数控铣床常用编程指令
第二节 数控铣床常用编程指令
一、进给控制指令
常用G指令动画(点击右键,选择菜单中的播放.)
1.快速定位指定G00
格式:G00 X_ Y_ Z_
其中,X,Y,Z为快速定位终点,在G90时为终点在工件坐标系中的坐标;在G91时为终点相对于起点的位移量。
2.直线插补指令G01
格式:G01 X_ Y_ Z_ F_
其中,X,Y,Z为终点,在G90时为终点在工件坐标系中的坐标;在G91时为终点相对于起点的位移量。
F为走刀速度
3.圆弧插补指令G02,G03
(1)圆弧进给
格式:img002
圆弧插补的应用
在G02/G03前必须用G17/G18/G19指定平面,其中用G17代码进行XY平面的指定,省略时就被默认为是G17,但当在ZX(G18)和YZ(G19)平面上编程时,平面指定代码不能省略。如图所示:
各坐标平面的圆弧编程格式分别为:
| XY平面的圆弧 |
|
|
| ZX平面的圆弧 |
|
|
| YZ平面的圆弧 |
|
|
| G02为顺时 |


其中,X,Y,Z为圆弧终点,在G90时为圆弧终点在工件坐标系中的坐标;在G91时为圆弧终点相对于圆弧起点的位移量;I,J,K为圆心坐标相对于圆弧起点的增量;R为圆弧半径。
| 针圆弧插补,G03为逆时针圆弧插补; |
||
|
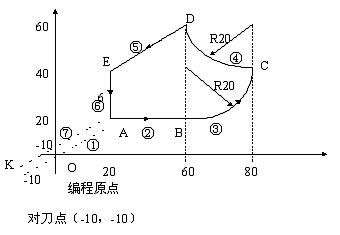
例:图4所示的完整零件程序
图中XOY是工件坐标系,ABCDEA为被加工零件的轮廓,零件的尺寸按绝对坐标标注。对刀点相对于编程原点的坐标为(-10,-10,10),加工前先用手动方式对刀,将刀具移动到相对于编程原点(-10,-10,10)的对刀点处。
不考虑刀具半径补偿,用绝对值编程和相对坐标编程的数控加工程序分别表示如下。
| (i)绝对坐标编程 |
(ii)相对坐标编程 |
| N01 G54 |
N01 G54 |
| N02 G90 G17 G00 X20 Y20 M03 S500 |
N02 G91 G17 X30 Y30 M03 S500 |
| N03 G01 Z-5 F100 |
N03 G01 Z-15 F100 |
| N04 X60 |
N04 X40 |
| N05 G03 X80 Y40 I0 J20 |
N05 G03 X20 Y20 I0 J20 |
| N06 G02 X60 Y60 I0 J20 |
N06 G02 X-20 Y20 I0 J20 |
| N07 G01 X20 Y40 |
N07 G01 X-20 Y-20 |
| N08 Y20 |
N08 Y-20 |
| N09 Z10 |
N09 Z15 |
| N10 G00 X-10 Y-10 |
N10 G00 X-30 Y-30 |
| N11 M05 |
N11 M05 |
| N12 M02 |
N12 M02 |
二、刀具补偿功能指令
1.刀具半径补偿G40,G41,G42
格式: 
G40;
其中刀补号地址D后跟的数值是刀具号,它用来调用内存中刀具半径补偿的数值。如D01就是调用在刀具表中第1号刀具的半径值。这一半径值是预先输入在内存刀具表中的01号位置上的。刀补号地址数设有100个,即D00—D99。
在进行刀具半径补偿前,必须用G17或G18、G19指定补偿是在哪个平面上进行。α,β必须与指定平面中的轴相对应。在多轴联动控制中,投影到补偿平面上的刀具轨迹受到补偿,平面选择的切换必须在补偿取消方式进行,若在补偿方式进行,则报警。
G40是取消刀具半径补偿功能。
G41 在相对于刀具前进方向左侧进行补偿,称为左刀补。
G42是在相对于刀具前进方向右侧进行补偿,称为右刀补。
G40、G41、G42都是模态代码,可相互注销。
例:见图5所示的刀具半径补偿程序。设加工开始时刀具距离工件表面50mm,切削深度为10mm。
|
|
|
| 图5 刀补动作 |
|
(i)按增量方式编程
N10 G54
N20 G91 G17 G00; 由G17指定刀补平面
N30 G41 X20.0 Y10.0 D01; 由刀补号码D01指定刀补—刀补启动
N35 Z-48 M03 S500;
N38 G01 Z-12 F200;
