线切割数控系统 CAM 功能开发
在第三章我们完成了 Windows CE 系统的的内核定制与软件移植,本实验室开
发的 CAWEP 软件实现了从图形绘制、编辑到运动仿真、代码输出等功能,并未真
正意义上实现线切割机床的控制,本章我们在已有软件的基础上,进行研究与开发,
完善现有软件的 CAM 模块,软硬结合实现线切割机床的控制。
4.1 线切割 CAM 功能介绍
本文在完成了现有 Windows CE 的开发环境搭建与现有软件的移植,现有软件
完成了 CAD/CAM 功能,要想实现线切割机床的智能与自动控制,我们必须从软件
与硬件两个层面分别实现 CAM 功能。 CAM 功能是指利用计算机辅助完成,从生产
准备到产品制造整个过程的一系列活动,利用计算机将制造过程与生产设备相联系,
进行制造过程的计划、管理以及对生产设备的控制与操作的运行,其软件控制系统
中需要完成数据转换的功能,硬件部分与床身运动模块结合到一起完成机床运动控
制的功能 [44] 。
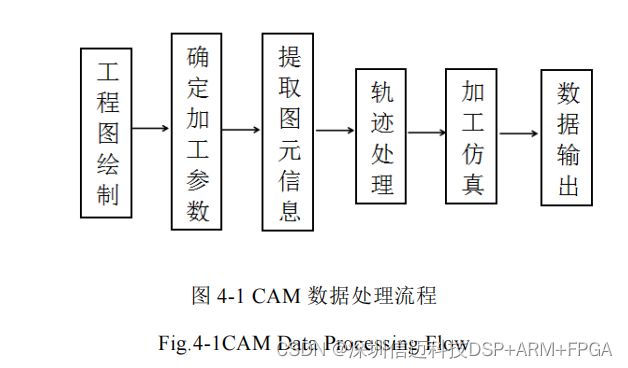
线切割机床的 CAM 功能是嵌入式数控系统最重要的一部分。从软件层面描述,
其是在工程图绘制、编辑完成的基础上,进行参数设置、轨迹生成、代码输出和加
工仿真四步操作,将工程图进行图元编辑、轨迹偏移,插补运算运算之后,将图元
信息转化为数控代码,是软件系统实现自动编程的关键。 CAM 流程如图 4-1 所示。
在第二章本文详细分析了各个硬件模块,要从硬件层面实现 CAM 功能,既要完
成机床工作台、走丝系统、工作液系统、电源系统这四个硬件模块的控制,其中走
丝、工作液、电源系统的相关控制,都可以交予变频器完成,剩余最重要的部分就
是工作台的控制。工作台控制关键是让步进电机拖动工作台运动,完成与电极丝的
相对运动,运动轨迹既是设计的外形轮廓。
对于工作台的控制,在已有 CAM 模块的基础上,添加新的功能窗口,与已有的
运动控制器其相结合,在厂家提供的库与部分代码的基础上,进行二次开发,实现
对运动控制器的控制,使其将软件生成的加工信息,转化成步进驱动去所需要的脉
冲信号与方向信号,并将信号输出,完成步进电机的运动控制。工作台控制的实现,
是软硬结合的开发过程,是机床实现运动控制的关键,嵌入式端运动控制功能的实
现过程,本章第三节将详细介绍运动控制实现的过程。
4.2 Windows CE 电火花嵌入式数控系统功能分析
所谓的嵌入式数控系统,其实质是将通用数控系统的功能,以嵌入式的方式实
现,其应具备可实现从产品设计到生产转化一体的功能,系统本身又要满足嵌入式
可定制的特点。而功能实现的关键是在硬件满足要求的前提下,将两者的优势相结
