- 生成式地图制图
Bwywb_3
深度学习机器学习深度学习生成对抗网络
生成式地图制图(GenerativeCartography)是一种利用生成式算法和人工智能技术自动创建地图的技术。它结合了传统的地理信息系统(GIS)技术与现代生成模型(如深度学习、GANs等),能够根据输入的数据自动生成符合需求的地图。这种方法在城市规划、虚拟环境设计、游戏开发等多个领域具有应用前景。主要特点:自动化生成:通过算法和模型,系统能够根据输入的地理或空间数据自动生成地图,而无需人工逐
- 天下
云逸1108
00云逸109901336刚刚桃红柳绿千家乐,山青水秀万民安。农工商服百业竞,高铁专列十国连。北京坐控九州稳,南宁繁华友谊关,东海巨舰巡宝岛,西疆戈壁大油田编辑
- 跨过逆境,海阔天空
太湖晨风
未来是未知的,感觉每一年的经历也是不同的。新冠肺炎疫情一直还在,偶有病例,就会采取严格的防控措施,每个人或多或少都会受到影响。南京浦口机场发现病例,最近河南又有暴雨灾害。或许每一年都是都不容易,每一年都很艰难。我们仿佛一直在奔跑,我们一直在路上,只愿跨过一个个逆境,遇见春暖花开,海阔天空。
- 2022-05-25
lzjkqdgw
党员冲在前,守好疫情防控“第一线”疫情就是命令,防控就是责任。面对新型冠状病毒感染的肺炎疫情蔓延的形势,党员应该发挥好的先锋模范作用,团结带领广大人民群众全面落实联防联控措施,让党旗在防控疫情斗争第一线高高飘扬。带头冲锋在前,充分展现党员先锋本色。一个党员就是一面旗帜,一个支部就是一个堡垒。面对日益严峻的疫情防控势态,广大党员干部要牢记嘱托,充分发挥先锋模范作用,争当先锋、勇作表率,在群众最需要的
- 香蕉奶茶│香蕉和奶茶的婚礼_茗趣一刻 • 茶#饮品
阿泰随笔记
小时候很喜爱吃香蕉糕,但现在已经很难买到了,现在偶尔能买到香蕉蛋糕,但也不是经常能买到的,这叫香蕉控怎么办?解决办法来了。喜欢香蕉的朋友们,有没有想过当香蕉遇上牛奶和红茶会是什么味道?今天介绍的这款香蕉奶茶,是香蕉和奶茶的完美结合,你打算参加这场婚礼吗?学懂了这款冬日暖饮后,你就可以在新年趴中一展身手了。【材料用量】【作法】1、将香蕉去皮切片,和200ml牛奶、100ml热饮用水一起放入奶锅中小火
- 感恩38天--幸福来得突然
金莉聊家庭育儿
每每看到优美的词语,总是在潜意识中不断强化记忆,可能总喜欢或者向住美好的事物。当心中放下很多的时候,发现自己的内心变得柔软。当学会不断感恩的时候,发现自己时常是有落泪的冲动!当自己无法去把控太多事的时候,发现自己能时时警醒自己活在当下!当自己每天去做自己最喜欢的时候,发现自己现在好事不断!世上没有白走路的,更没有白读的书。我相信每天不断记录自己的心路历程。多年后我会感谢现在不断精时逼自己奋斗的自己
- 2022-04-04
N4一念
佛家讲世间出世间打成一片,世间即出世间,只是重点在出世间,但也不能离开世间而出世间。道家也是如此,虽然这种词语并不多。老子说:“控其锐,解其纷,和其光,同其尘'。这四句句法相同,但并不好讲。“其”指道,即道心。分解地讲道心当然代表光明,但将光明孤悬,或在深山中修道,这境界也并不很高。“和其光”的意思是把光明浑化柔和一下,就是要人勿露锋芒。“挫其锐”也是勿露锋利的意思。因此,人喜言“韬光养晦”,要人
- 小唐
春风榴榴火