 刀补状态
刀补状态
N80 G00 Z60 M05;
N85 G40 X-10.0 Y-20.0; 解除刀补
N90 M30;
(ii)按绝对方式编程
N10 G54
N20 G90 G17 G00; 由G17指定刀补平面
N30 G41 X20.0 Y10.0 D01; 启动刀补
N35 Z2 M03 S500;
N38 G01 Z-10 F200;
 刀补状态
刀补状态
N80 G00 Z50 M05;
N85 G40 X0 Y0; 解除刀补
N90 M30;
2.工作过程
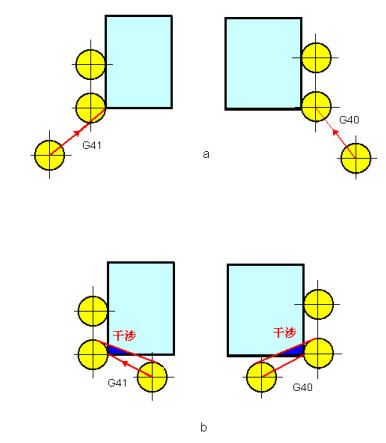
以下各图表示的刀具半径补偿的工作过程。其中,实线表示编程轨迹;点划线表示刀具中心轨迹;r等于刀具半径,表示偏移向量。
(1)刀具半径补偿建立时,一般是直线且为空行程,以防过切。以G41为例,其刀具半径补偿建立见图6(a)。
(2)刀具半径补偿一般只能平面补偿,其补偿运动情况见图6。
(3)刀具半径补偿结束用G40撤销,撤销时同样要防止过切,如图6(b)。
|
|
| 图6 刀具半径补偿 |
应注意的是:
|
|
| 图7 刀具半径补偿量的改变 |
三、固定循环
数控加工中,某些加工动作循环已经典型化。例如,钻孔、镗孔的动作。
平面定位、快速引进、工作进给、快速退回等,这样一系列典型的加工动作已经预先编好程序,存储在内存中,可用包含G代码的一个程序段调用,从而简化编程工作。这种包含了典型动作循环的G代码称为循环指令。 (点击右键,选择菜单中的播放.)
图10 孔固定循环动画
DECKEL MAHO Cycles循环:
Parameter definition参数定义
A =starting plane
· R00 = dwell at start point
· R01 = 1st drilling depth (incremental)
· R02 = reference plane/retraction plane (absolute)
· R03 = final drilling depth (absolute)
· R04 = dwell at drilling depth (sec)
· R05 = amount of digression (incremental)
· R06 = incremental travel at activated 2nd feedrate
· R07 = 2nd feedrate and spindle speed in G84 (enter percentage)
· R08 = 3rd feedrate (enter percentage)
· R09 = lead of thread
· R10 = additional retraction plane
· R11 = variable intermediate position
· R12 = size of thread
· a = residual drilling depth
· A=下刀开始平面
· R00=在开始点延时
· R01=第一次的钻孔深度(相对量)
· R02=退刀平面(绝对值)
· R03=最终的孔加工深度(绝对值)
· R04=在孔深度处延时(sec)
· R05=递减量(相对值)
· R06=需用第二种进给速度的孔加工深度(相对值)
· R07=第二种进给速度和主轴转速(以原速度的百分比)
· R08=第三种进给速度(以原速度的百分比)
· R09= 螺距
· R10=辅助退刀平面/安全平面
· R11=中间位置变量
· R12=螺纹尺寸
· a=残留钻孔深度
动画展示

动画展示
动画展示
动画展示
动画展示

四、其他功能指令
暂停指令G04
格式:G04 P_;
G04为暂停指令,暂停时间由P后面的数值指定,单位为s。
在执行有G04功能的程序段时,先执行暂停功能。
G04在前一程序段的进给速度降到零之后才开始暂停动作。
G04仅在其被规定的程序段中有效。
G04可使刀具作短暂停留,以获得圆整而光滑的表面。如对不通孔作深度控制时,在刀具进给到规定深度后,用暂停指令使刀具作非进给光整切削,然
后退刀,保证孔底平整。