日内瓦印记和ETA机芯七级打磨
大家好,好久没更新文章了,最近小编忙得起飞。。。望理解哈!
今天跟大家聊聊日内瓦印记和ETA机芯的七级打磨,关于日内瓦印记你了解多少?
ETA机芯打磨和七级打磨分为哪七级你造吗?不造就慢慢往下看,用不上也让自己涨姿势跟别人吹牛分分钟提高逼格!
1.日内瓦印记
以下是日内瓦印记的要求和12法则;
基本要求有两个;
【1】必须是日内瓦本地的厂商;
【2】制造者必须在机芯的处理上达到12条法则要求。
满足日内瓦本地厂商被允许使用日内瓦市徽作为标识,即半鹰半匙是盾牌图案,是为日内瓦印记。
条件一和条件二都比较难达到,如果说条件一还有一些取巧的话,条件二基本上是对表厂实力的大检验。
日内瓦印记的12法则具体如下;
第一法则;
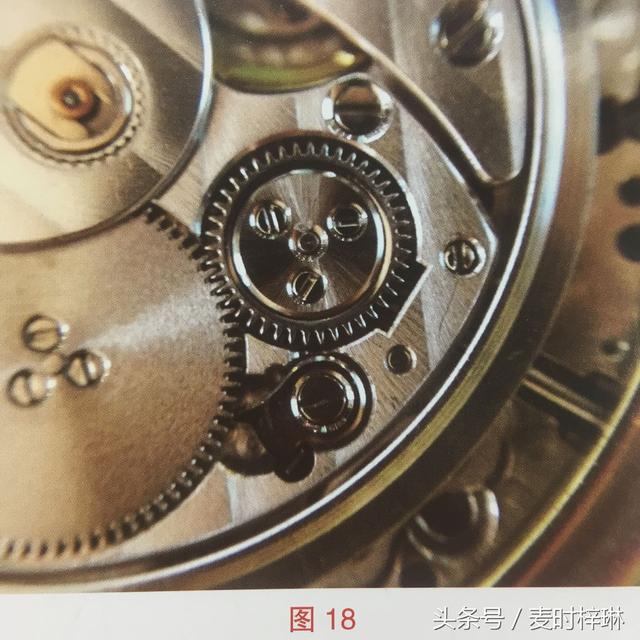
【1A】机芯内所有零件,包括添加机械装置,其工艺必须达到12法则的严格要求,并接受抽样检验。意即所有金属材料所制作的零件以及附加的机械装置,其表面必须平整,边缘必须削角抛光,所有零件的内面和侧面必须打磨【图18】
【1B】所有钢制零件的边缘必须削角、打磨、抛光即使如镜面般光亮,所有螺丝帽边缘及凹凸口都要削角抛光,螺丝尾则必须做平面或球面抛光【图19】

第二条法则;
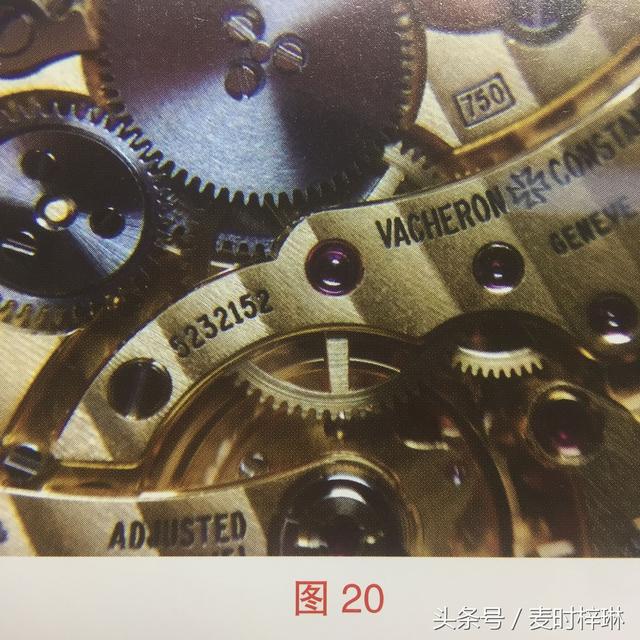
甄时的大师 讲除发条盒、发条抽心及底板中心轮的轴孔可以不必装配红宝石外,其他所有机芯轮系、擒纵器、马仔和摆轮都必须装配红宝石轴承,其孔内必须高度抛光,和齿轮接触的平面必须做弧形抛光,至少也要做到平面抛光,以减少摩擦面积,红宝石中心孔必须留有喇叭口蓄油槽,并且高度抛光以免油质扩散流失,而红宝石的外围必须做凹环并且抛光美化处理【图20】。擒纵轮和马仔最好也像摆轮一样有托石,使摩擦见到最小,至少擒纵轮要有上下托石。在甄时小编都跟着涨姿势了。
第三条法则;
游丝必须采用宝玑式双层蓝钢游丝,超薄机芯使用单层的蓝钢游丝也可以被接受。摆轮上的游丝必须用单头有圆颈、自由滑动的活动金属压板锁紧固定,或用可调校式的支撑旋螺栓也可【图21】

