SunTorque智能扭矩——拧紧控制方法
智能扭矩系统-智能拧紧系统-扭矩自动控制系统-SunTorque
拧紧策略的制定是螺栓拧紧过程中的重要环节,通过对拧紧的不同阶段,设计不同的监控策略,对拧紧质量风险进行有效的系统性防错,从而降低拧紧过程中的质量风险,提高产品质量和装配效率。
提高拧紧质量的重要因素:使用正确的工具、在正确的拧紧位置、用正确的拧紧策略,
确保每颗螺钉都正确拧紧扭矩和角度的关系在策略制定的过程中,绕不开扭矩和角度的设计,一般通过智能拧紧工具采集记录扭矩和角度数据,进行过程监测,而在合格的拧紧过程中,扭矩和角度的关系通常会呈现出线性规律走势。

从认帽,到旋入贴合后,到最终拧紧的过程中,螺栓头部与工件开始贴合后,便进入弹性变形区,持续提供夹紧力,以达到目标扭矩值,在此弹性变形阶段,扭矩大小和旋入的角度是呈线性比例,直至过屈服点后,会进入塑性变形区,若继续拧紧则会出现断裂的情况。
多种拧紧控制方法
针对不同等级的螺栓通常采用不同的拧紧策略,常见的拧紧策略有扭矩控制、扭矩控制+角度监测、角度控制+扭矩监测、夹紧扭矩控制、屈服点控制等,而不同策略之间的拧紧原理、拧紧质量、精度等也都不一样。
01扭矩控制
扭矩控制的应用较为常见,通常应用于C类螺栓的拧紧,简单易操作,只需设定一个扭矩目标数值,然后通过工具拧紧即可。

特点:成本低,可选择的工具类型多(智能拧紧工具可NG提示),但拧紧精度较低,不能防错,螺栓利用率低(50-60%) 。仅采用扭矩控制后,我们会发现目标扭矩合格了,但依旧会出现各种各样的异常故障,因此在保证扭矩合格的基础上,也要求角度在合格范围内。
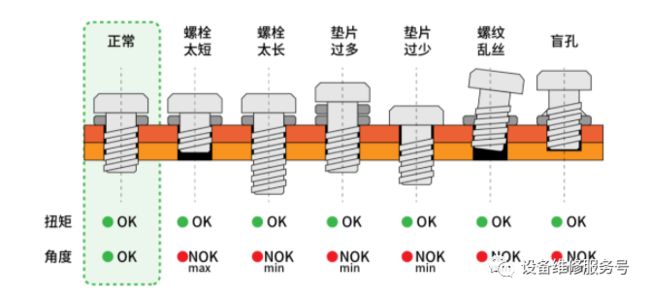
02扭矩控制+角度监测
这个策略本质上还是对扭矩的控制,但在扭矩基础上加上对角度的监控,便于监控过程中出现错牙、滑牙等不合格情况。

特点:无法克服不同摩擦系数对夹紧力的影响,最终夹紧力波动较大,但能识别拧紧过程中的异常情况。
03角度控制+扭矩监测
角度控制+扭矩监测通常也称为转角法,一般先将螺钉拧至起始扭矩,通常为目标扭矩的40-60%,再从此点开始拧一个规定的转角即可。
这种策略是将螺栓在弹性区域充分拉长,所需的轴向夹紧力由转角产生,从而摩擦阻力对夹紧力的影响也不复存在,进而达到精确控制夹紧力的目的。
特点:转角法可以有效提高拧紧精度,提高螺栓的利用率,但需要全程监控拧紧过程中的扭矩和角度,对拧紧工具的要求比较高,可以通过智能拧紧工具来完成。
若起始扭矩过小,转角控制开始时,接触面仍未贴合,会出现夹紧力和转角并不是严格的正比例关系,使得最终夹紧力发生较大偏差;若起始扭矩过大,会导致扭矩控制阶段的比例增大,即摩擦因素带来的误差变大,也会影响最终的夹紧力。
04夹紧扭矩控制
夹紧扭矩控制是结合了扭矩斜率和扭矩控制或角度控制策略的一种综合拧紧策略,通过扭矩斜率的变化找到螺栓拧紧时的落座点,然后再叠加需要的扭矩或角度即可,可以保证夹紧力得到很好的控制。

特点:适用于自攻钉及小螺钉的应用,而且在应用前需要采集尽量多的样本,在此基础上设定合理的扭矩斜率和叠加的扭矩或角度。
05屈服点控制
屈服点控制法属于高阶策略,通常应用于A类螺栓的拧紧,将螺栓拧紧至屈服点后,便停止拧紧。主要是利用了材料从弹性变形区向塑性变形区过渡时的扭矩斜率变化特征,来找寻拧紧屈服点,在整个拧紧过程中,需要一直计算扭矩斜率,把弹性变形区的扭矩斜率作为参考斜率,进入塑性变形区后,当斜率低于参考斜率的一半,即到达屈服点,停止拧紧,同时扭矩、角度、扭矩斜率都在参数设定范围内,即拧紧合格,反之会出现NG报警。

特点:不受扭矩法的摩擦系数和转角法的转角起始点的影响,且拧紧精度较高,材料利用率高达100%,但对工况要求高,必须保证螺栓一致性和贴合面的质量。拧紧是一个复杂的过程,过高的夹紧力会导致螺栓产生严重的塑性变形,从而导致断裂,不足的夹紧力会引起连接件松动,影响设备正常运行。因此对夹紧力的控制是策略选择制定的目标,且针对不同等级的螺栓类型可以选择不同的拧紧策略,确保最终拧紧质量符合要求。
文章来源于网络