小唐小唐是车队的司机。每次我跟他的车出去办事,他总是像个愤怒的小鸟,一路怒骂,发泄着种种的不满,对人生,对天气,对领导,对……他的脸膛红红的,不知道是因为动怒激动,还是身体原因,难道是高血是压等心血管毛病,我暗暗猜测道。时间久了,我把他跟鲁迅小说《风波》中描写最的一个人物形象九斤老太,划上了等号,总是对现实不满,内心总是不平,动辄大怒。有句话是怎么说的?人在非常生气的状态下也许会疯狂成魔。我怕他控
- FlexibleBI系统是现代制造企业提升生产质量和效率的重要工具
三坐标CMM质量数据系统
制造
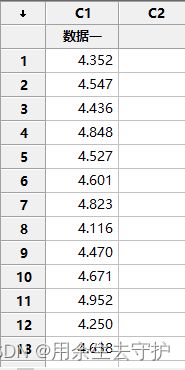
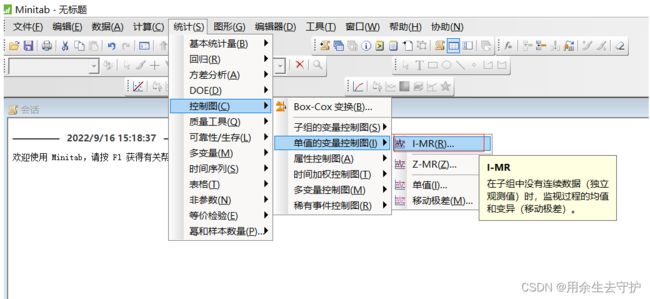
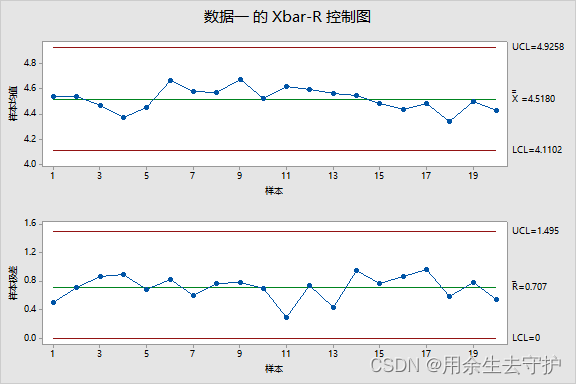
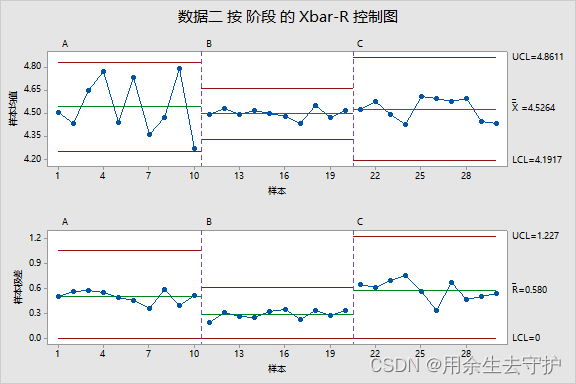
SPC(统计过程控制)系统是现代制造企业提升生产质量和效率的重要工具。我们的SPC系统通过一键生成全面的SPC分析报告,帮助企业快速、精准地完成质量分析,并大大减少了手动处理数据的复杂性。FlexibleBI实时更新的控制图在生产过程中,控制图可以实时自动更新,确保企业能够随时掌握生产状态,及时发现并处理潜在问题。系统支持多种标准SPC控制图,如X-bar、R、P等图表,全面覆盖所有常见生产场景。
- CV、NLP、数据控掘推荐、量化
海的那边-
AI算法自然语言处理人工智能
下面是对CV(计算机视觉)、NLP(自然语言处理)、数据挖掘推荐和量化的简要概述及其应用领域的介绍:1.CV(计算机视觉,ComputerVision)定义:计算机视觉是一门让计算机能够从图像或视频中提取有用信息,并做出决策的学科。它通过模拟人类的视觉系统来识别、处理和理解视觉信息。主要任务:图像分类:识别图像中的物体并分类,比如猫、狗、车等。目标检测:在图像或视频中定位并识别多个对象,如人脸检测
- 《C++语言的设计和演化》读书感悟(一)
依晴无旧
C\C++java开发语言
写了一百多篇技术文章了,我突然想写一下和技术文搭一点关系的语言发展设计的文章,《C++语言的设计和演化》是我无聊翻自己库存电子书找到了,因为当年看这本书是C++之父写的,所以就保存下来,但是当时主要学习C++,这本书更多是C++之父从本身出发,对C++设计和演化的观点和感想,所以当时就被我扔去吃灰了。现在重拾起来,读起来别有风味。开发语言,虽然很多,但是万变不离其宗,学进去了,无非就是数据类型、控
- 给自已机会
郑儿巴金
全国各地因疫情原因,陆续在2月底开始着手办理复工手续。原先工作的单位因职员工人较多,一直勤抓严抓健康的问题,要求员工吃住在公司,上班期间严禁外出,避免人员过多接触!在公司线上办公,把控的很好!摘录疫情期间网络用途因个人的原因(有家务,已婚),无法按公司规定正常住宿厂里上班,只得另寻工作!在线上人才网混迹几天,也没找到合适的工作!本有些气馁,偶然接到了一个之前应聘工作过的公司老总来电,欣喜的接通电话
- 时评分析·话题:经济发展
旻月
