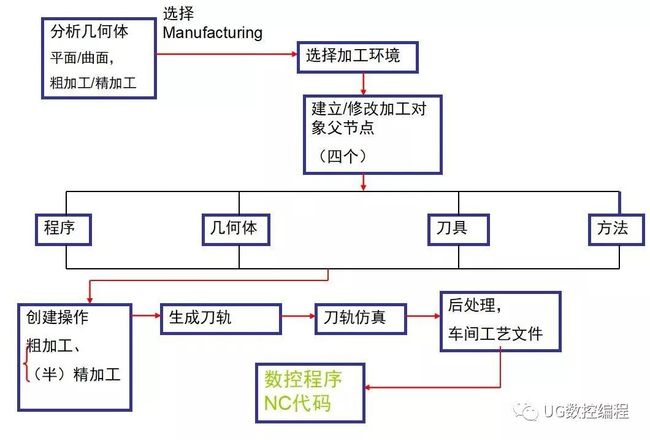
一、UG NX铣加工编程通用过程
二、UG NX铣加工环境与加工术语
UG NX加工环境
UG加工环境是指我们进入UG的制造模块后进行编程作业的软件环境。我们已经知道UG CAM可以为数控铣、数控车、数控电火花线切削机编制加工程序,而且单是UG CAM 的数控铣还可以实现平面铣(Planar Mill )、型腔铣(Cavity Mi11)、固定轴曲面轮廓铣(Fixed Contour)等不同加工类型。但是,每个编程者面对的加工对象可能比较固定,一般不会用到UG CAM 的所有功能,那些暂前不用的编程功能对他来说就可以屏蔽掉,定制和选择适合自己的UG 的编程环境
三、UG NX铣加工环境与加工术语
UG NX加工术语
(1)刀具 Tools
(2)边界 Boundary
(3)操作 Operation
(4)刀轨 Tool Path
(5)后置处理 Postprocess
(6)加工坐标系统 MCS
四、UG NX CAM菜单与工具条



五、UG NX加工操作的父级组
1、几何体组
几何体组可定义机床刀具上加工几何体和部件方向。像“部件”、“毛坯”和“检查”几何体、MCS 方向和安全平面这样的参数都在此处定义。
(1) MCS
(2)铣削几何体/工件
(3)铣削边界
(4)铣削区域
2、刀具组
刀具组可定义切削刀具。您可以通过从模板创建刀具,或者通过从库调用刀具来创建刀具
(1)创建刀具
“创建刀具”对话框中的刀具“类型”(模板)由指定的“CAM 设置”(模板部件文件)决定。“创建”按钮能够根据选定的刀具子类型图标(模板),创建新的刀具。
(2)材料
此选项能够将一个材料属性作为用于确定切削进给和速度的其中一个参数指定给刀具。刀具材料、部件材料、切削方式和切削深度,“进给和速度”对话框中的“从表格中重置”按钮就会使用这些参数来推荐从预定义表格中抽取的适当“表面速度”和“每齿进给”值。