合,作为开发者,我们需要从基础层面去分析与掌握两者的异同点。
数控系统是专用的计算机数字控制系统的简称,它是采用计算机实现数字程序
控制的技术,这种技术是利用计算机的执行运算能力,将控制程序转化为运动件的
运动轨迹,和对外设的操作时序逻辑控制功能。操作指令的存贮、运算、逻辑判断
等各种控制机能均由计算机芯片与搭载的软件完成,配置对应接口电路,将生成的
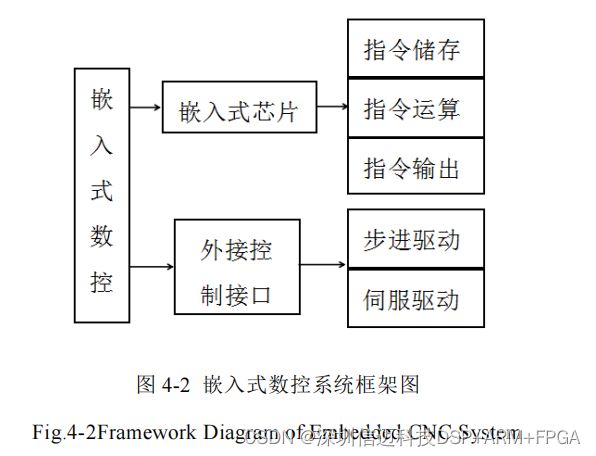
指令传送给执行元件带动设备运行,从而实现数控设备动作的控制 [45] 。嵌入式系统
装置由嵌入式芯片(计算机系统)和外接控制接口组成,芯片运行的控制系统是整
个嵌入式系统的核心,外接接口连接被控对象,使得被控对象可以接受芯片发出的
控制指令,完成相应的的运动操作或规定任务。嵌入式数控系统结构框架如图 4-2
所示。
由以上可知,电火花线切割嵌入式数控系统,要将整个电火花加工过程模,拟
到软件系统中,从图形绘制、编辑,电加工参数设置仿真,最后输出可直接用于加
工指令,并将指令通过外接电路传输到硬件驱动设备上,完成加工运动,实现生产
过程的智能化与自动化。本文使用移植的软件系统,实现了软件层面的大部分功能,
要想使得嵌入式数控功能的运动控制功能的实现,其核心将软件层面的代码信息转
化成相应的电信号,并能驱动电机运动,完成轨迹控制。
本文使用实验室自行开发与移植的 Windows CE 嵌入式端的电火花线切割作为
主控软件,可以贴合实际控制要求,完成软件端的全部设计开发。本章实现线切割
机床工作台的运动控制的嵌入式控制功能,从线切割实际加工需要出发,综合考虑
软硬件的优缺点,实现良好的控制效果。
4.3 线切割 CAM 功能研发与实现
针对工业应用系统的软件设计,最重要的因素是运行稳定与运行效率高, MFC
契合工控系统的要求,基于 Windows CE 操作系统 CAWEP 软件的后续开发,本文
是在 Visual Studio 2005 中搭建 Windows CE 的开发环境,在原软件移植的基础上,
使用 MFC 基础类库,用 C/C++ 进行编写与开发应用程序框架,完成线切割系统的
CAM 功能模块。
4.3.1 机床运动控制分类分析
随着电子系统的功能愈发强大、完备,软硬件协同开发设计技术,越来越受到

人们的重视,逐渐常态化,其在系统目标要求的指导下,综合分析系统软硬件功能
及现有资源,充分发挥两者的优点,使其达到最佳的状态。要想设计工作台的运动
控制系统,必须了解清楚机床工作台需要完成哪些运动,以及这些运动控制的实质。
笔者将线切割床身的运动大致归纳为以下种类:
1)回零与限位,回零与限位运动都是工作台的保护、定位运动,可以通过设
