25820-2018 包装用钢带 知识梳理
声明
本文是学习GB-T 25820-2018 包装用钢带. 而整理的学习笔记,分享出来希望更多人受益,如果存在侵权请及时联系我们
1 范围
本标准规定了包装用钢带的牌号表示方法和分类、订货内容、尺寸、外形及允许偏差、技术要求、检
验和试验、包装、标志、运输及质量证明书。
本标准适用于金属材料、玻璃、轻工产品、物流运输等包装捆扎用的钢带(以下简称捆带)。
2 规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文
件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 228.1 金属材料 拉伸试验 第1部分:室温试验方法
GB/T 235 金属材料 薄板和薄带 反复弯曲试验方法
GB/T 247 钢板和钢带包装、标志及质量证明书的一般规定
GB/T 8170 数值修约规则与极限数值的表示和判定
GB/T 10125 人造气氛腐蚀试验 盐雾试验
GB/T 17505 钢及钢产品 交货一般技术要求
3 牌号表示方法和分类
3.1 牌号表示方法
捆带的牌号由规定的最小抗拉强度值和"捆带"汉语拼音首字母“KD”组成。
例 如:830KD。
830— 规定的最小抗拉强度值,单位为兆帕(MPa);
KD "捆带"汉语拼音的首字母。
3.2 分类
3.2.1 按 强 度 分 :
a) 普通捆带:830 KD、880 KD;
b) 高强捆带:930 KD、980 KD;
c) 超高强捆带:1150KD、1250KD、1350KD。
3.2.2 按表面状态分:
a) 发蓝:指成品表面为氧化膜和蜡保护层。
b) 涂漆:指成品表面为漆和蜡保护层。
c) 镀锌:指成品表面为锌(锌合金)和蜡保护层。
3.2.3 按缠绕方式分:
a)
单式缠绕(以下简称单式):成品缠绕成卷时,缠绕中心点为固定的成卷方式。
b)
复式缠绕(以下简称复式):成品缠绕成卷时,缠绕中心点延一轴线的约定距离,作往复运动的
成卷方式。
GB/T 25820—2018
4 订货内容
按本标准订货的合同或订单应包括下列内容:
a) 牌号;
b) 本标准编号;
c) 规格尺寸;
d) 表面状态;
e) 钢带的内径和最大外径;
f) 缠绕方式;
g) 重量(卷重及总重);
h) 包装方式;
i) 特殊要求。
5 尺寸、外形及允许偏差
5.1
捆带的公称厚度与公称宽度应符合表1的规定。经供需双方协商,可供应其他尺寸的捆带。
表 1 捆带的宽度和厚度 单位为毫米
|
|
|||||
|---|---|---|---|---|---|---|
