 1.2 控制系统总体方案
- 1.3 控制系统硬件的选型
-
- 1.3.1 可编程控制器的选型
- 1.3.2 工业触摸屏的选型
- 1.3.3 传感器的选型
- 1.4 硬件的接线与通讯
-
- 1.4.1 可编程控制器的I/O分配与接线
- 1.4.2 伺服电机驱动器的接线
- 1.4.3 触摸屏与PLC的通讯
- 第二章 控制系统软件设计
-
- 2.1 可编程控制器软件设计
-
- 2.1.1 PLC编程环境CX-Programmer简介
- 2.1.2 码垛机器人连续运行程序设计
- 2.1.3 码垛机器人原点搜索程序设计
- 2.1.4 码垛机器人报警处理程序设计
第一章 控制系统硬件设计
1.1 引言
码垛机器人的控制系统是一种以多轴联动为核心控制任务的实时监控综合系统。本章依照控制系统硬件设计应满足的可靠性、实用性、经济型、先进性等原则,综合考虑集中控制、主从控制、分散控制等控制方式的应用领域和本课题中码垛机器人的特点,确定选取集中控制的方式对码垛机器人的硬件系统进行设计。
1.2 控制系统总体方案
本次作业中对码垛机器人控制系统的基本功能要求主要有:能够满足四轴协调控制,使码垛机器人高效稳定地实现抓取、提升、送料、下放等动作;具备自动返回原点、各轴单动、连续工作等操控方式;能够通过人机界面对机器人部分工作参数进行设置;运行状态监测和异常状况报警功能等。
码垛机器人系统工作原理如图4.1所示。

图1.1码垛机器人工作原理图
由图1.1可以看出,本课题中控制系统硬件部分的主要构成有人机交互界面、可编程控制器、伺服驱动器及伺服电机、传感器、电磁阀、蜂鸣器等。
系统选择可编程控制器(PLC)作为码垛机器人的主控制器。PLC具有技术成熟、成本低、拓展性好、可靠性高等诸多优点,能很好地满足码垛机器人控制系统的设计要求。在控制系统中,PLC是主控制器,它是整个控制系统的“大脑”。其中,CPU主要完成数据管理及运算和与上位机的信息交互功能;脉冲输出单元主要控制伺服电机的位置和方向;数字量输入输出单元负责接收来自传感器的状态信息以及控制电磁阀、蜂鸣器等。
人机交互界面具有反应速度快、抗干扰能力强、占用面积小等优点。在控制系统中,它作为PLC的延伸,丰富和拓展了PLC的功能。除了能够对整个系统的运行状态进行实时的监控,还能配合PLC完成参数设置、单动示教、报警浏览等功能。伺服驱动器与伺服电机共同构成了码垛机器人运动控制单元,实现了位置、速度和力矩的实时控制。这种运动控制方式的特点有运行平稳、反应速度快、抗干扰能力强、噪音小等优点。伺服驱动器接收来自PLC的高速脉冲信号,经过运算和放大,驱动伺服电机按照既定的速度和方向运动;同时,伺服驱动器接收电机编码器传来的反馈信息,与之前所发出的脉冲指令进行比较,最终实现对码垛机器人各轴运动的半闭环控制。
码垛机器人硬件系统中需要用到的传感器主要有磁性传感器、接近传感器、光电传感器等。其中,磁性传感器用以检测手爪气缸活塞的位置,将手爪张开、闭合是否到位的信息反馈给控制器;接近传感器安装在手爪水平和竖直移动的极限以及原点位置,用以帮助机器人在启动前搜索原点以及保障手爪在安全行程内运动;光电传感器安装在码垛机器人取、放料处,检测物料是否到位以及机器人在搬运及放料过程中是否有货物掉落现象。
蜂鸣器是将码垛机器人控制系统中的报警信号转换成声音信号的电声转换装置,在码垛机器人在正常运行时出现落料、手爪气缸卡住、水平或竖直运动超出极限位置的状况时起到报警提示的作用。
1.3 控制系统硬件的选型
1.3.1 可编程控制器的选型
可编程控制器以其可靠性高、功能强大、使用方便等特点在现代工业控制领域得到了广泛的应用。目前世界上生产可编程控制器的厂家有200多个,比较知名的有美国的罗克韦尔,德国的西门子,日本的三菱、欧姆龙,以及我国的浙大中控等。
本作业中码垛机器人控制系统对控制器的要求主要有:强大的I/O处理能力,高速脉冲输出端口,与人机界面信息交互的能力等。
通过对码垛机器人的控制原理分析可知,在控制系统中需要用到的数字量输入信号共25个,包括启动、停止、急停按钮各一个,检测气缸活塞位置的磁性传感器4个,极限位置检测接近传感器8个,原点位置检测接近传感器4个,料到位检测光电开关一个,落料检测光电开关5个。数字量输出信号共9个,包括电磁阀2个,蜂鸣器1个,正常工作及停止指示灯2个,伺服电机工作信号4个。在控制系统中,包含了四组伺服驱动机构,因此需要控制器具有至少四轴高速脉冲输出口。
现代工业控制中,通用的人机界面就是触摸屏。目前市场上主流的PLC基本都能与触摸屏匹配使用,因此这一点不用担心。
结合以上对可编程控制器要求的分析,选取欧姆龙CP1H型PLC作为本课题中码垛机器人的主控制器,如图4.2所示。