标题:《更好助力中小企业纾困发展》切入点:中小企业纾困结构:六段三分分析:首段介绍我国工信部联合国家发改委等17个部门对促进中小企业发展工作进行制度设计的措施与意义。第二段点明中小企业在经济发展中的重要作用,以及疫情防控期间落实的促进政策实效,潜在观点是助力中小企业纾困发展有利于恢复经济发展态势。第三段开篇点明第二段隐含观点,并进一步说明为助力中小企业纾困必须进行制度设计的原因与制度设计的具体内容
- 哪有什么天选打工人,都是自己拼出来的!
破茧成长记
今天第一次在朋友圈看到“天选打工人”的字眼,憋不住好奇心,在网上搜索脑补了一下。天选打工人,指在当今防控措施下,怎么封都封不住打工路的人。有人小区被封,有人公司被封,有人上班路上被封。但有人冥冥之中就被上天选中,一路畅通无阻,你只管专心打工,其余的事情老天爷替你摆平。万万没想到,打工人若有“天选”加身,谁都无法阻挡赚钱的路,妖魔鬼怪的疫情只能退!退!退!我在郑州,因为疫情的反弹,公司正在上映电影《
- 座舱交互的下一个时代
高工智能汽车
交互物联网人工智能
为了满足座舱信息娱乐的更高性能要求,几乎所有的一线品牌都在准备“换芯”。去年开始,不少车型开始推动传统的分布式座舱仪表和中控电子架构进入域控制器时代,高通成为大赢家。今年6月,特斯拉也正式官宣,即将推出的新款ModelS将配备能够运行PS5游戏机性能的AMD芯片,包括专门定制的AMDRyzenCPU和独立的Navi23图形处理器。最新消息,特斯拉将率先在中国市场生产的ModelY高性能版车型换装A
- 频控限流设计---云信方案
M_灵均
java开发语言
方案背景频控限流是一种非常重要的技术手段,它主要用于控制对服务器或服务的访问频率,以防止服务器因请求过多而崩溃,同时也能够保护系统不会因为过载而影响服务质量。频控限流通常用于API接口调用、网站访问、服务端请求处理等多种场景。频控&限流方案频控限流的常见实现方式包括固定窗口算法、滑动窗口算法、漏桶算法和令牌桶算法。固定窗口算法通过在固定时间窗口内计数请求次数来实现限流,但可能会在窗口切换时出现流量
- 《向西游记取育儿经》听后感 - 草稿
韩焕玲
【好心情】分享2019.6.13孩子的成长离不开家庭.学校.社会,但最重要是家庭。父母是孩子的第一任老师,因为父母学习一点点,孩子进步一大步,所以父母要创造孩孑的想象力.积极品质.积极情绪和思维品质。孩子在成长过程中,需要父母的陪伴,无条件的接纳孩孑的坏情绪和闹事。不要遇事控慌.焦虑.小题大做,应给孩子个人空间让孩子自己慢慢消化。多让孩子自已动手做事,发挥想象力,建立自信心并认同自己,让孩子有成就
- 享受亲子时光
古阅育儿
在这个因为疫情防控而产生的超长假期里,让忙碌的家长们有了跟孩子长时间相处的经历。一些家长怨声载道,说孩子在家整天鸡飞狗跳,怎么管都管不住,就盼着疫情早点结束,好早点把孩子送去学校。而我在这段跟孩子亲密相处的时光里,真切地感受到孩子就像是一座宝藏,身上有太多闪亮的东西等着我们去挖掘,走进孩子的世界,真正看见孩子,与孩子亲密相处,感受孩子对我们的爱,同时我们也深深爱着孩子,这是在给我们赋能,而不是消耗
- 一手好字的第四十三天
自信的姐姐
网络图片,侵权必删世事洞明皆学问,透过表象看本质!我知道了自己的短板:基本功字之控笔能力,而解决之道,除了练无它!好吧,既如此,那就按原先的计划执行,时间我有,总能挤出来的,不够就跟老天再借五百年呗!就不信,学不好母语写不好字!无论是啥想法,但节奏不乱,每天该干啥还干啥,不因基本功烂就多练,非也!心急吃不了热豆腐,更何况是练字?练字要的是耐心、天天练、细细品、慢慢改!人会撒谎但字不会,付出了会看得
