- 机器学习与深度学习间关系与区别
ℒℴѵℯ心·动ꦿ໊ོ꫞
人工智能学习深度学习python
一、机器学习概述定义机器学习(MachineLearning,ML)是一种通过数据驱动的方法,利用统计学和计算算法来训练模型,使计算机能够从数据中学习并自动进行预测或决策。机器学习通过分析大量数据样本,识别其中的模式和规律,从而对新的数据进行判断。其核心在于通过训练过程,让模型不断优化和提升其预测准确性。主要类型1.监督学习(SupervisedLearning)监督学习是指在训练数据集中包含输入
- Goolge earth studio 进阶4——路径修改与平滑
陟彼高冈yu
Googleearthstudio进阶教程旅游
如果我们希望在大约中途时获得更多的城市鸟瞰视角。可以将相机拖动到这里并创建一个新的关键帧。camera_target_clip_7EarthStudio会自动平滑我们的路径,所以当我们通过这个关键帧时,不是一个生硬的角度,而是一个平滑的曲线。camera_target_clip_8路径上有贝塞尔控制手柄,允许我们调整路径的形状。右键单击,我们可以选择“平滑路径”,这是默认的自动平滑算法,或者我们可
- 基于社交网络算法优化的二维最大熵图像分割
智能算法研学社(Jack旭)
智能优化算法应用图像分割算法php开发语言
智能优化算法应用:基于社交网络优化的二维最大熵图像阈值分割-附代码文章目录智能优化算法应用:基于社交网络优化的二维最大熵图像阈值分割-附代码1.前言2.二维最大熵阈值分割原理3.基于社交网络优化的多阈值分割4.算法结果:5.参考文献:6.Matlab代码摘要:本文介绍基于最大熵的图像分割,并且应用社交网络算法进行阈值寻优。1.前言阅读此文章前,请阅读《图像分割:直方图区域划分及信息统计介绍》htt
- 121. 买卖股票的最佳时机
薄荷糖的味道_fb40
给定一个数组,它的第i个元素是一支给定股票第i天的价格。如果你最多只允许完成一笔交易(即买入和卖出一支股票),设计一个算法来计算你所能获取的最大利润。注意你不能在买入股票前卖出股票。示例1:输入:[7,1,5,3,6,4]输出:5解释:在第2天(股票价格=1)的时候买入,在第5天(股票价格=6)的时候卖出,最大利润=6-1=5。注意利润不能是7-1=6,因为卖出价格需要大于买入价格。示例2:输入:
- 每日算法&面试题,大厂特训二十八天——第二十天(树)
肥学
⚡算法题⚡面试题每日精进java算法数据结构
目录标题导读算法特训二十八天面试题点击直接资料领取导读肥友们为了更好的去帮助新同学适应算法和面试题,最近我们开始进行专项突击一步一步来。上一期我们完成了动态规划二十一天现在我们进行下一项对各类算法进行二十八天的一个小总结。还在等什么快来一起肥学进行二十八天挑战吧!!特别介绍小白练手专栏,适合刚入手的新人欢迎订阅编程小白进阶python有趣练手项目里面包括了像《机器人尬聊》《恶搞程序》这样的有趣文章
- 回溯算法-重新安排行程
chirou_
算法数据结构图论c++图搜索
leetcode332.重新安排行程这题我还没自己ac过,只能现在凭着刚学完的热乎劲把我对题解的理解记下来。本题我认为对数据结构的考察比较多,用什么数据结构去存数据,去读取数据,都是很重要的。classSolution{private:unordered_map>targets;boolbacktracking(intticketNum,vector&result){//1.确定参数和返回值//2
- Faiss:高效相似性搜索与聚类的利器
网络·魚
大数据faiss
Faiss是一个针对大规模向量集合的相似性搜索库,由FacebookAIResearch开发。它提供了一系列高效的算法和数据结构,用于加速向量之间的相似性搜索,特别是在大规模数据集上。本文将介绍Faiss的原理、核心功能以及如何在实际项目中使用它。Faiss原理:近似最近邻搜索:Faiss的核心功能之一是近似最近邻搜索,它能够高效地在大规模数据集中找到与给定查询向量最相似的向量。这种搜索是近似的,
- 数字里的世界17期:2021年全球10大顶级数据中心,中国移动榜首
张三叨