图4.2欧姆龙CP1H型PLC
欧姆龙CP1H型PLC是一款用于实现高速处理、高功能的程序一体化型PLC,主要性能参数有:
(1)CPU单元本体,内置数字量输入24点,数字量输出16点;
(2)CPU单元本体,拥有四组高速计数器,四组脉冲输出端口;
(3)可通过CPM1A系列的扩展I/O单元,CP1H整体可以达到320点的输入输出。
(4)通过安装选件板,可进行RS232通信或RS485通信。
(5)通过扩展CJ系列高功能单元,可扩展向上位、下位的通信功能。
由以上功能参数可以看出,该型号的可编程控制器主机的输入输出端口不足以满足控制系统的要求,因此需要添加一个I/O扩展单元CPM1A-8ED。
1.3.2 工业触摸屏的选型
工业触摸屏是一种可以取代传统的控制面板和键盘的智能操作显示器,它能够实现参数设置、数据显示、自动化控制过程模拟等功能。在工业控制系统中,它不仅可以延伸可编程控制器的部分功能,还可以减少开关、按钮、仪表的使用数量,从而使系统结构简化,操作变得更加便捷。从工作原理上可以将触摸屏分为五类,分别是电阻式触摸屏、电容式触摸屏、红外线式触摸屏、表面声波式触摸屏、遥控立杆式触摸屏。
结合本作业中的码垛机器人控制需要,选用欧姆龙NB7W-TW00B型触摸屏作为人机交互设备,如图4.3所示。
该型号的触摸屏主要功能特色有:
(1)兼容性好。支持串行、USB、Ethernet等多种连接功能,可以和PLC、变频器、打印机等进行连接。
(2)功能丰富。具有强大的功能模块,能够对控制系统进行状态检测、参数设置、报警显示、生成报表等功能。
(3)离线模拟功能。可以在研发初期通过离线仿真功能较早发现程序的问题,减少研发时间。
(4)易学易用。NB系列触摸屏操作简单,对于新用户,对编程软件稍加了解即可轻松灵活地使用。

图4.3欧姆龙NB7W-TW00B型触摸屏
1.3.3 传感器的选型
传感器是信息系统的源头,选用合适的传感器能在一定程度上提高控制系统的特性和性能指标。本课题中使用的传感器主要有磁性开关、接近开关、光电开光等。
磁性开关是一种利用磁场信号来控制线路通断的开关器件。常见的类型为有接点干簧管型(两线式)和无接点晶体型(三线式)。磁性开关的主要特点有体积较小、安装方便、经济性好。
接近开关是一种开关量输出的位置传感器,主要分为电感式和电容式两种。电感式接近开关内部主要有LC高频振荡器、信号触发器、开关放大器等元器件。振荡器负责产生高频磁场,当有金属物体接近时,就会在物体内部形成涡流,使震荡信号衰减,从而使信号触发器产生开关电信号。这种开关信号具有反应灵敏、检测距离长等优点,但是被检测的物体只能是金属。电容式接近开关的测距端是电容器的一个极板,被检测物体作为电容的另外一个极板。当检测物体接近开关测量头时,电容发生变化,从而控制电路状态的通断。这种传感器测量距离相对较短,但可以用于检测非金属物体。
光电开关在使用时需要发射一束光信号,利用被检测物体对光束的遮挡或反射,进而转化成电信号来判断被检测物体的有无的。按照检测方式可以将光电开关分为三种,即漫反射式光电开关、镜面反射式光电开关、对射式光电开关。漫反射式光电开关集发射器和接收器于一体,当被检测物体反射足够强的光信号到接收器时,光电开关就产生了开关信号;镜面反射式光电开关发射的光信号经反射镜反射回接收器,当被检测物体阻断光信号时,便触发开关信号的产生;对射式光电开关的光信号发射器和接收器分离,发射器发出的光信号直接被接收器接收,当被检测物体阻断接受时,触发开关信号。一般情况下,工业中需要检测非透明物体时,使用对射光点开光最为可靠。
基于以上描述以及本课题中码垛机器人的特点,选用的磁性开关为亚德客CS1-M型磁性开关;接近开关为欧姆龙E2B非屏蔽型接近开关;光电开关选择中国沪工集团E3F1-3DN1.3L型传感器,检测距离3m。如图4.4、4.5、4.6所示。