|
|
|
|
|
|
|
|
||||||
|
||||||
|
||||||
|
||||||
|
||||||
|
||||||
|
||||||
|
||||||
|
||||||
5.2 捆带的厚度允许偏差应符合表2的规定。
表 2 捆带的厚度允许偏差
|
|
|---|---|
|
|
|
|
GB/T 25820—2018
5.3 捆带的宽度允许偏差为±0.13 mm。
5.4 捆带外形允许偏差应符合表3的规定。
表 3 外形的允许偏差
|
|
|---|---|
|
6 mm |
|
24 mm |
|
|
5.5 捆带单卷卷重500 kg 以下应无接头;单卷卷重500
kg(含)以上允许有一个接头,接头焊缝处的厚
度应不超过公称厚度的120%,抗拉强度应不低于规定抗拉强度最小值的80%。
5.6 捆带卷的内径为406 mm, 允许偏差为±2 mm。
经供需双方协商,可供应其他内径的捆带卷。
6 技术要求
6.1 力学性能和工艺性能
6.1.1 捆带的力学性能应符合表4的规定。
6.1.2 捆带的反复弯曲性能参见附录 A。 检测方法按照GB/T 235 的规定。
表 4 捆带的力学性能
|
|
|
|
|---|---|---|---|
|
|
||
|
|
|
|
|
|
||
|
|
||
|
|
|
|
|
|
||
|
|
||
|
|
|
|
|
|
||
|
|
||
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
GB/T 25820—2018
6.2 涂镀层
6.2.1 涂漆捆带的单面漆膜厚度应不小于3μm,
表面漆膜应均匀连续,不应有漏涂,允许有轻微的流挂
和擦伤。涂漆捆带表面颜色由供需双方协商规定。
6.2.2 镀锌捆带的单面镀层厚度宜不小于3μm。
6.2.3 表面镀层应均匀完整,不应有镀层剥落,裂纹和漏镀。
6.3 耐盐雾性能
镀锌捆带的耐盐雾性能应满足24 h 内不出现红色锈斑,试验方法根据 GB/T
10125 的规定。若供
方能保证,可不做检验。
6.4 表面质量
6.4.1
捆带表面应光滑,允许有不大于厚度允许公差之半的轻微少量凹面、凸起、纵向划伤,但不应有
锈蚀。
6.4.2 钢带边缘不应有毛刺、裂边、切割不齐。
6.4.3
由于连续生产过程中捆带表面的局部缺陷不易被发现和去除,捆带允许带缺陷交货,捆带交货
时,其缺陷部分不应超过一卷总长度的4%。
7 检验和试验
7.1
捆带的外观色泽及表面质量用目视检查。捆带厚度尺寸用外径千分尺测量,捆带宽度用游标卡尺