你知道吗?2016年,全球的数据中心共计用电4160亿千瓦时,比整个英国的发电量还多40%!前言每天,我们都会创造超过250万TB的数据。并且随着物联网(IOT)的不断普及,这一数据将持续增长。如此庞大的数据被存储在被称为“数据中心”的专用设施中。虽然最早的数据中心建于20世纪40年代,但直到1997-2000年的互联网泡沫期间才逐渐成为主流。当前人类的技术,比如人工智能和机器学习,已经将我们推向
- nosql数据库技术与应用知识点
皆过客,揽星河
NoSQLnosql数据库大数据数据分析数据结构非关系型数据库
Nosql知识回顾大数据处理流程数据采集(flume、爬虫、传感器)数据存储(本门课程NoSQL所处的阶段)Hdfs、MongoDB、HBase等数据清洗(入仓)Hive等数据处理、分析(Spark、Flink等)数据可视化数据挖掘、机器学习应用(Python、SparkMLlib等)大数据时代存储的挑战(三高)高并发(同一时间很多人访问)高扩展(要求随时根据需求扩展存储)高效率(要求读写速度快)
- insert into select 主键自增_mybatis拦截器实现主键自动生成
weixin_39521651
insertintoselect主键自增mybatisdelete返回值mybatisinsert返回主键mybatisinsert返回对象mybatisplusinsert返回主键mybatisplus插入生成id
前言前阵子和朋友聊天,他说他们项目有个需求,要实现主键自动生成,不想每次新增的时候,都手动设置主键。于是我就问他,那你们数据库表设置主键自动递增不就得了。他的回答是他们项目目前的id都是采用雪花算法来生成,因此为了项目稳定性,不会切换id的生成方式。朋友问我有没有什么实现思路,他们公司的orm框架是mybatis,我就建议他说,不然让你老大把mybatis切换成mybatis-plus。mybat
- k均值聚类算法考试例题_k均值算法(k均值聚类算法计算题)
寻找你83497
k均值聚类算法考试例题
?算法:第一步:选K个初始聚类中心,z1(1),z2(1),…,zK(1),其中括号内的序号为寻找聚类中心的迭代运算的次序号。聚类中心的向量值可任意设定,例如可选开始的K个.k均值聚类:---------一种硬聚类算法,隶属度只有两个取值0或1,提出的基本根据是“类内误差平方和最小化”准则;模糊的c均值聚类算法:--------一种模糊聚类算法,是.K均值聚类算法是先随机选取K个对象作为初始的聚类
- Python开发常用的三方模块如下:
换个网名有点难
python开发语言
Python是一门功能强大的编程语言,拥有丰富的第三方库,这些库为开发者提供了极大的便利。以下是100个常用的Python库,涵盖了多个领域:1、NumPy,用于科学计算的基础库。2、Pandas,提供数据结构和数据分析工具。3、Matplotlib,一个绘图库。4、Scikit-learn,机器学习库。5、SciPy,用于数学、科学和工程的库。6、TensorFlow,由Google开发的开源机
- Python实现简单的机器学习算法
master_chenchengg
pythonpython办公效率python开发IT
Python实现简单的机器学习算法开篇:初探机器学习的奇妙之旅搭建环境:一切从安装开始必备工具箱第一步:安装Anaconda和JupyterNotebook小贴士:如何配置Python环境变量算法初体验:从零开始的Python机器学习线性回归:让数据说话数据准备:从哪里找数据编码实战:Python实现线性回归模型评估:如何判断模型好坏逻辑回归:从分类开始理论入门:什么是逻辑回归代码实现:使用skl
- 推荐算法_隐语义-梯度下降
_feivirus_
算法机器学习和数学推荐算法机器学习隐语义
importnumpyasnp1.模型实现"""inputrate_matrix:M行N列的评分矩阵,值为P*Q.P:初始化用户特征矩阵M*K.Q:初始化物品特征矩阵K*N.latent_feature_cnt:隐特征的向量个数max_iteration:最大迭代次数alpha:步长lamda:正则化系数output分解之后的P和Q"""defLFM_grad_desc(rate_matrix,l
