minitab学习系列(1)--二项式分布过程能力分析
系列文章目录
文章目录
- 系列文章目录
- 前言
- 一、操作步骤
- 二、主要结果
- 三、所有统计量和图形
- 四、选择特殊原因检验
- 五、minitab说明书解释参考
- 六、数据注意事项
- 总结
前言
使用二项式分布过程能力分析确定缺陷品百分比是否符合客户的要求。当每个产品项都划分为两个类别中的一类(例如通过或未通过)时使用。使用此分析,可以执行以下操作:
- 确定过程是否受控制。
- 估计每个样本的缺陷品百分比,以及所有样本的缺陷品百分比(缺陷百分比)。
- 评估缺陷百分比是否稳定。
例如,某厂家分析良率是否满足客户要求的97.5%。
一、操作步骤
- 打开软件,打开样本数据;

- 选择统计>质量工具>能力分析>二项;

- 在缺陷数中,输入报废数,在样本数量下,选择实际样本量(即检验数),单击确认;
历史P值可选择预估的值,如果您知道总体分布中缺陷品的比率,或者如果您已从过去的数据中获得了过程估计值,请输入一个介于 0 到 1 之间的值以显示缺陷品历史比率。例如,如果缺陷品历史比率为 2.5%,则输入 0.025。如果不输入历史比率,Minitab 将从您的样本数据中估计比率,并使用估计值来计算过程能力。

- 得到二项过程能力报告;

- 要求缺陷为2.5%,现在缺陷为2.4%,PPM为24030;但是由于不满足二项分布原则,且样本选取不合适存在变异,因此结果不准确;
二、主要结果
- 步骤 1:确定您的过程是否稳定
- 步骤 2:确定数据是否服从二项分布
- 步骤 3:评估缺陷单元的百分比
步骤一:
在评估过程的能力之前,确定过程是否稳定。如果过程不稳定,则估计的过程能力可能不可靠。
可使用 P 控制图在视觉上监视缺陷百分比,以及确定缺陷百分比是否稳定并受控制。
红点表示至少未通过一个特殊原因检验且不受控制的子组。失控点表示过程可能不稳定,并且能力分析的结果可能不可靠。您应该在分析过程能力之前确定点失控的原因并消除特殊原因变异。
在此上面P 控制图中,一部分点随机变化,且在控制限之内。未显示出任何趋势或模式。但是,也有部分缺陷单位比率不受控制。在评估过程能力之前,需调查和消除可能于当日导致异常高的缺陷率的任何特殊原因。
步骤二:
在评估过程的能力之前,确定它是否服从二项分布。如果数据不服从二项分布,则估计的过程能力可能不可靠。Minitab 所显示的用于评估数据分布情况的图形取决于子组大小是否相同。
子组大小相同
如果所有子组大小相同,Minitab 会显示二项图。
检查此图以确定绘制点是否大致遵循一条直线分布。如果不是,那么“数据是从二项分布采样的”这一假定可能是错误的。
二项分布
在此图中,数据点紧密地分布在这条线的周围。您可以假设数据服从二项分布。

非二项分布
在此图中,数据点不沿右上部附近的线分布。这些数据不服从二项分布,并且无法使用二项能力分析对其进行可靠评估。
子组大小不同
如果子组大小不同,Minitab 会显示缺陷率图。
检查此图以查看缺陷品百分比是否在整个样本数量中随机分布,或是否存在一种模式。如果数据随机分布在中心线周围,则可以推断数据服从二项分布。
二项分布
在此图中,点随机分布在中心线周围。您可以假设数据服从二项分布。因此,可使用二项能力分析评估数据。