3、程序组
程序组能够将操作归组并排列到程序中。例如,加工“部件”顶端视图时需要的所有操作就可以构成一个“程序”组。通过将操作归组,可以立即按正确的顺序,一次“输出”许多操作,其方法是:选择程序组,然后选择“刀具”→“操作导航器”→“输出”→“CLSF”或“Post 后处理”。
“操作导航器”的“程序顺序”视图显示各个操作所属的“程序”组,以及在机床刀具上执行操作的顺序。只有在这个“操作导航器”视图中,所列操作的顺序才具关联性或重要性。
4、程序组方法组
“方法组”定义切削方式类型(粗加工、精加工、半精加工)。像“内公差”、“外公差”和“部件余量”这样的参数都在此处定义。定义铣、钻、车和 线切割 方法组时所使用的各种参数:进给率、指定颜色、附加的刀路、部件余量、内公差/外公差、显示选项和继承。
六、UG NX平面铣操作
1、平面铣概述
平面铣主要适合平面轮廓、平面区域或平面岛屿等平面类零件的粗、精加工。通过选择不同的平面铣操作类型,可以分别完成上述加工。
平面铣采用逐层水平和垂直方向进给加工。刀具沿水平XY方向切削,然后沿Z轴方向运动,进入下一个水平切削层,即所谓的2.5轴加工。在同一个切削区间,刀具使终沿着相同的边界切削,即每一个水平切削层的刀具路径相同,因此平面铣只能加工出直壁平底零件(侧壁垂直于底面)。平面铣通常采用平底端铣刀。
2、创建平面铣操作的一般步骤:
(1)在操作导航工具中创建程序、刀具、几何、加工方法节点;
(2)在创建操作对话框中指定操作类型为mill_planar;
(3)在创建操作对话框中指定操作子类型为planar-Mill;
(4)在创建操作对话框中指定程序、刀具、几何、加工方法节点;
(5)在创建操作对话框中指定操作名称;
(6) 单击创建操作对话框中的应用按钮进入平面铣操作对话框;
(7)如果未在共享数据中定义的几何,在平面铣操作对话框定义;
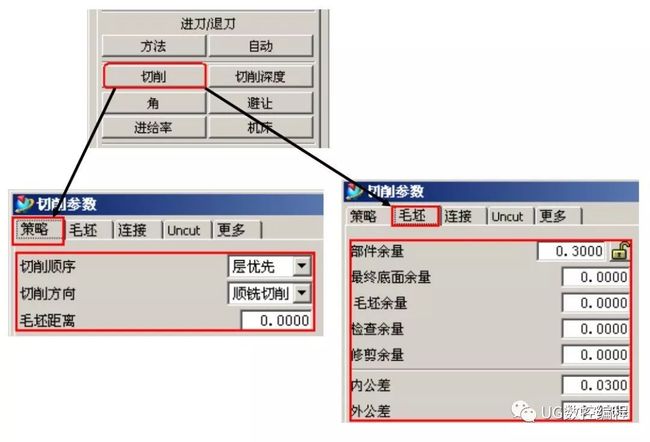
