图像处理、分析与机器视觉(基于labview)_【技术文献】基于机器视觉的钢卷喷码与识别系统设计...
基于机器视觉的钢卷喷码与识别系统设计
袁野,罗全,苑辉
(大连华冶联自动化有限公司,辽宁 大连 116000)
摘要:针对钢铁厂卷板生产过程中手动方式喷印作业容易出错的问题,本文提出了采用关节工业机器人带动喷码头对钢卷表面固定位置进行喷码作业,并在喷印过程结束后,采用工业相机拍摄喷印区域图像,对图像进行增强处理,字符分割后,采用基于BP人工神经网络的OCR模块识别喷码数据,并将识别出来的喷码数据与接收到的钢卷号进行比对、分析,最终结果通过局域网络传送到其他监视工作站和远程数据库中。
关键词:机器视觉;字符识别;钢卷喷码
来源:冶金装备信息化、智能化、在役再制造及维修大数据分析交流会—论文集
1引言
钢铁厂的冷轧或热轧卷板在完成卷曲工序后,通常需要进行产品标识。现有的卷板生产线上通常采用人工制模,然后在带有字符形状孔洞的模板上喷漆,在钢卷上形成特定的字符。这种方式由于人为因素影响,当字符变化频繁时极其容易出现错误。采用机器视觉识别机器人喷码字符,能够极大提高工作效率和质量,避免错误,减小工人的劳动强度。
2系统组成与工作原理
2.1系统构成
该系统由关节臂机器人、工控机、喷码机、光源、工业相机组成。其中关节臂机器人采用FANUC的R1000iA 100F,喷码字符的图像的采集使用的是AVT公司的Pike系列高分辨率工业数字相机。
2.2系统的工作原理
本系统按照结构和功能划分成两个部分:字符喷印系统和字符识别系统。喷印系统主要完成喷码头的随动和字符喷印,通过识别钢卷高度和钢卷位置,关节臂机器人带动喷码头对钢卷表面固定位置进行喷印作业。钢卷喷码识别系统其实就是一个光学字符识别(OCR)系统,主要完成喷码字符的识别和校对,当喷印过程结束后,工业相机拍摄喷码图像,现场图像经过视频采集卡进入到钢卷喷码识别系统主机,该主机中的识别模块对图像进行分析、处理,并识别喷码数据,并将识别出来的喷码数据与接收到的钢卷号进行比对,分析,最后结果会通过局域网络传送到其他监视工作站和远程数据库中。
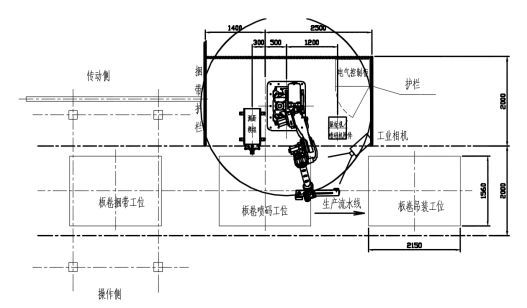
钢卷喷码识别系统布置图如图1所示。
2.3点阵字符识别算法
点阵字符识别算法主要包括字符图像的提取、字符图像预处理、字符分割、SVM训练和识别等。
2.3.1图像预处理
喷码字符是5×7点阵,喷印的字符很可能出现多点少点或者点的位置有所偏移的情况,噪声干扰严重,给点阵字符的识别带来困难。为了消除这些干扰,采取了图像增强、腐蚀等算法。
2.3.2点阵字符的增强
图像增强是增强图像中的有用信息,其目的是增强视觉效果,将原来不清晰的图像变得清晰或强调某些感兴趣的特征.抑制不感兴趣的特征,使图像质量得到改善,加强图像判读和识别效果的图像处理方法。图像增强主要是通过改变图像的灰度值来实现的。
采用改进的直方图均衡算法,既保留了标准直方图均衡算法的原理简单,实时性好的特点,又避免了单纯采用标准直方图均衡算法增强后的图像亮度不均,出现因灰度级合并,从而致使部分细节信息丢失的情况发生。
基于对数函数映射的直方图均衡(LMHE) 算法将对数函数作为直方图均衡算法的累计分布函数,对数函数符合人眼视觉特性的Weber-Fechner规律。
累计分布函数定义为:

式中,k为输入灰度级。对上式求导,可以得到相应的概率密度p(k)。将p(k)作为直方图均衡算法概率密度函数的修正,使相应的累计分布函数近似满足对数函数的形式,从而使得增强后的图像具有更好的视觉效果[1]。
2.3.3字符分割
提取单行字符串之后,需要分割出单个字符,在实际生产过程中由于喷码设备气动机械故障、板材运输存储过程中的磨损或者由于后期图像处理效果较差,容易造成板材喷码字符存在粘连和分裂的现象。粘连和断裂字符将导致字符的错误分割,从而能影响后期字符正确识别。
针对粘连字符切分,除了采取投影分割方法,还采取了基于字符上边缘的切分方法。基于上边缘的切分方法利用字符图像的上边缘,利用边缘波峰波谷特性作为判断切分边界的依据。从钢卷喷码图像分析可得,喷印字符属于标准的数字和字母字符,宽高比比较固定,且同一行字符基本水平,因此,当字符之间出现接触粘连时,垂直投影曲线波峰波谷特性受到较大干扰,但是字符的上边缘波形特性保留,基本上波谷点对应着粘连边界[5]。
2.3.4光学字符识别
在标记识别系统中,摄像机所拍摄的图像经过图像预处理、字符定位、字符分割以后,得到了一组包含单个字符的二值图像。这些二值图像最后被送入到识别子系统中进行识别,这个过程一般被称为光学字符识别(OCR)。
字符识别主要采用基于BP人工神经网络OCR模块,并在其基础上使用简单拓扑分析和概率统计的相关技术,提高识别成功率。
2.4后期处理
钢卷号码识别系统软件另一项功能字符比对分析。从图像中提取钢卷标识号后,与之前从二级数据库中获取的喷码字符进行比较,如果正确,则记录有关数据,以便于日后质量统计;如果有错码,则发出报警,防止错误标号流到下一道工序[6]。
3结束语
冷轧钢卷生产线的主要生产设备已经完全自动化,由计算机直接控制。但是,钢卷喷码工作却是由操作人员手动喷印。对物流的跟踪往往由操作人员根据生产线上的监视画面,将作业线上正在传送的成品卷号与计算机系统传输过来的生产批次号码进行比对,比对一致后手工操作钢卷继续进入下一个物流环节。而采用机器视觉技术后,能够自动识别由工业机器人喷印的钢卷号码,并及时传输到计算机内部进行比对,比对一致后自动处理进入下一个环节,大大方便了生产过程中的物流管理,提高了效率,还能避免由于钢卷错码而产生的质量异议和经济损失。
参考文献:
[1] 王浩, 张叶,等.图像增强算法综述[J].中国光学,2017,8(4):438-448
[2] 王静钢.无缝钢管标记识别系统的设计与实现[D].北京邮电大学软件工程,2008
[3] 曾华.基于LabView的钢卷号码识别方法[J]. 宝钢技术,2009(2):62-64
[4] 田金锋,杨荣松,任德均.基于机器视觉的产品喷码识别系统[J]. 微计算机信息,2010,9(1):185-187
[5] 板材喷码字符识别技术的研究[D]. 冶金自动化研究设计院检测技术与自动化装置,2013
[6] 蔡晋辉,张光新,周泽魁.在线钢坯喷号自动视觉检测系统设计[J]. 传感技术学报,2006,6(3):686-689
![]()
《中国钢铁企业分布及装备统计图》冶金信息装备网首创!第五版已印刷完,特大幅(长2米X宽1.5米)直观全面,精准收录全国近300个钢企装备统计情况及停产企业统计,一目了然,随时查阅,方便实用,有收藏意义!欢迎咨询购买,15031180999

![]()
冶金信息装备网
 业务联系 :15176145333
业务联系 :15176145333
全国冶金人都关注了 0311-88357930