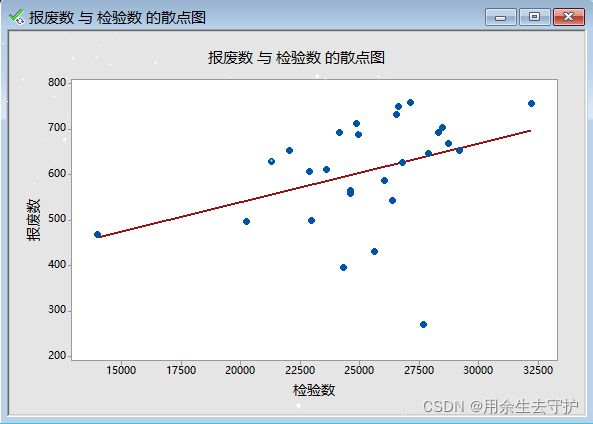
非二项分布
在此图中,模式不是随机的。此结果表明在样本数量和缺陷百分比之间存在相关性。因此,这些数据不服从二项分布,并且无法使用二项能力分析对其进行可靠评估。

步骤三:
检查缺陷百分比估计值和置信区间
使用样本数据的缺陷百分比均值来估计过程的缺陷百分比均值。使用置信区间作为估计值的误差容限。
置信区间提供了一系列您过程中缺陷百分比实际值的可能值(如果您能够收集和分析其生成的所有项)。在置信水平为 95% 的情况下,您可以 95% 地确信过程的实际缺陷百分比包含在置信区间内。也就是说,如果从过程中收集 100 个随机样本,可以期望约 95 个样本生成含有缺陷百分比实际值的区间。
置信区间有助于评估样本估计值的实际意义。如果您有一个基于过程知识或行业标准的最大允许缺陷百分比值,则将置信上限与该值进行比较。如果置信上限小于最大允许缺陷百分比值,则您可以确信过程符合规格,即使考虑到将影响估计值的随机抽样变异也是如此。

主要结果:缺陷百分比,CI
二项能力分析的结果包括汇总统计表,其位于输出内容中间偏下部分。在此模拟的汇总统计表中,目标值 (0.50%) 表示过程的最大允许缺陷百分比。缺陷百分比估计值为 0.39%,其低于最大允许缺陷百分比值。但是,缺陷百分比的置信区间上限是 0.60%,其超出了最大允许值。因此,您无法 95% 地确信此过程有能力。您可能需要使用更大的样本数量或者减少过程变异,以获得针对缺陷百分比估计值的更窄置信区间。
确定您是否具有足够数据以进行可靠的估计
可使用累积百分比缺陷图确定是否具有足够样本,从而能够获得百分比缺陷的稳定估计值。
检查按时间排序的缺陷品百分比,以查看当收集更多样本时估计值如何变化。理想情况下,缺陷品百分比在几个样本后稳定,由沿缺陷品均值线的变平绘制点显示。
样本足够
在此图中,缺陷百分比沿缺陷百分比均值线稳定地分布。因此,此能力研究包含了足够样本来稳定、可靠地估计缺陷百分比均值。
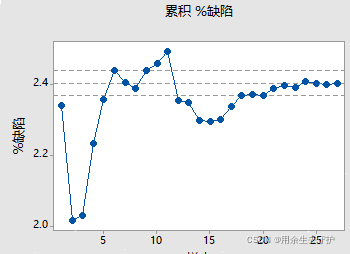
样本不够
在此图中,缺陷百分比不稳定。因此,此能力研究未包含足够的样本来可靠地估计缺陷百分比均值。

三、所有统计量和图形
P 控制图
P 控制图绘制每个子组的不合格单元(也称缺陷品)的比率。中心线是所有子组缺陷品平均比率。控制限(设定为位于中心线上方和下方 3 个标准差的距离)显示子组比率中的预期变异量。