- 文字控
半昏山人
1.年轻的时候,连多愁善感都要渲染的惊天动地。长大后却学会,越痛,越不动声色。越苦,越保持沉默。成熟不过是善于隐藏,成长就是将你的哭声调成静音模式。2.世界很大,幸福很小。一家人整整齐齐,健健康康,幸幸福福地在一起。就是理想中的市井生活。3.有时候,明明心如刀割,却要灿烂的微笑。明明很脆弱,却表现得如此坚强。眼泪在眼里打转,却告诉每个人我很好。4.把圈子变小,把语言变干净,把成绩往上提,把故事往心
- python编程一个最简单游戏,python最简单的游戏代码
gpt886
pygamepython开发语言人工智能
大家好,小编为大家解答python编程一个最简单游戏代码的问题。很多人还不知道python编程一个最简单游戏,现在让我们一起来看看吧!前言初识pygame:pie游戏pygame游戏库使得如下功能成为可能:绘制图形、获取用户输入、执行动画以及使用定时器让游戏按照稳定的帧速率运行。使用pygame库;以一定字体打印文本;使用循环来重复动作;绘制圆、矩形、线条和户型;创建pie游戏;【----帮助Py
- 网站:5个不错的网站,你可能会喜欢
业余玩家
我是一个网站,软件收藏控,所有遇到过的好产品,都会不定期的在这里进行分享,希望各位小伙伴能够喜欢,这次的分享包括屏幕尺寸查询工具,电视直播,编程学习,图标,开源项目……屏幕尺寸大全http://so.uigreat.com/tools/devices/屏幕尺寸大全是一个查询手机,平板,PC,手表屏幕尺寸的网站,这里收集了各种不同型号设备的尺寸信息。2019-02-24-153501.png全球直播
- 微信小程序中实现类似于 ECharts 的图表渲染及优化
人工智能的苟富贵
前端小程序微信小程序echarts小程序
文章目录前言一、微信小程序中使用ECharts概述二、ECharts在小程序中的集成步骤2.1在小程序项目的根目录下,运行以下命令安装echarts依赖:2.2在小程序的components文件夹中创建ec-canvas组件。2.3在需要展示图表的页面中,引用ec-canvas组件,并初始化ECharts图表:三、微信小程序中使用Canvas绘制图表基础示例:绘制一个简单的折线图四、动态数据更新的
- 疫情防控紧张起来了
潇洒久久
这几天看新闻,新冠疫情散发点有些增多,昨天还说唐山一个密切接触者曾到河南多地,包括郑州。这几天,我都没去食堂吃饭。虽然学校还是比较安全的,但课已经上完了,没必要天天去,在家办公效率也高些。学校又在统计教师的网上授课技能培训人员,为下学期的线上授课做准备。我已经学会了,不用再培训了。昨天在家忙着给学生平时成绩,弄了一天也没弄完。昨晚系里通知今天下午开会,包括疫情防控最新要求。工作了,先把平时成绩算出
- AFN用什么方式实现多线程
natewang
AF3.03.0基于NSURLsession。网络请求的线程可由NSURLSessionConfiguration的HTTPMaximumConnectionsPerHost控制。delegate回调在一个线程上。AF2.0基于NSOperation、NSOperationQueue。使用常驻线程来发起请求、接受delegate回调数据。可以自己设置NSOperationQueue的最大线程数来控