第四法则;
游丝调整器,也就是快慢指示针必须有固定装置并可以微调【如鹅颈式微调器】,超薄机芯则不需要有微调快慢针的装置。若无快慢针的设计,摆轮上必须有可微调快慢的补偿螺丝【图22、图23】,有最少两颗或者四颗新式铍镍合金去金码补偿摆轮,或者最少4颗或8颗可微调快慢针,没有补偿螺丝的环状光摆,在近代则是被接受的。

请点击此处输入图片描述

第五法则;
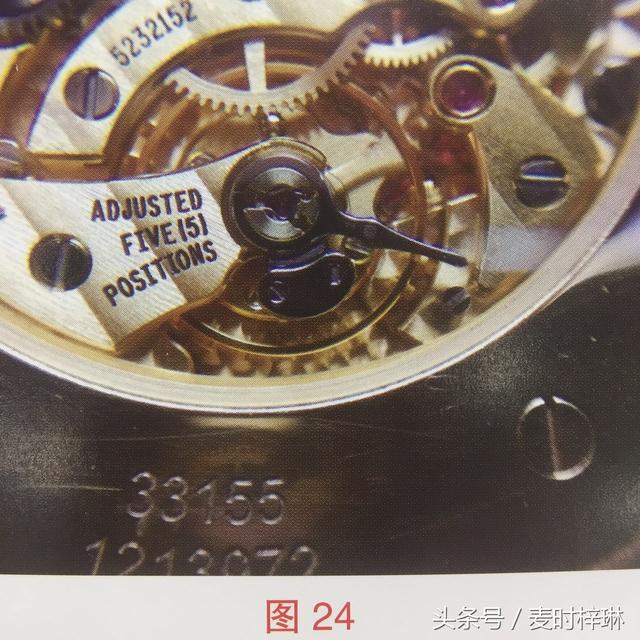
带动摆轮旋转的摆碟、调校节拍的结构和快慢针等机制及其零件,都必须达到法则1A和1B的要求【图24】
第六法则;
所有轮系的齿轮传动环编及其支撑梁都必须削角,小齒瓣结合处必须打磨修饰。厚度相当或小于0.15mm的齿轮,则可以只削角打磨一面,传动环须经过打磨。如果齿轮厚度大于0.15mm,则齿轮的两面都必须做削角打磨处理【图25】