此 P 控制图显示,平均而言,任一天的产品缺陷率为 8%。第 19 天的缺陷产品比率失控,因为其对应的值不在预期变异限制范围内。
解释
可使用 P 控制图在视觉上监视缺陷百分比,以及确定缺陷百分比是否稳定并受控制。
红点表示至少未通过一个特殊原因检验且不受控制的子组。失控点表示过程可能不稳定,并且能力分析的结果可能不可靠。您应该在分析过程能力之前确定点失控的原因并消除特殊原因变异。
特殊原因检验
特殊原因检验评估每个控制图上的标绘点是否随机分布在控制限制之内。
解释
使用特殊原因检验,可以确定需要调查的观测值和您数据中的具体模式和趋势。每项检验特殊原因检验将检测您数据中的具体模式或者趋势,这将揭示过程不稳定性的不同方面。
1 个点,距离中心线超过 3 个西格玛
检验 1 识别与其他子组相比异常的子组。检验 1 是公认的、用于检测失控情况的必要检验。如果对过程中的较小偏移感兴趣,您可以使用检验 2 来补充检验 1,以便创建一个敏感度更高的控制图。

连续 9 点在中心线同一侧
检验 2 会标识过程变异中的偏移。如果对过程中的较小偏移感兴趣,您可以使用检验 2 来补充检验 1,以便创建一个敏感度更高的控制图。

连续 6 点,全部递增或全部递减
检验 3 检测趋势。该检验会查找值一致增加或减少的长序列连续点。

连续 14 点上下交错
检验 4 检测系统变异。您希望过程中的变异模式随机,但是未通过检验 4 的点可能表示变异模式是可预测的。

累积缺陷百分比图
累积缺陷百分比图上的点表示每个样本的缺陷品百分比均值。这些点将按样本收集顺序显示。中间水平线代表从所有样本计算的缺陷品百分比均值。上部和下部水平线代表缺陷品百分比均值的置信区间上下限。
解释
可使用累积百分比缺陷图确定是否具有足够样本,从而能够获得百分比缺陷的稳定估计值。
检查按时间排序的缺陷品百分比,以查看当收集更多样本时估计值如何变化。理想情况下,缺陷品百分比在几个样本后稳定,由沿缺陷品均值线的变平绘制点显示。
样本足够
在此图中,缺陷百分比沿缺陷百分比均值线稳定分布。因此,该能力研究包含了足够样本来稳定、可靠地估计缺陷百分比均值。

样本不够
在此图中,缺陷百分比不稳定。因此,该能力研究未包含足够样本来可靠地估计缺陷百分比均值。

二项图
二项图显示实测的缺陷品数与预期的缺陷品数。对角线显示完全服从二项分布时数据的分布位置。如果数据显著偏离这条线,则二项能力分析可能无法提供可靠结果。
注意
当子组大小相同时,Minitab 会显示二项图。如果子组大小不同,Minitab 会显示缺陷率图。有关详细信息,请参见关于缺陷率图的部分。
解释
可使用二项分布评估数据是否服从二项分布。
检查此图以确定绘制点是否大致遵循一条直线分布。如果不是,那么“数据是从二项分布采样的”这一假定可能是错误的。
在此图中,数据点紧密地分布在这条线的周围。您可以假设数据服从二项分布。
在此图中,数据点不沿图右上部附近的线分布。这些数据不服从二项分布,并且无法使用二项能力分析对其进行可靠评估。

重要信息
如果点不遵循线分布,则二项分布可能不适用于您的数据,而且能力分析可能会无效。
缺陷率图
缺陷品比率图显示子组中缺陷品的百分比以及每个子组的大小。中心线等于有缺陷的产品的平均概率。均值的置信上下限显示在中心线的上方和下方。
注意
Minitab 会在子组大小不同时显示缺陷率图。如果子组大小是恒定的,则 Minitab 会显示二项图。有关详细信息,请参见关于二项图的部分。
解释
使用缺陷品率图验证您的数据是否为二项数据,方法是检查缺陷品概率是否在不同样本数量之间保持不变。
检查此图以查看缺陷品百分比是否在整个样本数量中随机分布,或是否存在一种模式。如果数据随机分布在中心线周围,则可以推断数据服从二项分布。
二项
在此图中,点随机分布在中心线周围。您可以假设数据服从二项分布。

非二项分布
在此图中,模式不是随机的。对于大于 1900 的样本数量,缺陷率随样本数量增加而增高。此结果表明在样本数量和缺陷百分比之间存在相关性。因此,数据不服从二项分布,并且无法使用二项能力分析对其进行可靠估计。

