桉树是一种速生材,生长周期短、适应性强、产量高,与速丰林树种松树、杨树并称为联合国粮农组织推荐的世界三大速生树种。

桉树不是一种树,而是桉树全部种类的统称,约有808个种类以及137个亚种或变种,共计945个种类,其中具有重要经济用途的树种有100多种,绝大多数桉树都分布于澳洲大陆及其邻近岛屿。
大约一百年前,桉树被引入中国作为园林树种和防护林、道路两旁绿化树种,建国后开始在广东的雷州半岛及广西等地进行大量商业性种植。
自国家引入桉树以来,桉树林快速发展,桉树木材已占全国木材的30%以上,及时弥补了木材缺口,也大大维护了国家木材安全。


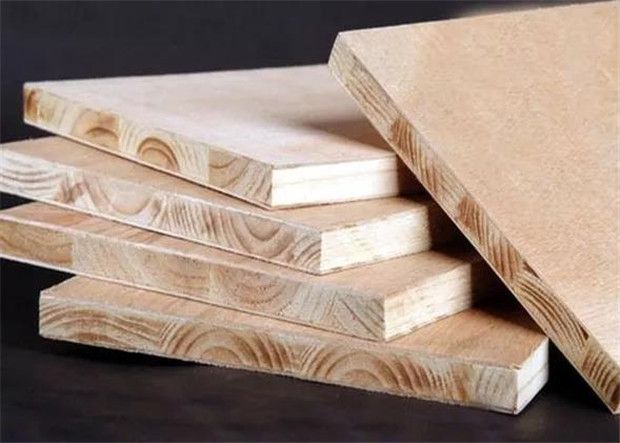
桉树木材已经成为木材市场中胶合板材和实木材的重要来源,但由于桉木本身生长应力和加工技术的限制,桉木的出材率并不高。
在锯解过程中,因其生长应力释放,导致木材易产生端裂、劈裂、翘曲等缺陷,这极大限制了木材在实木加工方面的利用。
桉木锯解遇到的问题
当桉木被横向锯解时,新的木材端部的纵向生长应力释放,转化为弦向和径向拉伸应力,拉伸应力超过木材自身所能承受的拉伸应力,木材端部出现开裂变形。

在桉木制材过程中,原木外侧锯解的弦切板,由于纵向拉伸应力的释放,板材会向外侧顺弯;
当锯解靠近髓心的弦切板,纵向压缩应力释放,板材向髓心方向顺弯;
锯解中心径切板时,板端髓心两边产生相反的拉伸应力,导致板材两端沿髓心两边开裂。
桉木锯解时发生板材开裂、变形严重,降低板材的质量等级,甚至使板材报废,极大地降低了桉木的出材率和板材的利用率。板材的锯解质量还会影响后续的加工、干燥质量等。
因此木加工企业和科研人员一直努力探索适合桉木的锯解设备和锯解方式,减少板材的开裂和变形。
桉木锯解设备的发展
传统的锯解制材阶段,运用于桉木制材的传统锯解设备主要分为带锯、圆锯、框锯。
随着科学技术的进步,桉木锯解技术也得以不断的创新与改进。
制材工业将数控化、智能化等高新技术融入到锯解设备中,削片-制材联合系统、扫描技术、锯条监测系统和控制系统等先进技术的应用,不仅极大提高了桉木的出材率,也能有效抑制锯材的翘曲,减小厚度公差。
带锯
带锯是传统的制材设备,常用的带锯有跑车带锯和双联带锯。
跑车带锯一般指的是单锯条带锯,此方法可看材下锯。
双联带锯采用双锯片锯解装置,原木两侧同时进行锯解,在锯解过程中可均匀释放生长应力。双联带锯不可看材下锯,但比跑车带锯的生产效率高。

带锯较适合锯解大径级桉木,锯解质量较高且锯路窄,原木出材率较高,但锯材的厚度偏差大,规格材二次加工损失大。
圆锯
圆锯在木材加工早期,就被欧洲国家广泛应用,目前应用最广的主要是双轴多片圆锯。

双轴多片圆锯较适合大径级的桉木锯解,一次锯解即可生产出所需规格的板材,工艺简单、生产效率高、加工精度高,但锯路损失大、出材率低。
框锯
框锯适用于锯解径级较小的桉木。

