正点原子T100智能焊台-试用-拆机测评

写在前面的话:
从学习到工作,接触嵌入式硬件工作已经3年了,电烙铁作为我的得力助手,伴随了我长期的焊接任务,从刚开始的插件焊接:LED灯和DIP芯片,到贴片式0603电阻电容,LQFP封装芯片,再到更小尺寸的0402,0201电阻电容,BGA封装,手里的电烙铁也从手持式B型刀头,升级换代为恒温式刀头电烙铁K型,再到C型电烙铁,焊接技术越来越熟练,对电烙铁的要求也在提高,前两天申请到了原子哥的智能焊台T100,正好体验一下,跟我来吧!
外观预览
自从收到原子哥消息:智能焊台申请测评通过的时候,我就怀着忐忑的心态等待着,中间也查找了很多智能焊台的资料,了解了原子哥公司的设计理念及现有的产品,官方网站:http://www.alientek.com,里面可以点开官方商城进行购买,非常方便。

三天后就收到了快递消息,小小激动了一下,拆开包装,先来一张预览图

简单整理了一下携带的物品,清单如下:
-电烙铁支架*1
-高温海绵*1
-T100温控台*1
-烙铁手柄*1
-黑金刚烙铁头T12*1
-220VAC/10A的电源线*1
-说明书*1
正点原子作为一家从事嵌入式教育行业的领先者,出品了很多嵌入式学习平台和视频课程,对于自研的第一代智能焊台,独创性的融入嵌入系统统,大屏显示,来提供更多便捷的操作。
我们先从主机/温控台看起:
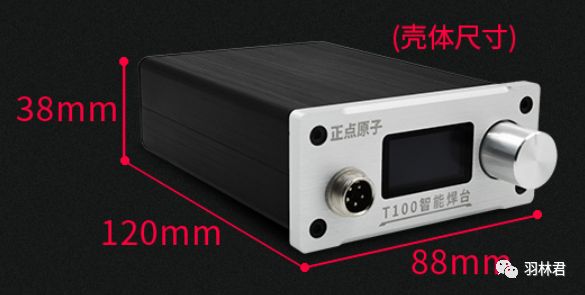
温控台入手第一感觉,就是非常轻巧,可以很轻松的握在手中,重量370g,加上烙铁支架及电烙铁,个人估计总重在800g以内,个头小,携带方便。前面的中心位置是一个1.3寸的OLED屏幕,用于显示温度及交互式操作。右侧是一个旋钮编码器—手动调节用,旋转切换选项,按键为确定,表面是细密的花纹,保持美观的前提下,方便操作,手感很棒。左侧接口用于连接电烙铁手柄。

背面除了一个交流三插的插座及红色电源开关外,旁边还有一个DC_25.2V的直流电源接口,可以支持12V~24V的电池供电,这个非常适用于我们户外调试焊接,同时也可以给外部电池供电。从前面我们讲过的DS100手持示波器,可以看出原子哥的自研工具,走的路线是:便携性,低功耗,功能多样性。
烙铁头安装

烙铁头一般是由五类金属组成,铜做导热主体,占烙铁头材料的85%,有利于烙铁头快速升温;外面镀一层铁层晶体,起到耐腐蚀作用, 是影响烙铁头使用寿命的关键因素;第三层镀镍,起到镀铁层防锈作用,而且便于后面镀铬;最外面一层镀铬,其作用是防止使用时爬锡,耐磨耐腐蚀等作用;锡层在头部,是沾锡的部位。
我们这款使用的是西安黑金刚的T12一体式烙铁头,烙铁头采用8分钟镀黑色硬铬技术,镀铬层密实,可以提高焊咀的硬度,耐磨,耐高温,美观性好等优点,结合一体式电烙铁的优点:加热速度快,温度控制精确,结构简单等,安全性和稳定性方面大大提高。
安装时,先拧开固定螺帽,把烙铁头插入手柄,在套入螺帽拧紧固定,最后检查烙铁头是否固定紧实,不能有晃动。
配件细节