直方图
此直方图显示样本中缺陷品百分比的分布。这些条形显示每个区间内缺陷品百分比的频率。

解释
可使用缺陷百分比直方图评估样本中缺陷百分比值的分布。
检查缺陷品百分比的峰值和展开。峰值表示最普通的值,并接近于缺陷品百分比的中心。评估展开以了解样本中缺陷品百分比的变化程度。
将目标值的基准线与直方图的条形进行比较。如果过程有能力,则大多数或所有直方图条形应在目标值的左侧。
缺陷百分比
缺陷品百分比(%缺陷品)是样本中无法接受的产品百分比。其他产品可分类为“合格”或“良好”。
解释
可使用缺陷百分比确定您的过程是否满足客户要求。
将缺陷品百分比值与目标缺陷品百分比值进行比较,以评估过程是否满足客户要求。如果缺陷品百分比值比目标值高,应改进过程。
还应将目标值与缺陷品百分比的置信区间上限进行比较。如果置信区间上限大于目标值,您将无法确信过程的缺陷品百分比低于目标。您可能需要更大的样本数量以更有信心地确定过程达到目标。

例如,假设客户服务过程的缺陷百分比不应超过 3.5%。在汇总统计表中,缺陷百分比是 3.49%,其小于目标值。但是,缺陷百分比的置信区间上限是 3.69%,其大于目标值。虽然缺陷百分比的样本估计值低于目标值,但是您需要更大的样本数量以便更有信心地确定过程的缺陷百分比是否满足客户要求。
目标值
目标缺陷品百分比值是您愿意接受的最大缺陷品百分比值。如果不指定此目标值,Minitab 将假定目标值是缺陷率百分比 0。
解释
将缺陷品百分比值与目标缺陷品百分比值进行比较,以评估过程是否满足客户要求。如果缺陷品百分比值比目标值高,应改进过程。
还应将目标值与缺陷品百分比的置信区间上限进行比较。如果置信区间上限大于目标值,您将无法确信过程的缺陷品百分比低于目标。您可能需要更大的样本数量以更有信心地确定过程达到目标。
例如,在汇总统计表中,缺陷百分比值是 3.46%,其小于目值标 (3.50%)。但是,缺陷百分比的置信区间上限是 3.66%,其大于目标值。虽然过程似乎满足要求,但是您需要更大的样本数量以便更有信心地确定缺陷百分比值是否低于目标值。

PPM 缺陷
缺陷品百万分数(缺陷品 PPM)估计预期的缺陷品百万分数。如果您从当前过程收集 1,000,000 个产品样本,缺陷品 PPM 是样品中的缺陷品的大致数量。
解释
将 PPM 缺陷值与客户要求进行比较,以确定您的过程是否需要改进。
还应考虑 PPM 缺陷的置信区间上限。如果置信区间上限大于允许的最大值,则无法确信过程满足客户要求。您可能需要更大的样本数量以更有信心地确定过程满足客户要求。

例如,在汇总统计表中,PPM 缺陷值是 34,926。如果客户要求 PPM 缺陷值低于 35,000,则该过程符合要求。但是,置信区间上限是 36,919,其大于客户的要求值。因此,您需要更大的样本数量以便更有信心地确定过程是否可接受。
过程 Z
过程 Z 是标准正态分布 N (0, 1) 中其右侧面积等于 P 均值(过程中有缺陷品的比率)的点。
过程 Z 值 0 对应于缺陷品率 50%。