第七法则;
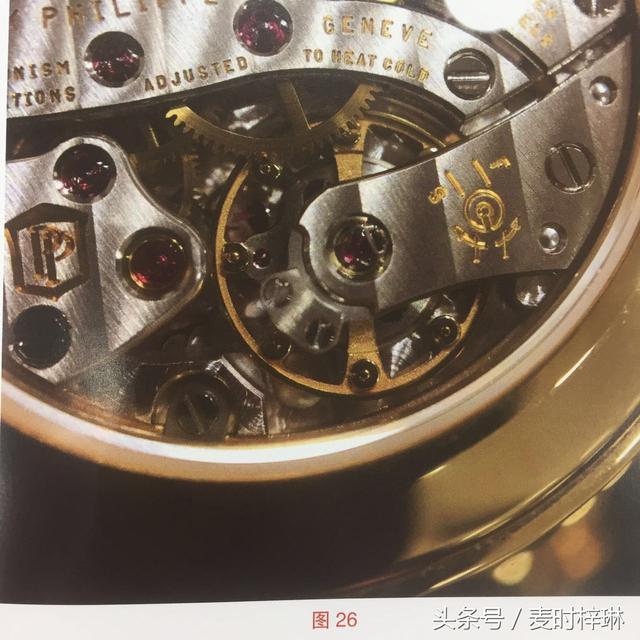
所有轮系的钢质齿瓣及其切面、所有轮轴末端以及其杆柱都要做镜面抛光。也就是说所有的传动轮系的齿轮都必须打磨削角,钢质的齿瓣包括所有部位都必须做镜面打磨,使其光彩夺目,而且不会因为毛细现象而让油扩散流失。当红宝石和轴心都做镜面抛光时,摩擦阻力会减少,润滑油也会因为内聚的物理效应而凝聚成球型,不致再粗糙的表面让油因毛细孔现象而导致扩散流失【图26】
第八法则;
在擒纵系统的结构里,擒纵轮必须轻巧,马仔本身最好要有平衡装置,机芯大于18mm者,据甄时所了解其擒纵轮的厚度最好不超过0.16mm,而机芯小于18mm者,其擒纵轮的厚度不可超过0.13mm,擒纵轮锁住马仔红宝石的部位必须打磨抛光,推动马仔红宝石的齿尖必须做镜面抛光打磨,只有如此,才能有效地减少摩擦阻力,油不至于因为毛细孔物理现象而扩散流失,摆轮和马仔石的摩擦面应该在0.07mm到0.03之间最理想,摩擦面积越小,动能的损耗越小,释放能量的效果越佳,释放能量的效果最佳,当然只有最上等的钢材,才能达到效率最好的状况【图27】

第九法则;
在杠杆式擒纵轮系统的结构里,马仔左右摆动释放处能量,驱动摆轮运转同时,制止马仔的定位机制必须由固定型夹板限制,不管再主机板或马仔板都可以接受,但是不容易随意移动或变动位置的部件,其中有一种镶有二颗红宝石做为马仔的定位限制结构最为高级,而且禁止使用栓钉式可微调的偏心螺栓【图28】

第十法则;
所有的机芯都必须安装有防震装置,1900年左右的怀表以及1970年间的很多机芯烙印有日内瓦印记,像百达翡丽和江诗丹顿手表在当时并未安装有避震装置,所以这一条法则可能是1970年后才加上去的规定【图29】如果你的爱表刚好是百达翡丽或者江诗丹顿,欢迎来甄时为你免费鉴定和深入了解表内机芯打磨和日内瓦印记图案。