- K近邻算法_分类鸢尾花数据集
_feivirus_
算法机器学习和数学分类机器学习K近邻
importnumpyasnpimportpandasaspdfromsklearn.datasetsimportload_irisfromsklearn.model_selectionimporttrain_test_splitfromsklearn.metricsimportaccuracy_score1.数据预处理iris=load_iris()df=pd.DataFrame(data=ir
- 数据结构 | 栈和队列
TT-Kun
数据结构与算法数据结构栈队列C语言
文章目录栈和队列1.栈:后进先出(LIFO)的数据结构1.1概念与结构1.2栈的实现2.队列:先进先出(FIFO)的数据结构2.1概念与结构2.2队列的实现3.栈和队列算法题3.1有效的括号3.2用队列实现栈3.3用栈实现队列3.4设计循环队列结论栈和队列在计算机科学中,栈和队列是两种基本且重要的数据结构,它们在处理数据存储和访问顺序方面有着独特的规则和应用。本文将详细介绍栈和队列的概念、结构、实
- [Python] 数据结构 详解及代码
AIAdvocate
算法python数据结构链表
今日内容大纲介绍数据结构介绍列表链表1.数据结构和算法简介程序大白话翻译,程序=数据结构+算法数据结构指的是存储,组织数据的方式.算法指的是为了解决实际业务问题而思考思路和方法,就叫:算法.2.算法的5大特性介绍算法具有独立性算法是解决问题的思路和方式,最重要的是思维,而不是语言,其(算法)可以通过多种语言进行演绎.5大特性有输入,需要传入1或者多个参数有输出,需要返回1个或者多个结果有穷性,执行
- Python算法L5:贪心算法
小熊同学哦
Python算法算法python贪心算法
Python贪心算法简介目录Python贪心算法简介贪心算法的基本步骤贪心算法的适用场景经典贪心算法问题1.**零钱兑换问题**2.**区间调度问题**3.**背包问题**贪心算法的优缺点优点:缺点:结语贪心算法(GreedyAlgorithm)是一种在每一步选择中都采取当前最优或最优解的算法。它的核心思想是,在保证每一步局部最优的情况下,希望通过贪心选择达到全局最优解。虽然贪心算法并不总能得到全
- 遥感影像的切片处理
sand&wich
计算机视觉python图像处理
在遥感影像分析中,经常需要将大尺寸的影像切分成小片段,以便于进行详细的分析和处理。这种方法特别适用于机器学习和图像处理任务,如对象检测、图像分类等。以下是如何使用Python和OpenCV库来实现这一过程,同时确保每个影像片段保留正确的地理信息。准备环境首先,确保安装了必要的Python库,包括numpy、opencv-python和xml.etree.ElementTree。这些库将用于图像处理
- 【RabbitMQ 项目】服务端:数据管理模块之绑定管理
月夜星辉雪
rabbitmq分布式
文章目录一.编写思路二.代码实践一.编写思路定义绑定信息类交换机名称队列名称绑定关键字:交换机的路由交换算法中会用到没有是否持久化的标志,因为绑定是否持久化取决于交换机和队列是否持久化,只有它们都持久化时绑定才需要持久化。绑定就好像一根绳子,两端连接着交换机和队列,当一方不存在,它就没有存在的必要了定义绑定持久化类构造函数:如果数据库文件不存在则创建,打开数据库,创建binding_table插入
- 非对称加密算法原理与应用2——RSA私钥加密文件
私语茶馆
云部署与开发架构及产品灵感记录RSA2048私钥加密
作者:私语茶馆1.相关章节(1)非对称加密算法原理与应用1——秘钥的生成-CSDN博客第一章节讲述的是创建秘钥对,并将公钥和私钥导出为文件格式存储。本章节继续讲如何利用私钥加密内容,包括从密钥库或文件中读取私钥,并用RSA算法加密文件和String。2.私钥加密的概述本文主要基于第一章节的RSA2048bit的非对称加密算法讲述如何利用私钥加密文件。这种加密后的文件,只能由该私钥对应的公钥来解密。
- 粒子群优化 (PSO) 在三维正弦波函数中的应用
subject625Ruben