烙铁支架采用的是1mm厚的钣金冲压弯针成型,满足正常功能下,整体显得轻巧、大方,固定孔采用多层环形冲孔,烙铁头轻松插入,稳定性好;合适长度的后座,保证烙铁头与支架的安全间距,既能悬空快速散热,也可以防止人手不小心碰到发热的烙铁头,后底座是残余锡收纳,前底座安放泡棉,用于清洁刀头。

烙铁手柄,拆开后可以看到里面连线,是五芯铁氟龙-硅胶线,根据资料查询结果:单根线导体规格:35*0.08mm(横截面0.2平方毫米)_无氧镀锡铜,容载电流4~5A,我们电烙铁的加热功率是72W_0.33A,满足使用要求,连接头使用的是GX12-5P航空插头,耐冲击耐振动,能保证良好的连接性。

通过查看使用说明书,智能焊台的输入电压:AC_100V~240V,电源功率108W,计算得出工作电流:0.5A,电缆采用常规的220V/10A的三芯电源线,CCC认证,满足安全要求。
上电试用
插上电源,开启红色电源开关,观察OLED屏,注意:电烙铁另一头接到温控台,否则开机会显示:检测不到电烙铁,下图是正常显示状态

第一次开电源前,大家要记得先拿好锡丝,因为新烙铁初次上电时,要边升温,边给焊咀镀上一层锡,严禁干烧,以保护刀头。
当然咱原子哥这款智能焊台号称“7秒升温”,还真不是吹的,我自己刚上电,就看到OLED屏上温度蹭蹭上涨,新烙铁头开始冒烟,而锡丝还没拿出来,吓得赶紧先拔电源,哈哈!
显示界面有几个信息,我们要注意:
-设置温度:左上角SET后的温度值,可通过旋钮调节,左旋降温,右旋是升温,单次按一下,是快速跳变,在200℃,350℃,450℃循环;
-使用时间:位于右上角,每次开机都会重新开始,同时也用于休眠时间/待机时间计算,到设置时间点后自动休眠/自动关机;
-实际温度:占据屏幕最大的温度值,实时观察烙铁头的温度变化;
-加热标示:使用时间下方有个“雪花”标示,当电烙铁加热时,标示显示,恒温时,标示开始闪烁,降温时,标示消失;
焊接测试
下面我们的焊接测试挑战正式开始:
点焊——焊接排针
一分钟内焊接完2排排针,要求焊点饱满,光滑,无毛刺:

紧张的焊接中。。。。。

最后焊接完后,一看时间,都有点傻眼了,自己把自己坑了,一共40个焊点,用了3分42秒,最后再让大家看一下焊点饱满度,来个大写:

有一段时间没焊接,不知道这是个什么水平,先给自己算个中位吧,当然也欢迎其他“焊武帝”来砸场子,当然是带干货的来,嘻嘻!
拖焊——LQFP芯片
焊接一块LQFP100的芯片,要求焊接良好,无毛刺,短路等现象

先给焊盘上锡—>放置MCU并对齐引脚—>两侧加锡固定—>开始拖焊一侧引脚—>拖焊其他侧引脚—>检查引脚修正—>洗板水简单清洁

整体焊接过程,电烙铁还是蛮顺手,烙铁温度足够,焊接比较顺利;
最后看一下我们的自定义功能,连续两次按键,进入设置界面:

0-退出:按键返回主界面
1-步进设置:按键进入步进设置,即旋钮一次,温度的步进值,再次按键返回设置界面;
2-休眠温度:一般设为150℃,即到休眠时间,温度会降低到该设置的温度值,以保护电烙铁,再次按键返回设置界面;
3-休眠时间:一般为5~10分钟,超过设定时间不使用电烙铁,即进入休眠;
4-待机时间:一般20~30分钟,超过设定时间不使用电烙铁,电烙铁自动关机,防止安全风险;
5-自动关机:设置是否启用自动关机模式;
6-参数选择:可以不用动,个人猜测和内部设置参数有关;
7-输出电流:设置主机后端的DC接口输出电流的大小;
8-输出开关:如果需要给外界电池充电,可打开该开关,并设置好电流值;
9-蜂鸣器:选择是否打开,默认打开后;
10-语言:选“简体中文”,可选“繁体”,“英语”;
11-恢复出厂:选择可恢复出厂默认设置;
拆机内视
T1001焊台结构相对简单,前面,后面各四个嵌入式内六角螺栓固定,卸下螺栓,即可看到内部全景图,先上两张总照:

里面元器件全部是贴片和插件式,无飞线,残余锡渣等,整体显得整洁,电气稳定性要更好,在里面也发现一个细节,让我惊叹不已,自己本来想把底壳也拆下来,看一下背面状态,结果螺栓全拧下来,前壳,后壳,底壳也无法分开。

简单分析一下:
前壳1号位是一个烙铁手柄连接器,是从前方穿进去,焊接在显示板上,所以前壳和显示板是无法分开的,而显示板通过黄色排针焊接到主板,进行供电和信号通讯;
后壳2号位是三插头连接座,是从后方穿进去,与电源转接板焊接在一起无法分开,而小电源转接板也是焊在主板上,相当于三位一体(显示板,主板,电源转接板);
底壳3号位是平行导轨,预示着主板想要安装到底壳,只能从前方或后方先插入进去,在这个情况下装配方式就确定了,先分别搞定三大部件(显示板与前壳先组装好,电源转接板与后壳组装好,主板插入底壳),再分别焊接黄色排针和电源转接板接线,最后合盖打螺钉;
这样的装配方式:优点是全部采用焊接方式,整体机械装配稳定性好,电气稳定性好,缺点是装配工艺难度提高,对焊工的技术要求提高;有些厂家在这种情况可能就采用廉价的插接线处理了。不得不说,原子哥为了质量,还是下了很大功夫的。
综述
在测试过程中,也遇到一些小问题:1、旋钮在扭动过程中,感觉不是很顺畅,旋钮与前壳有摩擦,应该是加工工艺的细节问题,不影响正常使用;2、可能是主机太轻了,插座在较低位置时,电源线的重量反而会拉扯主机移动,我摆弄了好几下,当然这个不算问题,毕竟我们是为了方便携带,找个排插把电源线放桌面上就没问题了。
这个体验过程中,T100恒温智能电烙铁用起来还是蛮舒服的,比较顺手,用起来也比较安心,接下来我也会持续使用,任何产品在长期磕磕碰碰中都会发现新的欠缺和问题,我们也会持续向原子哥提出建议,持续优化和创新,相信经过市场磨砺,智能电烙铁终究会替代老式电烙铁,成为市场的宠儿。
下面也分享一些电烙铁的使用及注意事项:
电烙铁使用220V交流电时,注意使用三插头,并保证外壳妥善接地;
使用前,应认真检查电源插头、电源线有无损坏,并检查烙铁头是否松动;
新烙铁使用前,应用细砂纸将烙铁头打光亮,通电烧热,蘸上松香后用烙铁头刃面接触焊锡丝,使烙铁头上均匀地镀上一层锡,这样可以便于焊接和防止烙铁头表面氧化。旧的烙铁头如严重氧化而发黑,可用钢挫或烙铁清洁器挫去表层氧化物,使其露出金属光泽后,重新镀锡,才能使用;
焊接姿势,身体坐式端正,右手拿电烙铁,焊锡丝穿过手心,捏在左手拇指与食指间,方便连续送丝,先用烙铁放在焊盘处加热,再把锡丝伸到焊盘处融化,镀锡,饱满后先移开锡丝,再移开电烙铁,这样焊接的会饱满些;
焊接过程中,烙铁不能到处乱放。不焊时,应放在烙铁架上。注意电源线不可搭在烙铁头上,以防烫坏绝缘层而发生事故;
使用结束后,应及时切断电源,拔下电源插头。冷却后,再将电烙铁收回工具箱;
扫码立即关注我