图4.4亚德客cs1-m型磁性开关

图4.5欧姆龙E2B非屏蔽型接近开关

图4.6中国沪工集团E3F-5DY1-5LY型传感器
1.4 硬件的接线与通讯
1.4.1 可编程控制器的I/O分配与接线
主控制器用到的输入输出点个数在上一节中已经介绍,其线路连接及I/O分配情况如图4.8所示。
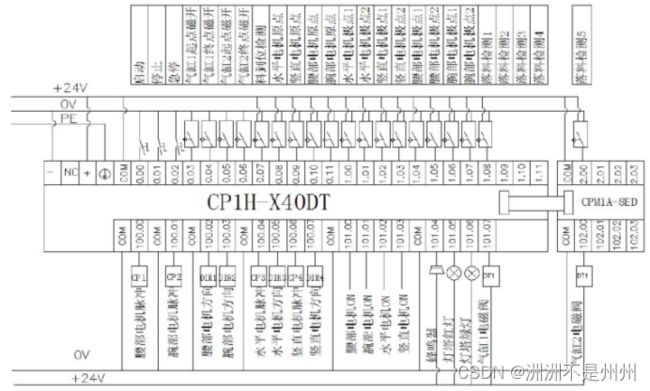
图4.8主控制器I/O分配与接线
从图中可以看出,可编程控制器采用直流24V电源供电。在可编程控制器输入端部分,磁性开关为二线制,其中蓝色线接0V,棕色线连接PLC输入端;控制系统中所使用的接近开关以及光电开关均为三线制,蓝色线与电源0V相连,棕色线与电源24V相连,黑色线接可编程控制器输入端。在控制器输出端部分,有四组高速脉冲输出口分别与四个伺服电机驱动器相连,四个数字量输出分别控制伺服电机的使能。蜂鸣器、灯塔指示灯、电磁阀都是两线制,一端与电源24V相连,另一端与PLC的输出端相连。
1.4.2 伺服电机驱动器的接线
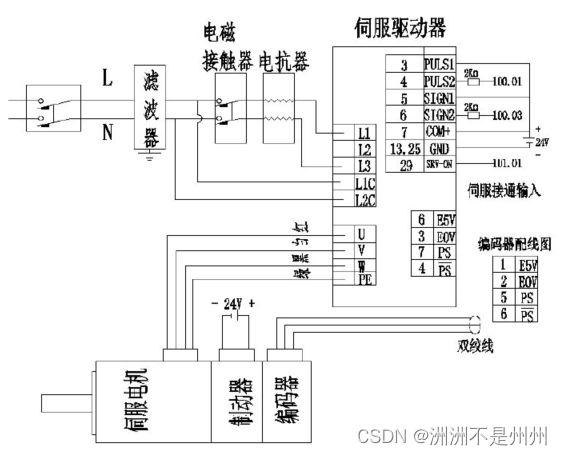
图4.9伺服电机位置控制模式接线图
通过查阅松下伺服电机驱动器使用手册,选择出与本课题中选用伺服电机相匹配的驱动器型号为MADHT1507A型和MDDHT5540型,其中MADHT1507A型驱动器为单相供电,MDDHT5540型驱动器为三相供电,两种型号伺服电机均采用位置控制模式。如图4.9为腕部伺服电机驱动器的接线方式。
1.4.3 触摸屏与PLC的通讯
NB系列触摸屏与主机的通讯方式主要有三种,即RS232C、RS485、RS422A。其中,RS232C为现在主流的串行通信接口之一,广泛用于计算机串行接口外设连接。由于存在共地噪声和不能抑制共模干扰等问题,RS232C只能用于15m以内的点对点通信。
RS485采用差分信号负逻辑,一般用两线制的接线方式,通信最大距离为500m,但是RS485只能半双工工作,接收和发送信号不能同时进行。RS422A为四线制,拥有单独的接收和发送通道,适用于点对多的全双工通信。
结合以上分析,本课题中触摸屏与PLC的通讯采用RS232C接口,这种通信接口的连接方式如图4.10。