机器学习人工智能matlab算法
在这篇博客中,我们将展示如何使用粒子群优化(PSO)算法求解三维正弦波函数,并通过增加正弦波扰动,使优化过程更加复杂和有趣。本文将介绍目标函数的定义、PSO参数设置以及算法执行的详细过程,并展示搜索空间中的动态过程和收敛曲线。1.目标函数定义我们使用的目标函数是一个三维正弦波函数,定义如下:objectiveFunc=@(x)sin(sqrt(x(1).^2+x(2).^2))+0.5*sin(5
- 非对称加密算法————RSA理论及详情
hu19930613
转自:https://www.kancloud.cn/kancloud/rsa_algorithm/48484一、一点历史1976年以前,所有的加密方法都是同一种模式:(1)甲方选择某一种加密规则,对信息进行加密;(2)乙方使用同一种规则,对信息进行解密。由于加密和解密使用同样规则(简称"密钥"),这被称为"对称加密算法"(Symmetric-keyalgorithm)。这种加密模式有一个最大弱点
- ai绘画工具midjourney怎么下载?附作品管理教程
设计师早上好
Midjourney是一款功能强大的AI绘画工具,它使用机器学习技术和深度神经网络等算法,可以生成各种艺术风格的绘画作品。在创意设计、广告宣传等方面有着广泛的应用前景。那么,ai绘画工具midjourney怎么下载?本文将为您介绍Midjourney的下载以及作品的相关管理。一、Midjourney下载Midjourney的下载非常简单,只需打开Midjourney官网(点击“GetMidjour
- 【加密算法基础——对称加密和非对称加密】
XWWW668899
网络安全服务器笔记
对称加密与非对称加密对称加密和非对称加密是两种基本的加密方法,各自有不同的特点和用途。以下是详细比较:1.对称加密特点密钥:使用相同的密钥进行加密和解密。发送方和接收方必须共享这个密钥。速度:通常速度较快,适合处理大量数据。实现:算法相对简单,计算效率高。常见算法AES(高级加密标准)DES(数据加密标准)3DES(三重数据加密标准)RC4(流密码)应用场景文件加密磁盘加密传输大量数据时的加密2.
- 【算法练习】IDEA集成leetcode插件实现快速刷
2401_84102892
2024年程序员学习算法intellij-idealeetcode
============点击右侧边leetcode->设置->配置地址、用户名、密码、存放目录、文件模板用户名要登录后在账号信息里看模板代码1.codefilename!velocityTool.camelC
- [实践应用] 深度学习之模型性能评估指标
YuanDaima2048
深度学习工具使用深度学习人工智能损失函数性能评估pytorchpython机器学习
文章总览:YuanDaiMa2048博客文章总览深度学习之模型性能评估指标分类任务回归任务排序任务聚类任务生成任务其他介绍在机器学习和深度学习领域,评估模型性能是一项至关重要的任务。不同的学习任务需要不同的性能指标来衡量模型的有效性。以下是对一些常见任务及其相应的性能评估指标的详细解释和总结。分类任务分类任务是指模型需要将输入数据分配到预定义的类别或标签中。以下是分类任务中常用的性能指标:准确率(
- 【加密算法基础——RSA 加密】
XWWW668899
网络服务器笔记python
RSA加密RSA(Rivest-Shamir-Adleman)加密是非对称加密,一种广泛使用的公钥加密算法,主要用于安全数据传输。公钥用于加密,私钥用于解密。RSA加密算法的名称来源于其三位发明者的姓氏:R:RonRivestS:AdiShamirA:LeonardAdleman这三位计算机科学家在1977年共同提出了这一算法,并发表了相关论文。他们的工作为公钥加密的基础奠定了重要基础,使得安全通
- 机器学习-聚类算法
不良人龍木木
机器学习机器学习算法聚类
机器学习-聚类算法1.AHC2.K-means3.SC4.MCL仅个人笔记,感谢点赞关注!1.AHC2.K-means3.SC传统谱聚类:个人对谱聚类算法的理解以及改进4.MCL目前仅专注于NLP的技术学习和分享感谢大家的关注与支持!