置机械原点与限位开关的方式,完成这两种运动,一般机床床身都有这两种装置,
要实现该种运动的控制,就需将原点与限位信号给到软件主控系统。
2 )机床工作台运动可分为定长、定点、定速等运动模式,实现方式有点动方
式与连续运动的方式,这些运动模式一般用于机床的测试,其实质是对步进电机控
制的测试,要完成这些运动的控制,驱动层需要有良好的驱动代码储备。
3 )机床工作台启停、加减速及切割运动,这三类运动是线切割机床运动控制
的重难点,加工过程中,机床工作台启停,加减速与电极丝相对运动的切割运动,
这些因素直接决定加工的质量。这些运动的完成,既是控制步进电机的启停、换向、
加减速以及插补运动。
4.3.2 线切割软件 CAM 功能实现
在 VS2005 中使用 PB6.0 插件搭建好 Windows CE 的开发环境后,新建一个名为
CAWEP 的新项目,选 VC++ 智能设备中的中的 MFC 智能设备应用程序后,会弹出
程序向导,在选择程序运行库函数平台 SDK 与程序类型后,在解决方案管理器中可
以看到 CAWEP 项目,将现有的头文件,源文件,资源文件都复制到新建 CAWEP
项目中,修改部分 Windows CE 不兼容的函数后,之后可在 VS2005 中生成移植的
软件,在菜单栏生成项目,即可生成文件。
生成结果成功后,可在 release 文件夹下,找到可执行的 CAWEP.EXE 文件,可
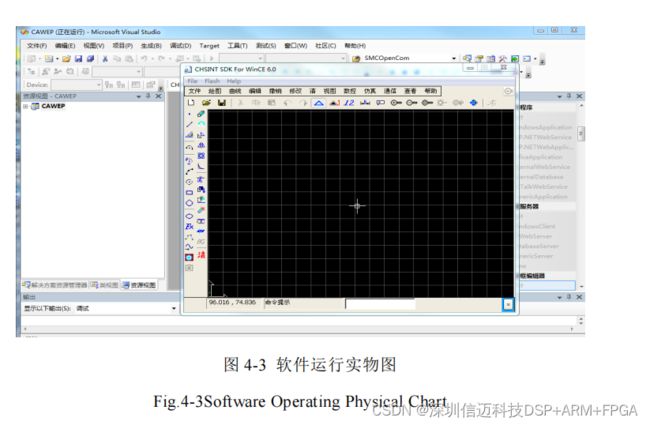
将 CAWEP.EXE 文件烧写到运行 Windows CE 的开发板中运行。本文在搭建开发环
境是安装了 CE 模拟器,只需将生成 CAWEP.EXE 文件部署到模拟器中,部署完毕
之后,在菜单栏调试选项中,完成调试成功执行,就可以得到软件运行的实况模拟,
在软件开发过程中时,使用模拟器模拟软件在硬件中的运行,是最好的调试与优化
软件的方式,软件运行如图 4-3 所示。
在移植完成之后,对 CAM 功能进行开发之前,需要对 CAWEP 程序结构深入
了解,并结合 VS2005 集成开发功能进行软件 CAM 功能的研发。熟练学习掌握
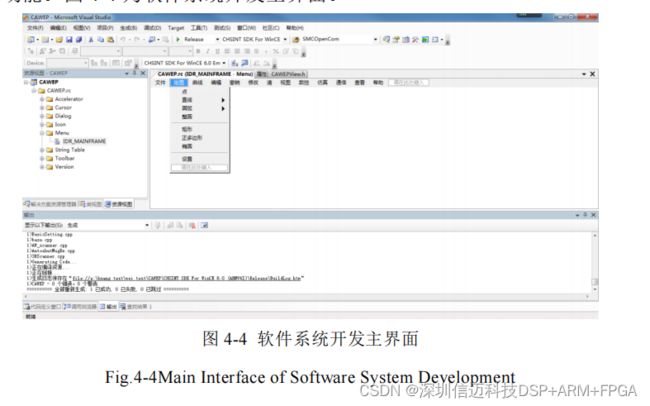
VS2005 的使用方法,以及良好的 C/C++ 语言知识,可帮助加快开发的进度。在资源
视图中的 CAWEP.rc 文件夹下归类整理了 CAWEP 的各类资源: Dialog 文件夹其中
包含了已有所有的对话框,可以查看各类定义与修改按钮功能,我们新添加的控制
模块对话框,也在该文件夹下建立,可通过对应的对话框按钮,在源 文件中 找到相