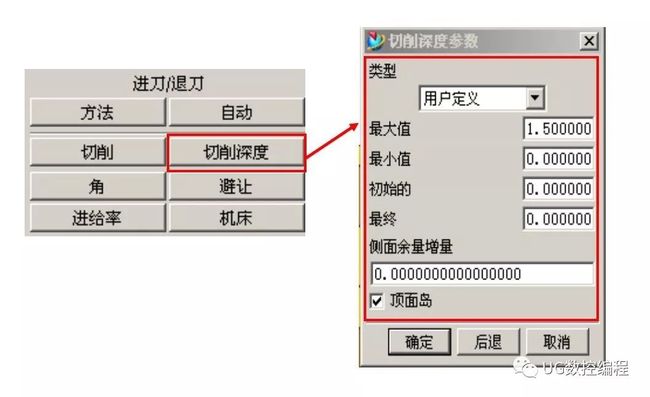
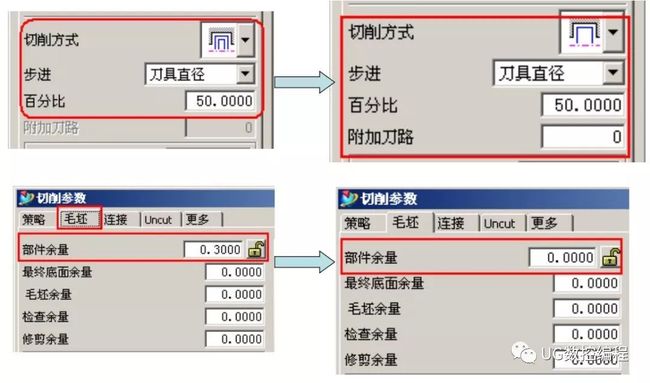
(8)定义平面铣操作对话框中的参数;
(9)单击平面铣操作对话框中的生成按钮生成刀轨。
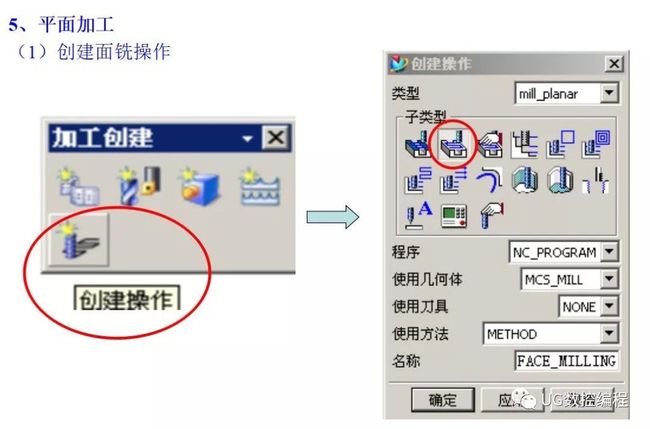
七、UG NX面铣操作
2、创建面铣操作的一般步骤:
(1)在操作导航工具中创建程序、刀具、几何、加工方法节点;
(2)在创建操作对话框中指定操作类型为mill_planar;
(3)在创建操作对话框中指定操作子类型为face-Mill;
(4)在创建操作对话框中指定程序、刀具、几何、加工方法节点;
(5)在创建操作对话框中指定操作名称;
(6) 单击创建操作对话框中的应用按钮进入面铣操作对话框;
(7)如果未在共享数据中定义的几何,在面铣操作对话框定义;
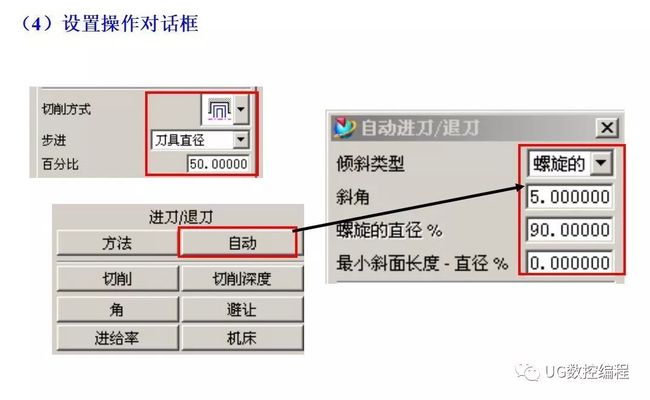
(8)定义面铣操作对话框中的参数;
(9)单击面铣操作对话框中的生成按钮生成刀轨。
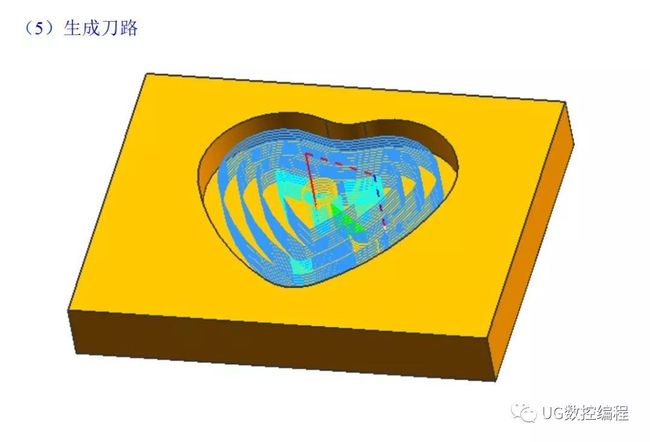
八、心形凹模加工
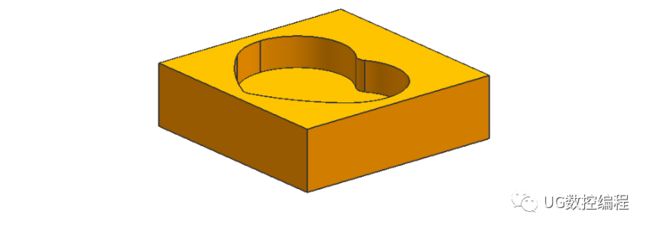
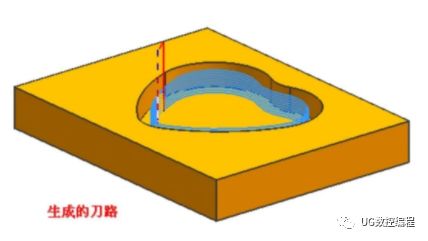
1、工件分析
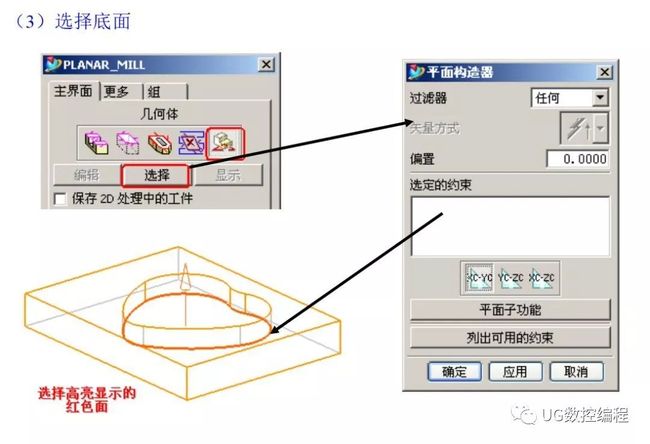
如图所示为某心形凹模,其下凹部位为一个心形的直壁凹槽,凹槽由6段相切圆弧组成,上表面与底面均为平面,形状较为简单。需要进行上表面的精加工和凹槽的粗加工、侧壁精加工。
2、工艺分析
(1)工件安装
用平口钳夹紧即可。
(2)加工坐标系
X:工件的中心。
Y:工件的中心。
Z:工件顶面。
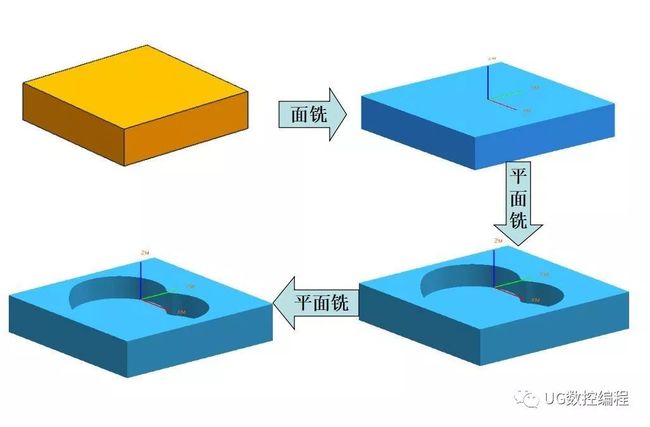