- 生成式地图制图
Bwywb_3
深度学习机器学习深度学习生成对抗网络
生成式地图制图(GenerativeCartography)是一种利用生成式算法和人工智能技术自动创建地图的技术。它结合了传统的地理信息系统(GIS)技术与现代生成模型(如深度学习、GANs等),能够根据输入的数据自动生成符合需求的地图。这种方法在城市规划、虚拟环境设计、游戏开发等多个领域具有应用前景。主要特点:自动化生成:通过算法和模型,系统能够根据输入的地理或空间数据自动生成地图,而无需人工逐
- 桌面上有多个球在同时运动,怎么实现球之间不交叉,即碰撞?
换个号韩国红果果
html小球碰撞
稍微想了一下,然后解决了很多bug,最后终于把它实现了。其实原理很简单。在每改变一个小球的x y坐标后,遍历整个在dom树中的其他小球,看一下它们与当前小球的距离是否小于球半径的两倍?若小于说明下一次绘制该小球(设为a)前要把他的方向变为原来相反方向(与a要碰撞的小球设为b),即假如当前小球的距离小于球半径的两倍的话,马上改变当前小球方向。那么下一次绘制也是先绘制b,再绘制a,由于a的方向已经改变
- 《高性能HTML5》读后整理的Web性能优化内容
白糖_
html5
读后感
先说说《高性能HTML5》这本书的读后感吧,个人觉得这本书前两章跟书的标题完全搭不上关系,或者说只能算是讲解了“高性能”这三个字,HTML5完全不见踪影。个人觉得作者应该首先把HTML5的大菜拿出来讲一讲,再去分析性能优化的内容,这样才会有吸引力。因为只是在线试读,没有机会看后面的内容,所以不胡乱评价了。
- [JShop]Spring MVC的RequestContextHolder使用误区
dinguangx
jeeshop商城系统jshop电商系统
在spring mvc中,为了随时都能取到当前请求的request对象,可以通过RequestContextHolder的静态方法getRequestAttributes()获取Request相关的变量,如request, response等。 在jshop中,对RequestContextHolder的
- 算法之时间复杂度
周凡杨
java算法时间复杂度效率
在
计算机科学 中,
算法 的时间复杂度是一个
函数 ,它定量描述了该算法的运行时间。这是一个关于代表算法输入值的
字符串 的长度的函数。时间复杂度常用
大O符号 表述,不包括这个函数的低阶项和首项系数。使用这种方式时,时间复杂度可被称为是
渐近 的,它考察当输入值大小趋近无穷时的情况。
这样用大写O()来体现算法时间复杂度的记法,
- Java事务处理
g21121
java
一、什么是Java事务 通常的观念认为,事务仅与数据库相关。 事务必须服从ISO/IEC所制定的ACID原则。ACID是原子性(atomicity)、一致性(consistency)、隔离性(isolation)和持久性(durability)的缩写。事务的原子性表示事务执行过程中的任何失败都将导致事务所做的任何修改失效。一致性表示当事务执行失败时,所有被该事务影响的数据都应该恢复到事务执行前的状
- Linux awk命令详解
510888780
linux
一. AWK 说明
awk是一种编程语言,用于在linux/unix下对文本和数据进行处理。数据可以来自标准输入、一个或多个文件,或其它命令的输出。它支持用户自定义函数和动态正则表达式等先进功能,是linux/unix下的一个强大编程工具。它在命令行中使用,但更多是作为脚本来使用。
awk的处理文本和数据的方式:它逐行扫描文件,从第一行到