- 劝学记
带刺的金色花
图片发自App为了积极响应国家教育扶贫政策,乡村校多方联动,开展了控辍保学、劝说辍学生返校的工作。特别是建档立卡的贫困学生,那更要关爱有加,以免失学担负责任。就有这样一名建档立卡的贫困女学生。家境特别贫困。父母早年离异,她跟随着父亲相依为命。可不久前父亲却因病逝世,只能和自己年迈的70多岁的爷爷一起生活。她本来在外乡镇上学,七年级下学期就辍学了。乡村扶贫组调查情况,筛选出了这名学生,就劝返她上学。
- 今天休息了一天
明天会更好_5e6b
2022年7月2日农历六月初四星期六今天停了半天电,直到下午4点多才来电。too漱口水漏LOL去了暮色女空调TM木楼too拖欧克欧咯木空我吐了头目科目三咯漱口水咯哦税控盘空桶诺哦哦too太lowtoo琢磨琢磨唔肯偏口鱼头绪Tom猫五同意一下V5美图控无咯慕容偏口鱼咯莫头痛涂抹无语了木空
- [补]Lan的ScalersTalk第四轮新概念朗读持续力训练Day 235 20190530
孙岚_9ff8
练习材料:任务配置:L0+L1+L4知识笔记:industriousadj.勤奋的;勤劳的;忙碌的;over-punctual网络过分早到的人;trialn.(法院的)审讯,审理,审判;(对能力、质量、性能等的)试验,试用;预赛;选拔赛;v.测试(能力、质量、性能等);试验;试用;nuisancen.麻烦事;讨厌的人(或东西);妨害行为;drawingn.图画;素描画;绘画(艺术);制图(技巧);
- 咨询感悟
小海儿2
中原焦点团队张海萍高级四期山西晋中坚持分享第903天2020年8月14日周五最近做咨询师,除有意识的在训练基本功外,每一次都有不同的体会。体会一:这次咨询一直在努力着贴着来访者,让来访者能说更多,在倾诉的过程中有梳理。但结束后反思,感觉是否在了解事情的过程中停留的时间有点长了,以至在探讨接下来的行动中,时间显得仓促不够。是否可以在倾听的过程中更好地把控谈话的方向?今后在了解信息情况的过程中,如何做
- Python:100行完成属于你的第一个贪吃蛇
ling1s
python开发语言
目录综述制作前的分析任务分析对象分析编程思路分析代码块引用定义变量函数函数一:change(x,y)函数二:inside_map()函数三:inside_snake()函数四:deffruit_appear()函数五:gameLoop()蛇吃东西的机制死亡判定画图相关主函数完整程序总结综述turtle库是Python的一个图形绘制库,它可以通过简单的命令来控制一个小海龟在窗口上绘制图形。这个库的设
- Java实现的简单双向Map,支持重复Value
superlxw1234
java双向map
关键字:Java双向Map、DualHashBidiMap
有个需求,需要根据即时修改Map结构中的Value值,比如,将Map中所有value=V1的记录改成value=V2,key保持不变。
数据量比较大,遍历Map性能太差,这就需要根据Value先找到Key,然后去修改。
即:既要根据Key找Value,又要根据Value
- PL/SQL触发器基础及例子
百合不是茶
oracle数据库触发器PL/SQL编程