应的对话框定义,编辑开发代码; Menu 文件夹下是软件的主界面设计,及相关的
预留接口,在软件主界面的预留接口下,嵌入所设计开发的模块,并完成定义,即
可添加功能。图 4-4 为软件系统开发主界面。
在 VS2005 下的 Win CE6.0 开发环境中,添加新的 CAM 功能的流程是:先在
Menu 主界面下,找到对应接口并为接口命名,新建接口后完成相关的设置与定义,
会生成新的类库与 MFC 框架,统一命名新生成函数的 IDD ,在后续开发中,方便
修改源码,更新与调试软件功能。在 Dialog 文件夹下可找到在新建的 MFC 框架,
此时通过工具箱工具,设计想要的控制界面,双击控制组件可在源文件夹与头文件
夹下生成对应的程序源码框,我们只需在源文件与头文件中针对不同的功能按钮进
行开发即可。
上一节我们分析了机床运动类型控制的需求,对于回零与限位的控制,机床床
身一般有限位开关与零点定位的传感器,只需将接入对应的硬件接口,即可完成对
应的控制。定长、定点、定速等运动模式,都是控制机床 X 轴与 Y 轴以不同的方式
运动距离,属于运动控制的检验与调试阶段,完成这些运动功能,是实现连续自动
运动控制的首要一步,我们将测试功能作为一个独立界面,加到原有软件中,实现
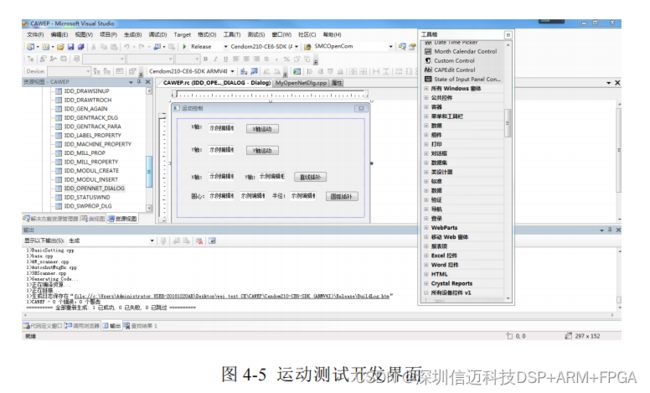
该部分的功能,称之为运动测试。
在主界面的 Menu 选项中,我们新建了一个名为打开连接的名为打开连接连接
的按钮,并将生成的源文件命名为 MyOpenNet.cpp ,建立了对应的 MFC 框架,新
建 MFC 框架中每个按钮都在 MyOpenNet.cpp 中有定义,完成对应的功能开发即可。
针对测试功能界面,设计了如图 4-5 所示的控制界面,可在图示的输入窗口输入相
关参数,完成运动功能的检测,本窗口界面实现了运动控制器连接, X-Y 运动检测
及直线与圆弧插补运动检测的功能。
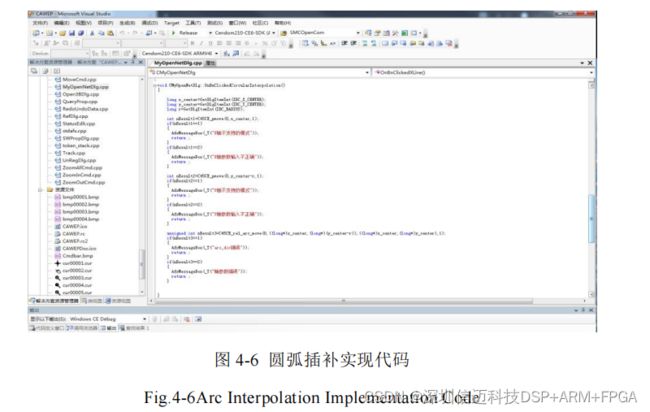
完成界面设计后,即可在对应源码文件下进行开发,将运动控制器支持的库文
件,加载到 CAWEP 开发环境中中,即可使用库中所提供的 API 进行对应功能的开
发。在加载库的过程中,路径的配置对应用程序软件的生成有一定的影响,在完成
配置之后,即可开始对应功能的代码开发。指定两轴作相对位置圆弧插补函数
C45CE_rel_arc_move(u16 *axis,long*rel_pos,long *rel_cen, u16 arc_dir); ,编写入口参
数即可完成指定两轴的圆弧插补,功能实现源码如下图 4-6 所示。
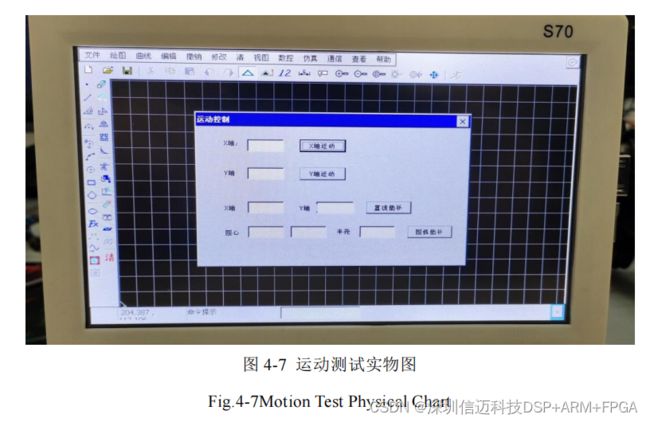