3、工步安排
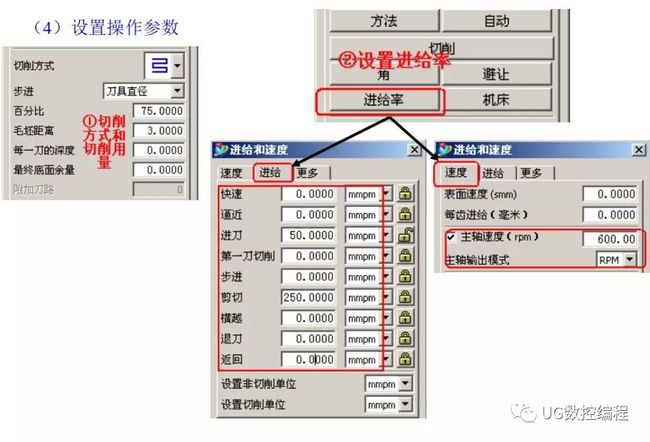
本产品的形状较为简单,可以使用2.5轴加工方式进行加工。由于本工件没有尖角或者是很小的圆角(最小半径为R20),对表面也没有特别高的要求,所以选用一把φ1 6平底刀进行加工,可以避免换刀操作。本工件加工的工步分为3个:平面加工、凹槽粗加工和凹槽侧壁精加工。通过查看手册并计算圆整,可以得到φ1 6的平底刀的转速为600r/min,而切削进给为250mm/min。

4、加工初始设置
(1) 运行UG NX软件 ;
(2)打开模型文件 :打开文件名为“Xin_ao.prt”文件;
(3)检视图形
打开的图形文件后,按下鼠标中键并拖动进行动态旋转,从不同图形。也可以通过标准视角的变换来切换视角进行检视,以确认没有非正常的突等明显的错误。
(4)确认坐标系
确认工作坐标系原点在顶平面的对称中心位置。方法如下:
在主菜单上选择“信息”--“点’’命令,如图2-6所示,系统弹出“点构造器”对话框。在绘图区中移动鼠标到模型上平面的一个顶点,此时在端点上将显示一个红色的点,在下方有端点的提示标记。单击鼠标左键(MB 1),将弹出一个信息窗,可以关闭信息窗口,而直接在“点构造器"对话框中查看XC、YC、ZC的值。记下该坐标值。再移动鼠标到上平面的对角点,用同样的方法检查对角点的标。确认两点的X、Y坐标值的绝对值相等正负号相反,而Z坐标均为O。
用于数控加工的模型最好将其所有的坐标系统一起来,这样方便检验,并且不容易出错。









.本文来自莫莫的微信公众号【UG数控编程】
学习UG编程,能力到了,薪资都不是问题。干操机累,即使干操机一个月五到七千,但那不是长之计,你每次换了工作薪资还是一样,没多大区别。而干编程,你越往后,积累的技术能力越强,薪资自然会更高。希望大家找对学习的方向,也希望在群192963572可以帮助到正在迷茫的你。