测量,样品长度不小于100 mm,
厚度和宽度各测3个点,3个测试值的算数平均值,即为捆带厚度和长 度值。
7.2 捆带的镰刀弯、弯曲度和扭曲度的测量按附录 B 的规定。
7.3
涂漆捆带的漆膜厚度和镀锌钢带的镀层厚度用相应精度的测量仪器测量。其测量部位应距捆带
边缘不小于3mm 处,间隔大致相等,且其长度不小于100 mm。
每面各测三个点,其六个测试值的算 数平均值,即为漆膜厚度或镀锌层厚度。
7.4 捆带的拉伸试验的试样采用不经机加工的全矩形截面形状,取L。=30
mm,断后伸长率测量应采
用游标卡尺的内量爪进行测量。
7.5 每批捆带的试验项目、取样数量、取样方法和试验方法应符合表5的规定。
表 5 每批捆带的试验项目、取样数量、取样方法和试验方法
|
|
|
|
|
|---|---|---|---|---|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7.6
捆带应按批检验,每批应由同一牌号、同一轧制制度、同一热处理工艺、同一规格、同一表面状态的
捆带组成。每批重量不超过30 t。 当采用单卷重量大于30 t
的热轧板卷为原料时,允许以同一热轧板
GB/T 25820—2018
卷生产的捆带组成一个检验批。
7.7 捆带的复验和判定规则应符合 GB/T 17505 的规定。
8 成品包装
8.1 捆带卷的包装
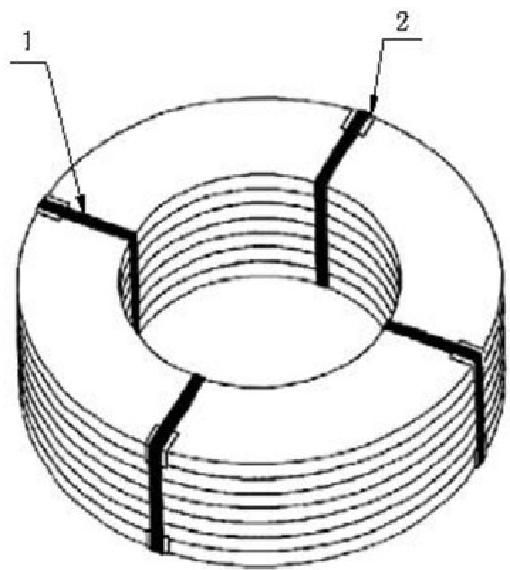
8.1.1 单式捆带打包方式。沿径向用16 mm 或19 mm
宽度捆带捆扎三道,三道捆带间距120°,打包方
式见图1所示。

说明:
1—— 16 mm或19 mm 宽度捆带。
图 1 单式捆带卷打包
8.1.2 复式捆带打包方式。沿径向用16 mm 或19 mm
宽度捆带捆扎四道。四道捆带间距90°,捆带与
卷接触处放置护角保护,打包方式见图2所示。
说明:
1—— 16 mm 或19 mm 宽度捆带;
2——护角。
图 2 复式捆带卷打包
8.2 整件包装
8.2.1 简包装,包装方式见图3所示。
包装材料:木质托盘、外部四道捆带。
GB/T 25820—2018
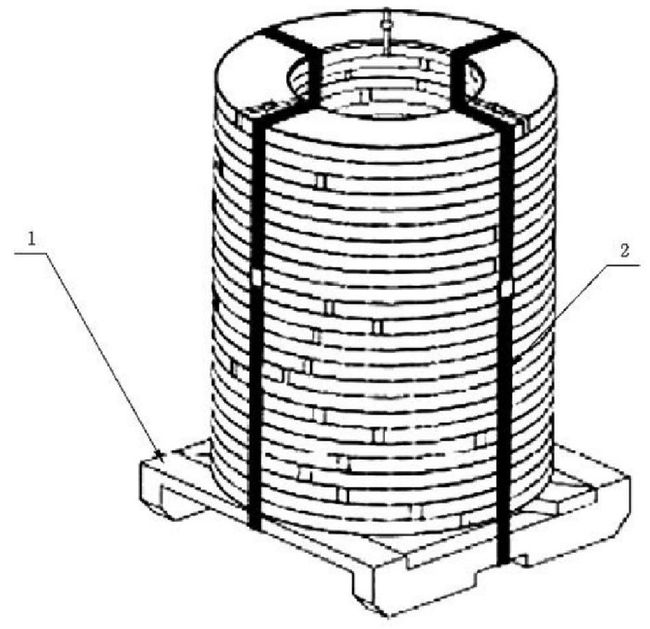
说明:
1— 木质托盘;
2——外部捆带。
图 3 整件简包装
8.2.2 普通包装,包装方式见图4。
包装材料:木质托盘、防锈纸、内部两道外部四道捆带。

说明:
1——木质托盘;
2——防锈纸;
3—— 内部、外部捆带。
图 4 整件普通包装
8.2.3 精包装,包装方式见图5。