运动控制器的函数库提供了常见运动功能的函数调用命令,我们选择调用 X-Y
轴的运动控制函数,直线圆弧插补函数,源码编译完成之后,点击生成按钮,即可
生成可执行的 EXE 文件。在生成过程中,如果运动控制器的函数库是通过路径调用,
最后执行的时候,要将 EXE 文件与函数库的 DLL 文件放在一个文件夹下,如果是
将库文件加载到源文件中,生成的 EXE 文件即可执行,将生成的可执行文件加载到
运行 Windows CE 系统的开发板中的实况如图 4-7 所示。
在完成运动检测模块的开发,对其进行验证之后,我们进一步完成线切割运动
控制模块的开发。与运动侧测试不同,运动控制需要连续自动的运动,而不是点控
的运动,开发该模块功能,我们需要了解软件的数据储存的原理及运动原理。步进
电机接收到一个命令就运动一个固定的位移,所以想从软件内部实现真正的 CAM
功能,需要在完成工程图相关处理之后,将储存工程图信息的数据,给到运动控制
函数,使得每一个对应的位置数据可以得到一个对应的运动。
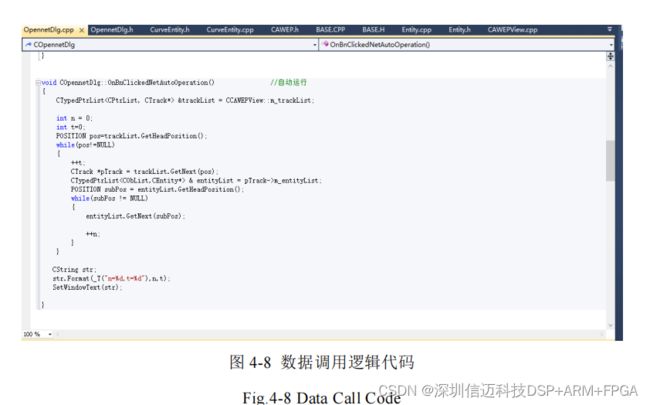
软件在用户绘制、编辑完工程图纸之后,完成相关的设置,工程图的信息以圆
弧或者线段的形态存在,并与其位置信息一同存储在 CTypedPtrlist 类中,我们需要
使用的所有数据都在该类中。 m_tracklist 是定义的一个全局变量链表,用来储存当
前需要调用的数据信息,我们定义函数先找到数据链表的头位置,然后使用循环判
断内部数据的类型(直线或是圆弧)和数据的数量(加工轨迹的条数),将最后判
断的数据类型传递给硬件调用函数,即可完成数据的连续导入,从而完成运动的连
续控制。图 4-8 为数据调用实现的部分代码。
将工程图纸生成的数据信息,连续且完整的调用给运动控制函数,使得运动可
以连续完成,是实现自动化控制最关键的一步。本控制软件的功能实现,在硬件功
能指引下,软硬结合开发出适宜于线切割机床的运动控制功能,从软件内部完成数
据传,达到了从数据生成到加工运动的一体化,真正意义上是实现了电火花线切割
机床的 CAM 功能。完成 CAM 功能代码的初步编辑之后,将生成的可执行文件烧
写到控制主板下,控制系统在嵌入式平台上运行如图 4-9 所示。
4.4 本章小 结
本章完成了电火花线切割机床的 CAM 功能,实现了工作台运动控制的自动化。
我们软硬结合的角度出发,分析了先要完成真正意义上线切割自动化的功能需求;
分析了软件层面需要实现的功能,及运动控制类型的分类;介绍了软件开发开发工
具及开发流程;最后在硬件控制的需求下,完成了软件的开发,实现了线切割机床
运动测试与运动控制,基本满足了自动化控制的需求。