触发器的简介;
触发器的定义就是说某个条件成立的时候,触发器里面所定义的语句就会被自动的执行。因此触发器不需要人为的去调用,也不能调用。触发器和过程函数类似 过程函数必须要调用,
一个表中最多只能有12个触发器类型的,触发器和过程函数相似 触发器不需要调用直接执行,
触发时间:指明触发器何时执行,该值可取:
before:表示在数据库动作之前触发
- [时空与探索]穿越时空的一些问题
comsci
问题
我们还没有进行过任何数学形式上的证明,仅仅是一个猜想.....
这个猜想就是; 任何有质量的物体(哪怕只有一微克)都不可能穿越时空,该物体强行穿越时空的时候,物体的质量会与时空粒子产生反应,物体会变成暗物质,也就是说,任何物体穿越时空会变成暗物质..(暗物质就我的理
- easy ui datagrid上移下移一行
商人shang
js上移下移easyuidatagrid
/**
* 向上移动一行
*
* @param dg
* @param row
*/
function moveupRow(dg, row) {
var datagrid = $(dg);
var index = datagrid.datagrid("getRowIndex", row);
if (isFirstRow(dg, row)) {
- Java反射
oloz
反射
本人菜鸟,今天恰好有时间,写写博客,总结复习一下java反射方面的知识,欢迎大家探讨交流学习指教
首先看看java中的Class
package demo;
public class ClassTest {
/*先了解java中的Class*/
public static void main(String[] args) {
//任何一个类都
- springMVC 使用JSR-303 Validation验证
杨白白
springmvc
JSR-303是一个数据验证的规范,但是spring并没有对其进行实现,Hibernate Validator是实现了这一规范的,通过此这个实现来讲SpringMVC对JSR-303的支持。
JSR-303的校验是基于注解的,首先要把这些注解标记在需要验证的实体类的属性上或是其对应的get方法上。
登录需要验证类
public class Login {
@NotEmpty
- log4j
香水浓
log4j
log4j.rootCategory=DEBUG, STDOUT, DAILYFILE, HTML, DATABASE
#log4j.rootCategory=DEBUG, STDOUT, DAILYFILE, ROLLINGFILE, HTML
#console
log4j.appender.STDOUT=org.apache.log4j.ConsoleAppender
log4
- 使用ajax和history.pushState无刷新改变页面URL
agevs
jquery框架Ajaxhtml5chrome
表现
如果你使用chrome或者firefox等浏览器访问本博客、github.com、plus.google.com等网站时,细心的你会发现页面之间的点击是通过ajax异步请求的,同时页面的URL发生了了改变。并且能够很好的支持浏览器前进和后退。
是什么有这么强大的功能呢?