过程 Z 值 2 对应于缺陷品率 2.275%。

解释
可使用过程 Z 评估二元过程的西格玛能力。
较大的 Z 值表明过程执行得较好。理想情况下,过程 Z 值至少为 2。过程的目标值取决于您客户的缺陷品的后果。
置信区间 (CI)
置信区间是能力指数的可能值范围。置信区间由置信下限和置信上限定义。边界是通过确定样本估计值的边际误差来计算的。置信下限定义可能小于能力指数值的值。置信上限定义可能大于能力指数值的值。
Minitab 同时显示缺陷百分比、PPM 缺陷和过程 Z 的置信下限和置信上限。
解释
由于数据样本是随机的,因此从过程收集的不同样本不可能生成相同的能力指数估计值。要计算过程能力指数的实际值,您将需要分析由过程生成的所有项数据,而这是不可行的。您可以改为使用置信区间来确定能力指数值的可能范围。
在 95% 置信水平下,您可以 95% 地确信能力指数的实际值包含在置信区间内。也就是说,如果您从过程中收集 100 个随机样本,则可以预计 95 个样本生成的区间中包含能力指数的实际值。
置信区间有助于评估样本估计值的实际意义。如果可能,基于过程知识或行业标准将置信边界与基准值进行比较。
例如,某制造过程的允许最大缺陷比率是 0.50%。通过使用二项式分布过程能力分析,分析师获得缺陷百分比估计值 0.31%,这表明该过程有能力。缺陷百分比的置信区间上限为 0.48%。因此,分析师可以 95% 地确信缺陷百分比实际值不超过允许最大值,即使在考虑将会影响估值的随机抽样中变异也是如此。
四、选择特殊原因检验
选择统计>质量工具>能力分析>二项>检验;
使用特殊原因检验,可以确定需要调查的观测值和您数据中的具体模式和趋势。Minitab 提供了四种不同的特殊原因检验。请根据公司或行业标准选择其他检验。
在下拉列表中,指定是执行部分特殊原因检验、全部特殊原因检验还是不执行特殊原因检验。
1 个点,距离中心线超过 3 个西格玛
检验 1 识别与其他子组相比异常的子组。检验 1 是公认的、用于检测失控情况的必要检验。如果对过程中的较小偏移感兴趣,您可以使用检验 2 来补充检验 1,以便创建一个敏感度更高的控制图。
连续 9 点在中心线同一侧
检验 2 会标识过程变异中的偏移。如果对过程中的较小偏移感兴趣,您可以使用检验 2 来补充检验 1,以便创建一个敏感度更高的控制图。
连续 6 点,全部递增或全部递减
检验 3 检测趋势。该检验会查找值一致增加或减少的长序列连续点。
连续 14 点上下交错
检验 4 检测系统变异。您希望过程中的变异模式随机,但是未通过检验 4 的点可能表示变异模式是可预测的。
选择统计>质量工具>能力分析>二项>选项;
我们可以为过程能力报表输入自定义标题。
选择统计>质量工具>能力分析>二项>存储;
可以将分析统计量保存到工作表中,以便可以将它们用在其他分析、图形和宏中。Minitab 将选定的统计量存储在最后一个数据列后面。存储列的名称以一个数字结尾,如果您将同一个统计量存储多次,结尾的数字会递增。
有关其中任何统计量的更多详细信息,请转到所有统计量和图形。
变量名
存储用于分析的计数的列名称。Minitab 将该信息存储在 VarName1 列中。
P 的均值
存储过程中缺陷项的平均比率。Minitab 将该值存储在 AveP1 列中。
P 均值的下限
存储过程中缺陷项平均比率的置信下限。Minitab 将该值存储在 LBAveP1 列中。
P 均值的下限
存储过程中缺陷项平均比率的置信上限。Minitab 将该值存储在 UBAveP1 列中。
不良品率
存储样本中缺陷项的百分比。Minitab 将该值存储在 %Def1 列中。
不良品率的下限
存储过程中缺陷项百分比的置信下限。Minitab 将该值存储在 LB%Def1 中。
不良品率的上限
存储过程中缺陷项百分比的置信上限。Minitab 将该值存储在 UB%Def1 列中。
目标
存储过程的目标缺陷项百分比。Minitab 将该值存储在 Target1 列中。
PPM 缺陷
存储预期的每百万部件中缺陷部件的数量。Minitab 将该值存储在 PPMDef1 列中。
PPM 缺陷的下限
存储预期的每百万部件中缺陷部件数的置信下限。Minitab 将该值存储在 LBPPMDef1 列中。
PPM 缺陷的上限
存储预期的每百万部件中缺陷部件数的置信上限。Minitab 将该值存储在 UBPPMDef1 列中。
过程 Z
存储西格玛能力统计量过程 Z。Minitab 将该值存储在 ProcessZ1 列中。
过程 Z 的下限
存储西格玛能力统计量过程 Z 的置信下限。Minitab 将该值存储在 LBProcessZ1 列中。
过程 Z 的上限
存储西格玛能力统计量过程 Z 的置信上限。Minitab 将该值存储在 UBProcessZ1 列中。
五、minitab说明书解释参考

