26059-2010 钛及钛合金网板 随笔练习
声明
本文是学习GB-T 26059-2010 钛及钛合金网板. 而整理的学习笔记,分享出来希望更多人受益,如果存在侵权请及时联系我们
1 范围
本标准规定了钛及钛合金网板的要求、试验方法、检验规则和标志、包装、运输、贮存及合同(或订货
单)内容等。
本标准适用于各种用途的、以板材冷冲成形的钛及钛合金网板。
2 规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文
件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 3620.1 钛及钛合金牌号和化学成分
GB/T 3620.2 钛及钛合金加工产品化学成分允许偏差
GB/T 4698(所有部分) 海绵钛、钛及钛合金化学分析方法
GB/T 6394 金属平均晶粒度测定法
GB/T 8180 钛及钛合金加工产品的包装、标志、运输和贮存
3 要求
3.1 产品分类
3.1.1 牌号、状态、规格
产品的牌号、状态和规格应符合表1的规定。
表 1
|
|
|
|
|
|||
|---|---|---|---|---|---|---|---|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|||||
|
|
|
|||||
|
|
|
|||||
|
|
|
|||||
|
|
|
|||||
|
|
|
|||||
|
|
|
|||||
GB/T 26059—2010
表 1 (续)
|
|
|
|
|
|||
|---|---|---|---|---|---|---|---|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
||
|
|||||||
3.1.2 产品的形状
产品的形状如图1所示。
单位为毫米

图 1 网板及网眼示意图
GB/T 26059—2010


b
![]()
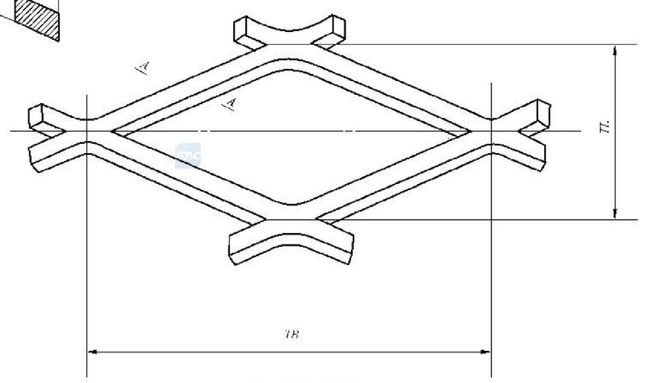
b) 网眼示意图
图 1 ( 续 )
3.1.3 标记示例
产品标记按产品名称、牌号、状态、规格和标准编号的顺序表示。标记示例如下:
用 TA1 制造的、冷平退火状态、板厚为1.0 mm、 网面宽度为1000 mm、
网面长度为2000 mm、 网
眼为12.5×4.5×1.7 mm 的网板标记为:
网板 TA1 ZM 1.0×1000×2000— 12.5×4.5×1.7 GB/T 26059—2010
3.2 化学成分
网板的化学成分应符合GB/T 3620.1
中相关牌号的规定。需方复验时,化学成分的允许偏差应符
合GB/T 3620.2 的规定。
3.3 尺寸及允许偏差
3.3.1
网板的尺寸及允许偏差应符合表2规定,网眼的尺寸允许偏差应符合表3的规定。
表 2 单位为毫米
|
|
|
|
|
|
|---|---|---|---|---|---|
|
|
|
|
|
|
|
|
||||
|
|
||||
|
|
GB/T 26059—2010
表 3 单位为毫米
|
|
|
|
|
|
|---|---|---|---|---|---|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3.3.2
网板应切齐,各角应切成直角,切斜应不超过网面宽度和长度的允许偏差。
3.3.3 冷冲状态及其退火状态网板的不平度应不大于50 mm/m,
各角离平台的距离应不大于50 mm; 冷平退火状态网板的不平度应不大于20 mm/m,
各角离平台的距离应不大于20 mm。 网板不允许有 明显的局部硬弯。
3.4 外观质量
3.4.1 网板不允许有丝梗断裂和分层现象。
3.4.2
网板应经过碱、酸洗处理,表面应光亮,不允许有氧化皮,但允许存在轻微的发暗和局部水迹。
3.4.3
网板表面不允许有裂纹、起皮、压折、金属与非金属夹杂物等宏观缺陷及过酸、碱洗的痕迹。
3.5 显微组织
当需方要求并在合同(或订货单)中注明时,网板可按批提供晶粒度的实测值(包括金相照片)。
4 试验方法
4.1 网板的化学成分分析按GB/T 4698 的规定进行。
4.2 网板的尺寸及允许偏差用相应精度的量具进行测量。
4.3 网板的外观质量用目视检查。
4.4 网板的显微组织检验按GB/T6394 的规定进行。
5 检验规则
5.1 检查和验收
5.1.1
产品应由供方部门检验,保证产品质量符合本标准及合同(或订货单)的规定,并填写质量证
明书。
GB/T 26059—2010
5.1.2
需方应对收到的产品按本标准的规定进行检验,如检验结果与本标准及合同(或订货单)的规定
不符时,应在收到产品之日起三个月内向供方提出,由供需双方协商解决。
5.2 组批
产品应成批提交检验,每批应由同一牌号、同一熔炼炉号、同一规格、同一状态和同一热处理炉(批)
的产品组成。
5.3 检验项目及取样
产品检验项目及取样应符合表4的规定。
表 4
|
|
|
|
|---|---|---|---|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5.4 检验结果的判定
5.4.1 化学成分不合格时,判该批产品不合格。
5.4.2 尺寸及允许偏差和外观质量不合格时,判该张板材不合格。
6 标志、包装、运输、贮存及质量证明书
6.1 产品标志
在检验合格的产品上应有如下内容的标签:
a) 牌号;
b) 规格;
c) 供应状态;
d) 批号。
6.2 包装、运输和贮存
产品的包装、包装标志、运输、贮存应符合GB/T 8180 的规定。
6.3 质量证明书
每批产品应附有质量证明书,注明:
a) 供方名称;
b) 产品名称;
c) 产品牌号、规格和状态;
d) 熔炼炉号、批号、批重和件数;
e) 所规定的各项分析检验结果及质量检验部门印记;
GB/T 26059—2010
f) 本标准编号;
g) 包装日期。
7 合同(或订货单)要求
订购本标准所列产品的合同(或订货单)应包括下列内容:
a) 产品名称;
b) 产品牌号、规格和状态;
c) 重量或张数;
d) 本标准编号;
e) 其他。
延伸阅读
更多内容 可以 GB-T 26059-2010 钛及钛合金网板. 进一步学习
联系我们
DB1304-T 432-2023 专利价值评估技术规范 邯郸市.pdf