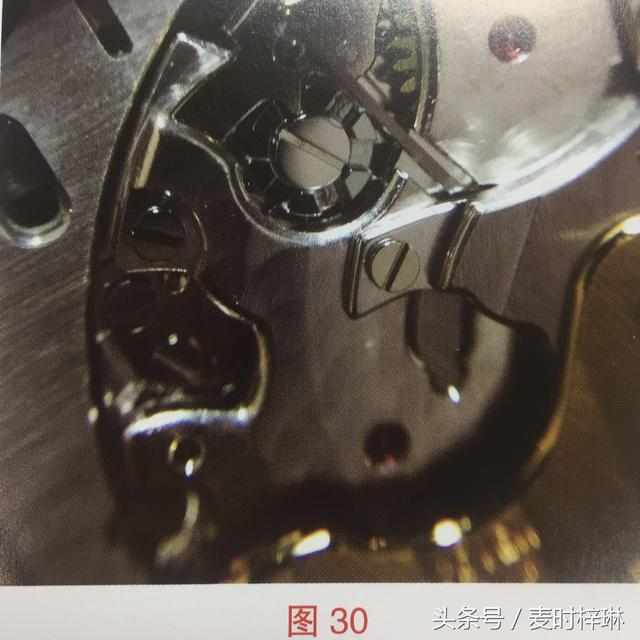
第十一法则;
在上链系统结构的棘轮与冠轮,必须遵照注册型号的特别规定制作,亦即鼓车、吉车和小钢轮与大钢轮的咬合,必须打磨抛光,使其上链省力顺畅,为了达到兼顾耐用的目的,小钢轮须为垂直双层式,大小钢轮最好是狼牙状的齿型,这一点再古董高级钟表中可遇见,近代大都仅有倒角抛光的齿型。【图30】
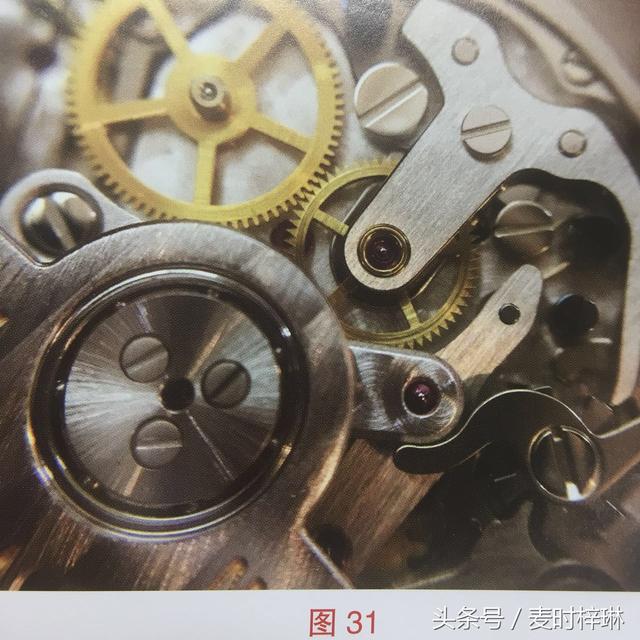
第十二法则;
不可使用钢丝弯曲成型的弹簧。机芯里具有弹簧性的挡仔,如发条挡仔,或鼓吉车、离合弹簧、日历和自动轮系、三问、报时、计时码表以及万年历等,其零件所使用的弹簧必须以整块钢板切削雕琢并打磨抛光制成具弹性与优美线条的零件。不管任何零件组件在操控动作时,都必须籍助弹簧回位,弹簧的形状哪怕是薄如纸,或长、或短、而且都必须使用定位来钉来固定,不可以用扁平弹簧加工弯曲成型,或以无螺丝固定的弹簧来代用。【图31】
2.ETA机芯的七级打磨
最初级-——机板未经打磨处理,擒纵结构组建的材料不是合金材质,是一般的钢和铜。
第二级——机芯有打磨处理,擒纵结构的材质依旧。
第三级——机芯有打磨处理,电镀加强使其更靓丽,采用合金作为擒纵结构的材料,使其准确性不受温度变化的影响。
第四级——与第三级雷同,只是增加了快慢针的微调装置。
第五级——机芯上的机板作些小改变,打磨、抛光都有较严格的要求,有了自家的机芯编号,有快慢针的微调装置,选用上好的合金材质来制造精密的擒纵结构组件,并加强打磨,送天文台检验,并在机板上刻有5方位调校等字。
第六季级——同样有第五级的要求与制作水准,特别在擒纵轮、马仔、快慢针等钢质零件上做倒角镜面抛光,采用球面穴石结构,齿轮也做倒角砂纹处理,螺丝也要求做镜面倒角处理。如为自动表,则用K金做的自动盘,如此机芯已达高级表应有的品级。
第七级——符合日内瓦印记要求的机芯,在自己工厂内,自己研发,设计生产的机芯。
ETA的机芯七级打磨篇在这里先告一段落咯,请继续关注小编关注甄时最新资讯
欢迎转发收藏 也欢迎在文章下方留言 发表您更好的想法和建议
下一篇【通过打磨鉴定手表的真假】