- android permission
布衣凌宇
Permission
<uses-permission android:name="android.permission.ACCESS_CHECKIN_PROPERTIES" ></uses-permission>允许读写访问"properties"表在checkin数据库中,改值可以修改上传
<uses-permission android:na
- Oracle和谷歌Java Android官司将推迟
aijuans
javaoracle
北京时间 10 月 7 日,据国外媒体报道,Oracle 和谷歌之间一场等待已久的官司可能会推迟至 10 月 17 日以后进行,这场官司的内容是 Android 操作系统所谓的 Java 专利权之争。本案法官 William Alsup 称根据专利权专家 Florian Mueller 的预测,谷歌 Oracle 案很可能会被推迟。 该案中的第二波辩护被安排在 10 月 17 日出庭,从目前看来
- linux shell 常用命令
antlove
linuxshellcommand
grep [options] [regex] [files]
/var/root # grep -n "o" *
hello.c:1:/* This C source can be compiled with:
- Java解析XML配置数据库连接(DOM技术连接 SAX技术连接)
百合不是茶
sax技术Java解析xml文档dom技术XML配置数据库连接
XML配置数据库文件的连接其实是个很简单的问题,为什么到现在才写出来主要是昨天在网上看了别人写的,然后一直陷入其中,最后发现不能自拔 所以今天决定自己完成 ,,,,现将代码与思路贴出来供大家一起学习
XML配置数据库的连接主要技术点的博客;
JDBC编程 : JDBC连接数据库
DOM解析XML: DOM解析XML文件
SA
- underscore.js 学习(二)
bijian1013
JavaScriptunderscore
Array Functions 所有数组函数对参数对象一样适用。1.first _.first(array, [n]) 别名: head, take 返回array的第一个元素,设置了参数n,就
- plSql介绍
bijian1013
oracle数据库plsql
/*
* PL/SQL 程序设计学习笔记
* 学习plSql介绍.pdf
* 时间:2010-10-05
*/
--创建DEPT表
create table DEPT
(
DEPTNO NUMBER(10),
DNAME NVARCHAR2(255),
LOC NVARCHAR2(255)
)
delete dept;
select
- 【Nginx一】Nginx安装与总体介绍
bit1129
nginx
启动、停止、重新加载Nginx
nginx 启动Nginx服务器,不需要任何参数u
nginx -s stop 快速(强制)关系Nginx服务器
nginx -s quit 优雅的关闭Nginx服务器
nginx -s reload 重新加载Nginx服务器的配置文件
nginx -s reopen 重新打开Nginx日志文件
- spring mvc开发中浏览器兼容的奇怪问题
bitray
jqueryAjaxspringMVC浏览器上传文件
最近个人开发一个小的OA项目,属于复习阶段.使用的技术主要是spring mvc作为前端框架,mybatis作为数据库持久化技术.前台使用jquery和一些jquery的插件.