对于缺陷率图,点似乎在各种样本数量上是随机分布的,因此管理员可以假定样本数量不影响缺陷率。P 控制图和累积缺陷百分比图表明此过程的缺陷百分比相当稳定。因此,似乎可满足能力分析的假设。
在汇总统计表中,缺陷百万分比(缺陷 PPM 值)表示每一百万个来电中预期有 95,657 个未接来电(缺陷)。此 PPM 值约对应于缺陷百分比 9.57%。置信区间 (CI) 上限和下限表明管理员可以 95% 地自信过程缺陷百分比包含在区间 8.79% 和 10.39% 内。过程 Z 值 1.3 小于 2,这通常被视为能力过程所需的最低值。总的来说,这些摘要统计量表明呼叫中心不能满足规定要求。较高比例的呼叫都未被应答。管理员需要确定为何如此多的来电未接,以及如何改进过程。
六、数据注意事项
为了确保结果有效,请在收集数据、执行分析和解释结果时考虑以下准则。
数据必须为缺陷项的计数
子组中的每个项必须分类为可接受或不可接受(缺陷品)。如果数据不是缺陷品数,则无法使用二项分布来估计过程的能力。如果有针对每个项的缺陷数,请使用 Poisson 能力分析 评估每单位的缺陷数。
收集子组内数据
子组是相似项的集合,这些项是您要评估的过程的输出代表。应在相同的过程条件(如人员、设备、供应商或环境)下收集各子组的项。如果没有在相同的过程条件下收集子组中的数据,则子组中的变异可能会反映特殊原因变异,而非过程的自然、固有变异。
收集足够的子组以获取过程能力的可靠估计值
尝试收集至少 25 个子组。如果没有在足够长的一段时间内收集到充足的数据量,数据可能无法准确地代表不同的过程变异源,并且估计值可能无法指示过程的真实能力。
子组必须足够大
对于所有子组,平均缺陷品比率乘以子组大小应当至少为 .5。 如果子组大小不够大,则根据数据估计的控制限可能不可靠。
子组大小可以不同
子组大小可以存在差异。例如,如果某个呼叫中心每小时追踪 100 个来电,并对不满意等待时间的次数进行计数,则所有子组大小都为 100。但是,如果呼叫中心追踪一天中随机选定的小时内的所有打入的电话,来电数可能会不相同,从而产生不同的子组大小。子组大小可能存在差异。例如,如果一家呼叫中心每小时跟踪 100 通来电,并统计不满意等候时间的数量,则所有子组大小都为 100。但是,如果呼叫中心跟踪一天中随机选择的一小时内的所有来电,则来电数可能会不同,从而导致子组大小不相等。
过程必须稳定且受控制
如果当前过程不稳定,则将无法使用能力指标来可靠地评估将来的过程持续能力。 使用二项能力分析输出中的 P 控制图可确定过程是否稳定且受控制。 在评估过程能力前,请先调查失控点并消除过程中的所有特殊原因导致的变异。
总结
分享:
瞎看固然可以暂时满足自己的好奇心,但那种满足太暂时了,看过即忘,无法达成进一步的发展。现在让我写出几行量子力学的方程式来,对不起,一行也写不出来,但当时我是花了上千小时看的——这是把量子力学当美剧看,而且看的原因也是因为它很重要,觉得人活一生,连量子力学都没欣赏过,那真是太亏了。 ----石康