图4.10 RS-232C接口连线图

图4.11触摸屏串口通信参数设置
此外,为了保证通信成功,控制器和触摸屏串口通信的波特率、校验位、数据位、停止位必须一致。在本课题中,波特率设置为9600,偶校验,数据位为7,停止位为2。如图4.11所示为触摸屏的串口参数设置。
第二章 控制系统软件设计
2.1 可编程控制器软件设计
2.1.1 PLC编程环境CX-Programmer简介
CX-Programmer是欧姆龙公司开发的FA集成工具包CX-one中的一款软件,主要用来对欧姆龙PLC进行编程以及设备配置进行维护。CX-Programmer能够在Windows环境下运行,并可通过串行通信端口实现计算机与PLC的通信。CX-Programmer的特点主要有:
(1)支持梯形图、语句表、功能块和结构文本编程。支持多语言编程,很大程度上降低了用户编程的难度,提高了编程效率。
(2)CX-Programmer提供了在线监控功能,可以在线对PLC进行各种监控操作。例如,对开关量进行置位、复位,修改定时器、计数器的设定值等都可以在程序运行过程中进行在线修改。
(3)可对PLC程序进行加密处理。CX-Programmer可以对CS1\CJ1\CP1H等型号PLC程序进行加密,密码为8位字母或数字。
(4)程序可以分割显示来监控多个位置。在CX-Programmer中,可以将屏幕分成四块,分别显示程序的多个区域,实现高效率的监控。
(5)CX-Programmer在单个工程下支持多个PLC,一台计算机可以与多个PLC进行在线连接,实现一人同时编写、调试多个程序,也可以多个人同时编写、调试一个程序。
2.1.2 码垛机器人连续运行程序设计
根据码垛机器人的实际工作要求,当机器人处于连续运行状态时其基本动作可分解为:取料-抓料-手爪提升-送料-手爪下降-放料-手爪提升-退回-下一循环。连续运行程序流程如图5.2。

图5.2 码垛机器人连续运行程序流程图
连续运动程序是可编程控制器各个子程序中最重要的部分,机器人在该程序的驱动下循环往复地进行码垛作业。机器人在连续运行模式下的位移、速度、加速度都是按照示教子程序以及人机界面参数设置部分所预设的参数运行。此外,为保证机器人运行的安全,在程序设计中,使连续运行程序与单动及示教程序、原点搜索程序以及参数设置界面形成互锁,充分排除机器人运行时由于操作人员误操作带来的干扰。
2.1.3 码垛机器人原点搜索程序设计
码垛机器人在进入连续运动模式以及位置示教模式前,都需要进行原点搜索。原点搜索的目标是使水平、竖直、腰部、腕部伺服电机都达到原点。这一功能的实现需要借助分布在各个关节的接近传感器来完成。原点搜索程序的流程如图5.4所示。

图5.4 码垛机器人原点搜索程序流程图
因为在原点搜索过程中各轴会到达极限位置,为了避免在此过程中出现意外,需要各轴单独依次进行原点搜索操作。
2.1.4 码垛机器人报警处理程序设计
报警处理程序的设计是实现机器人在出现非正常工作的情况时发出警报,提示相关操作人员对系统进行检测与维护。
本课题中码垛机器人控制系统产生的报警信号主要有气缸卡住报警、货物掉落报警、电机极限报警、机器人非原点启动报警等四类。在连续运行模式下,任意报警信号的产生都会使机器人立即停机,并触发触摸屏界面跳转以及蜂鸣器响应。码垛机器人报警处理程序流程如图5.5所示。
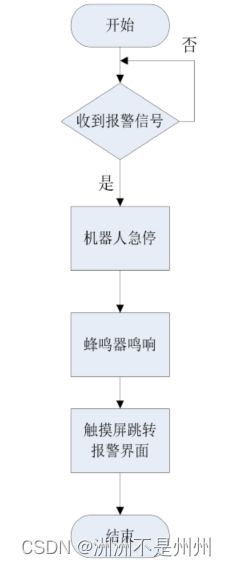
图5.5码垛机器人报警处理程序流程图