在开发到中间阶段时候发现自己好像忽略了一个小问题,整个项目一直在firefox下测试,没有在IE下测试,不确定是否会出现兼容问题.由于jquer
- Lua的io库函数列表
ronin47
lua io
1、io表调用方式:使用io表,io.open将返回指定文件的描述,并且所有的操作将围绕这个文件描述
io表同样提供三种预定义的文件描述io.stdin,io.stdout,io.stderr
2、文件句柄直接调用方式,即使用file:XXX()函数方式进行操作,其中file为io.open()返回的文件句柄
多数I/O函数调用失败时返回nil加错误信息,有些函数成功时返回nil
- java-26-左旋转字符串
bylijinnan
java
public class LeftRotateString {
/**
* Q 26 左旋转字符串
* 题目:定义字符串的左旋转操作:把字符串前面的若干个字符移动到字符串的尾部。
* 如把字符串abcdef左旋转2位得到字符串cdefab。
* 请实现字符串左旋转的函数。要求时间对长度为n的字符串操作的复杂度为O(n),辅助内存为O(1)。
*/
pu
- 《vi中的替换艺术》-linux命令五分钟系列之十一
cfyme
linux命令
vi方面的内容不知道分类到哪里好,就放到《Linux命令五分钟系列》里吧!
今天编程,关于栈的一个小例子,其间我需要把”S.”替换为”S->”(替换不包括双引号)。
其实这个不难,不过我觉得应该总结一下vi里的替换技术了,以备以后查阅。
1
所有替换方案都要在冒号“:”状态下书写。
2
如果想将abc替换为xyz,那么就这样
:s/abc/xyz/
不过要特别
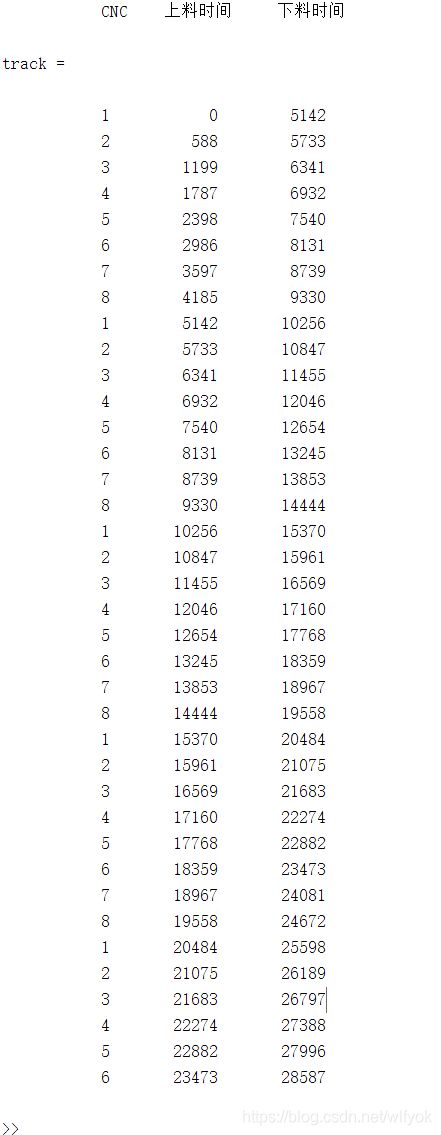
- [轨道与计算]新的并行计算架构
comsci
并行计算
我在进行流程引擎循环反馈试验的过程中,发现一个有趣的事情。。。如果我们在流程图的每个节点中嵌入一个双向循环代码段,而整个流程中又充满着很多并行路由,每个并行路由中又包含着一些并行节点,那么当整个流程图开始循环反馈过程的时候,这个流程图的运行过程是否变成一个并行计算的架构呢?
- 重复执行某段代码
dai_lm
android
用handler就可以了
private Handler handler = new Handler();
private Runnable runnable = new Runnable() {
public void run() {
update();
handler.postDelayed(this, 5000);
}
};
开始计时
h
- Java实现堆栈(list实现)
datageek
数据结构——堆栈
public interface IStack<T> {
//元素出栈,并返回出栈元素
public T pop();
//元素入栈
public void push(T element);
//获取栈顶元素
public T peek();
//判断栈是否为空
public boolean isEmpty
- 四大备份MySql数据库方法及可能遇到的问题
dcj3sjt126com
DBbackup
一:通过备份王等软件进行备份前台进不去?