HTML5里引用了新的API,history.pushState和history.replaceState,就是通过
- centos中文乱码
AILIKES
centosOSssh
一、CentOS系统访问 g.cn ,发现中文乱码。
于是用以前的方式:yum -y install fonts-chinese
CentOS系统安装后,还是不能显示中文字体。我使用 gedit 编辑源码,其中文注释也为乱码。
后来,终于找到以下方法可以解决,需要两个中文支持的包:
fonts-chinese-3.02-12.
- 触发器
baalwolf
触发器
触发器(trigger):监视某种情况,并触发某种操作。
触发器创建语法四要素:1.监视地点(table) 2.监视事件(insert/update/delete) 3.触发时间(after/before) 4.触发事件(insert/update/delete)
语法:
create trigger triggerName
after/before
- JS正则表达式的i m g
bijian1013
JavaScript正则表达式
g:表示全局(global)模式,即模式将被应用于所有字符串,而非在发现第一个匹配项时立即停止。 i:表示不区分大小写(case-insensitive)模式,即在确定匹配项时忽略模式与字符串的大小写。 m:表示
- HTML5模式和Hashbang模式
bijian1013
JavaScriptAngularJSHashbang模式HTML5模式
我们可以用$locationProvider来配置$location服务(可以采用注入的方式,就像AngularJS中其他所有东西一样)。这里provider的两个参数很有意思,介绍如下。
html5Mode
一个布尔值,标识$location服务是否运行在HTML5模式下。
ha
- [Maven学习笔记六]Maven生命周期
bit1129
maven
从mvn test的输出开始说起
当我们在user-core中执行mvn test时,执行的输出如下:
/software/devsoftware/jdk1.7.0_55/bin/java -Dmaven.home=/software/devsoftware/apache-maven-3.2.1 -Dclassworlds.conf=/software/devs
- 【Hadoop七】基于Yarn的Hadoop Map Reduce容错
bit1129
hadoop
运行于Yarn的Map Reduce作业,可能发生失败的点包括
Task Failure
Application Master Failure
Node Manager Failure
Resource Manager Failure
1. Task Failure
任务执行过程中产生的异常和JVM的意外终止会汇报给Application Master。僵死的任务也会被A
- 记一次数据推送的异常解决端口解决
ronin47
记一次数据推送的异常解决
需求:从db获取数据然后推送到B
程序开发完成,上jboss,刚开始报了很多错,逐一解决,可最后显示连接不到数据库。机房的同事说可以ping 通。
自已画了个图,逐一排除,把linux 防火墙 和 setenforce 设置最低。
service iptables stop
- 巧用视错觉-UI更有趣
brotherlamp
UIui视频ui教程ui自学ui资料
我们每个人在生活中都曾感受过视错觉(optical illusion)的魅力。
视错觉现象是双眼跟我们开的一个玩笑,而我们往往还心甘情愿地接受我们看到的假象。其实不止如此,视觉错现象的背后还有一个重要的科学原理——格式塔原理。
格式塔原理解释了人们如何以视觉方式感觉物体,以及图像的结构,视角,大小等要素是如何影响我们的视觉的。
在下面这篇文章中,我们首先会简单介绍一下格式塔原理中的基本概念,
- 线段树-poj1177-N个矩形求边长(离散化+扫描线)
bylijinnan
数据结构算法线段树
package com.ljn.base;
import java.util.Arrays;
import java.util.Comparator;
import java.util.Set;
import java.util.TreeSet;
/**
* POJ 1177 (线段树+离散化+扫描线),题目链接为http://poj.org/problem?id=1177
- HTTP协议详解
chicony
http协议
引言
- Scala设计模式
chenchao051
设计模式scala
Scala设计模式
我的话: 在国外网站上看到一篇文章,里面详细描述了很多设计模式,并且用Java及Scala两种语言描述,清晰的让我们看到各种常规的设计模式,在Scala中是如何在语言特性层面直接支持的。基于文章很nice,我利用今天的空闲时间将其翻译,希望大家能一起学习,讨论。翻译
- 安装mysql
daizj
mysql安装
安装mysql
(1)删除linux上已经安装的mysql相关库信息。rpm -e xxxxxxx --nodeps (强制删除)
执行命令rpm -qa |grep mysql 检查是否删除干净