包装材料:木质托盘、外部防锈纸、内部防锈塑料薄膜、里外护环、干燥剂、内部两道外部四道捆带
捆扎。
GB/T 25820—2018
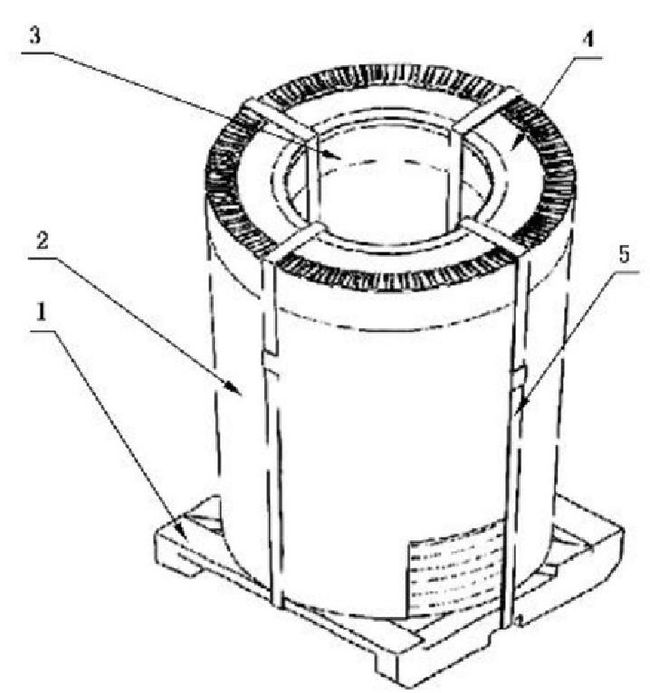
说明:
1——木质托盘;
2——防锈纸;
3—— 内护环;
4——外护环;
5—— 内部、外部捆带。
图 5 整件精包装
9 标志
9.1 标志应醒目、牢固,字迹清晰、规范、不退色。
9.2 标志应包括的内容:供方名称或供方商标、标准编号、牌号、规格及重量。
9.3 标志采用粘贴或吊挂方式固定在成品上,标志内容应完整。
10 运输
10.1 运输过程中应避免碰撞。
10.2 运输过程中应防水、防潮。
10.3 在车站、码头中转时,应放在库房。
11 质量证明书
捆带的质量证明书应符合GB/T 247 的规定。
12 数值修约
力学性能检测结果采用修约值比较法进行修约,修约规则应符合GB/T 8170
的规定。
GB/T 25820—2018
捆带反复弯曲性能见表 A.1。
表 A.1
附 录 A
(资料性附录)
捆带的反复弯曲性能
捆带反复弯曲试验的最少弯曲次数
|
|
|---|---|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
GB/T 25820—2018
附 录 B
(规范性附录)
捆带外形的定义及测量方法
B.1 镰刀弯的定义及测量
捆带镰刀弯是指侧边与连接测量部分两端点直线之间的最大距离,在捆带凹形的一侧测量,如
图 B.1 所示。
说明:
1——镰刀弯。
图 B.1 镰刀弯的测量
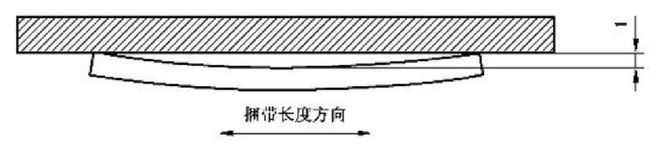
B.2 弯曲度
将捆带自由放在平台上,除捆带的本身重量外,不施加任何压力,测量捆带下表面与平台的最大距
离,如图 B.2 所示。
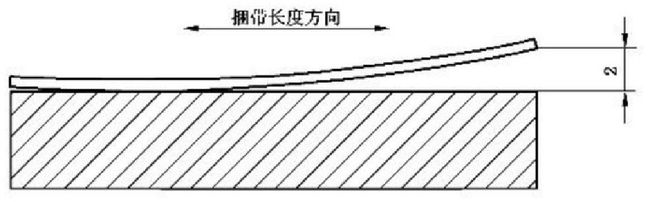
说明:
2 — — 弯曲度。
图 B.2 弯曲度的测量
B.3 扭曲度
将捆带自由放在平台上,除捆带的本身重量外,不施加任何压力,测量捆带下表面与平台的最大倾
角,如图 B.3 所示。
![]() GB/T 25820—2018
GB/T 25820—2018
说明:
3——扭曲度。
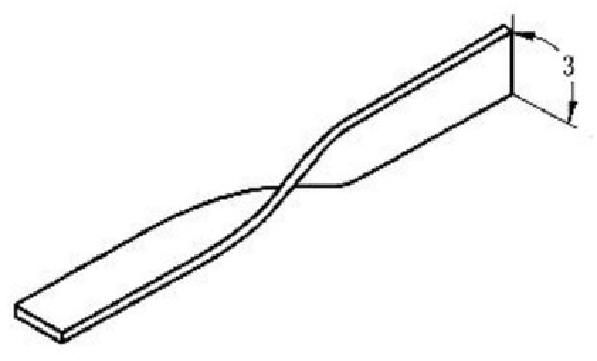
图 B.3 扭曲度的测量
延伸阅读
更多内容 可以 GB-T 25820-2018 包装用钢带. 进一步学习
联系我们
T-CIECCPA 025—2023 低压低浓度二氧化碳两级变压吸附提浓设备.pdf