用备份王等软件进行备份是大多老站长的选择,这种方法方便快捷,只要上传备份软件到空间一步步操作就可以,但是许多刚接触备份王软件的客用户来说还原后会出现一个问题:因为新老空间数据库用户名和密码不统一,网站文件打包过来后因没有修改连接文件,还原数据库是好了,可是前台会提示数据库连接错误,网站从而出现打不开的情况。
解决方法:学会修改网站配置文件,大多是由co
- github做webhooks:[1]钩子触发是否成功测试
dcj3sjt126com
githubgitwebhook
转自: http://jingyan.baidu.com/article/5d6edee228c88899ebdeec47.html
github和svn一样有钩子的功能,而且更加强大。例如我做的是最常见的push操作触发的钩子操作,则每次更新之后的钩子操作记录都会在github的控制板可以看到!
工具/原料
github
方法/步骤
- ">的作用" target="_blank">JSP中的作用
蕃薯耀
JSP中<base href="<%=basePath%>">的作用
>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>
- linux下SAMBA服务安装与配置
hanqunfeng
linux
局域网使用的文件共享服务。
一.安装包:
rpm -qa | grep samba
samba-3.6.9-151.el6.x86_64
samba-common-3.6.9-151.el6.x86_64
samba-winbind-3.6.9-151.el6.x86_64
samba-client-3.6.9-151.el6.x86_64
samba-winbind-clients
- guava cache
IXHONG
cache
缓存,在我们日常开发中是必不可少的一种解决性能问题的方法。简单的说,cache 就是为了提升系统性能而开辟的一块内存空间。
缓存的主要作用是暂时在内存中保存业务系统的数据处理结果,并且等待下次访问使用。在日常开发的很多场合,由于受限于硬盘IO的性能或者我们自身业务系统的数据处理和获取可能非常费时,当我们发现我们的系统这个数据请求量很大的时候,频繁的IO和频繁的逻辑处理会导致硬盘和CPU资源的
- Query的开始--全局变量,noconflict和兼容各种js的初始化方法
kvhur
JavaScriptjquerycss
这个是整个jQuery代码的开始,里面包含了对不同环境的js进行的处理,例如普通环境,Nodejs,和requiredJs的处理方法。 还有jQuery生成$, jQuery全局变量的代码和noConflict代码详解 完整资源:
http://www.gbtags.com/gb/share/5640.htm jQuery 源码:
(
- 美国人的福利和中国人的储蓄
nannan408
今天看了篇文章,震动很大,说的是美国的福利。
美国医院的无偿入院真的是个好措施。小小的改善,对于社会是大大的信心。小孩,税费等,政府不收反补,真的体现了人文主义。
美国这么高的社会保障会不会使人变懒?答案是否定的。正因为政府解决了后顾之忧,人们才得以倾尽精力去做一些有创造力,更造福社会的事情,这竟成了美国社会思想、人
- N阶行列式计算(JAVA)
qiuwanchi
N阶行列式计算
package gaodai;
import java.util.List;
/**
* N阶行列式计算
* @author 邱万迟
*
*/
public class DeterminantCalculation {
public DeterminantCalculation(List<List<Double>> determina
- C语言算法之打渔晒网问题
qiufeihu
c算法
如果一个渔夫从2011年1月1日开始每三天打一次渔,两天晒一次网,编程实现当输入2011年1月1日以后任意一天,输出该渔夫是在打渔还是在晒网。
代码如下:
#include <stdio.h>
int leap(int a) /*自定义函数leap()用来指定输入的年份是否为闰年*/
{
if((a%4 == 0 && a%100 != 0
- XML中DOCTYPE字段的解析
wyzuomumu
xml
DTD声明始终以!DOCTYPE开头,空一格后跟着文档根元素的名称,如果是内部DTD,则再空一格出现[],在中括号中是文档类型定义的内容. 而对于外部DTD,则又分为私有DTD与公共DTD,私有DTD使用SYSTEM表示,接着是外部DTD的URL. 而公共DTD则使用PUBLIC,接着是DTD公共名称,接着是DTD的URL.
私有DTD
<!DOCTYPErootSYST