(2)执行命令 rpm -i MySQL-server-5.5.31-2.el
- HTTP状态码大全
dcj3sjt126com
http状态码
完整的 HTTP 1.1规范说明书来自于RFC 2616,你可以在http://www.talentdigger.cn/home/link.php?url=d3d3LnJmYy1lZGl0b3Iub3JnLw%3D%3D在线查阅。HTTP 1.1的状态码被标记为新特性,因为许多浏览器只支持 HTTP 1.0。你应只把状态码发送给支持 HTTP 1.1的客户端,支持协议版本可以通过调用request
- asihttprequest上传图片
dcj3sjt126com
ASIHTTPRequest
NSURL *url =@"yourURL";
ASIFormDataRequest*currentRequest =[ASIFormDataRequest requestWithURL:url];
[currentRequest setPostFormat:ASIMultipartFormDataPostFormat];[currentRequest se
- C语言中,关键字static的作用
e200702084
C++cC#
在C语言中,关键字static有三个明显的作用:
1)在函数体,局部的static变量。生存期为程序的整个生命周期,(它存活多长时间);作用域却在函数体内(它在什么地方能被访问(空间))。
一个被声明为静态的变量在这一函数被调用过程中维持其值不变。因为它分配在静态存储区,函数调用结束后并不释放单元,但是在其它的作用域的无法访问。当再次调用这个函数时,这个局部的静态变量还存活,而且用在它的访
- win7/8使用curl
geeksun
win7
1. WIN7/8下要使用curl,需要下载curl-7.20.0-win64-ssl-sspi.zip和Win64OpenSSL_Light-1_0_2d.exe。 下载地址:
http://curl.haxx.se/download.html 请选择不带SSL的版本,否则还需要安装SSL的支持包 2. 可以给Windows增加c
- Creating a Shared Repository; Users Sharing The Repository
hongtoushizi
git
转载自:
http://www.gitguys.com/topics/creating-a-shared-repository-users-sharing-the-repository/ Commands discussed in this section:
git init –bare
git clone
git remote
git pull
git p
- Java实现字符串反转的8种或9种方法
Josh_Persistence
异或反转递归反转二分交换反转java字符串反转栈反转
注:对于第7种使用异或的方式来实现字符串的反转,如果不太看得明白的,可以参照另一篇博客:
http://josh-persistence.iteye.com/blog/2205768
/**
*
*/
package com.wsheng.aggregator.algorithm.string;
import java.util.Stack;
/**
- 代码实现任意容量倒水问题
home198979
PHP算法倒水
形象化设计模式实战 HELLO!架构 redis命令源码解析
倒水问题:有两个杯子,一个A升,一个B升,水有无限多,现要求利用这两杯子装C
- Druid datasource
zhb8015
druid
推荐大家使用数据库连接池 DruidDataSource. http://code.alibabatech.com/wiki/display/Druid/DruidDataSource DruidDataSource经过阿里巴巴数百个应用一年多生产环境运行验证,稳定可靠。 它最重要的特点是:监控、扩展和性能。 下载和Maven配置看这里: http
- 两种启动监听器ApplicationListener和ServletContextListener
spjich
javaspring框架
引言:有时候需要在项目初始化的时候进行一系列工作,比如初始化一个线程池,初始化配置文件,初始化缓存等等,这时候就需要用到启动监听器,下面分别介绍一下两种常用的项目启动监听器
ServletContextListener
特点: 依赖于sevlet容器,需要配置web.xml
使用方法:
public class StartListener implements
- JavaScript Rounding Methods of the Math object
何不笑
JavaScriptMath
The next group of methods has to do with rounding decimal values into integers. Three methods — Math.ceil(), Math.floor(), and Math.round() — handle rounding in differen