与带锯、圆锯相比,具有一次可锯解多块不同厚度的锯材、生产效率高、成本低、生产工艺简单等优点,并且易与单个再分锯系统联合使用。
削片-制材联合系统
削片-制材联合系统是利用削方机对原木板皮和边条进行削片,制成规格材或方材,再利用多片锯锯切成板材,集中了削片、纵剖、齐边等设备,结构紧凑。
扫描技术
扫描技术在锯解系统中主要应用于原木定位,通过扫描原木的端面或断面的形状,分析相关数据,并将分析的精确参数提供给计算机控制系统,最终确定最佳的下锯位置。
在锯解原木的应用中,能提高3%~5%的出材率。
锯条监测系统
锯条监测系统主要由显示器、示波器和非接触式位置传感器三个部分组成,多应用于多联带锯机和跑车带锯机上,保证锯解系统的进料速度。
运用锯条检测系统,可提高5%~7%的制材产量。
控制系统
控制系统是通过中心微机协调完成各项功能。中心微机通过扫描系统的数据计算和识别原木的尺寸、形状及质量,然后选择最佳的锯剖图,调整原木在机床的位置。
桉木锯解工艺的发展
锯解方法对原木出材率及锯材质量有直接的影响,锯解方法的选择也需根据树种、材径、用途而定。
目前,应用于桉木的锯解技术主要有弦面平衡下锯法、翻转下锯法、三面下锯法、四面下锯法、径面下锯法、楔形下锯法和曲线下锯法。
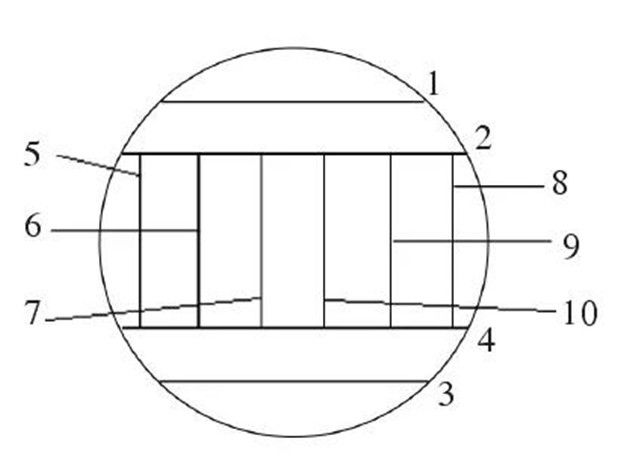
1、弦面平衡下锯法
弦面平衡下锯法是沿着髓心方向从原木两边依次进行对称锯解,由于板材的锯解方向在原木的横切面上呈平行且对称分布,因此,在锯解过程中,生长应力可以均匀的释放,可缓解板材的翘曲现象。
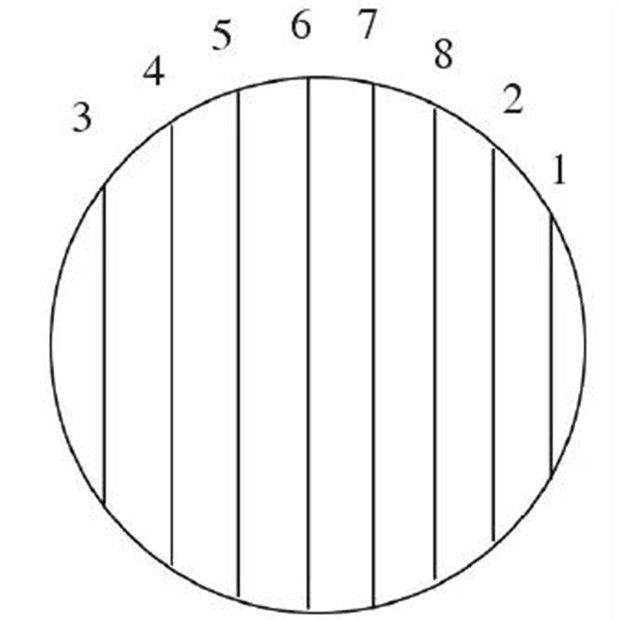
弦面平衡下锯法主要应用于中小径级(直径约小于400mm)的桉木锯解,可获得尽可能宽的锯材。
2、翻转下锯法
翻转下锯法先是从原木的一侧沿竖直方向下锯,然后连续三次翻转90°后下锯,前三边锯解的板材数量根据原木径级而定。
该方法的经切板出材率高,由于桉木的径切板所受的生长应力比弦切板均衡,因此经切板出现的端裂和翘曲现象较弦切板少,从而提高了桉木板材总体的质量水平。
3、三面下锯法
三面下锯法首先是在原木的边部锯去一侧板皮,然后90°向外翻转,以锯解面扣在搁凳上,依次平行锯成板材。
对于中等径级(直径范围约300~500mm)的桉木,可采用三面下锯法进行锯解,不仅可减少部分裁边的工作量,同时还可获得较宽的锯材。
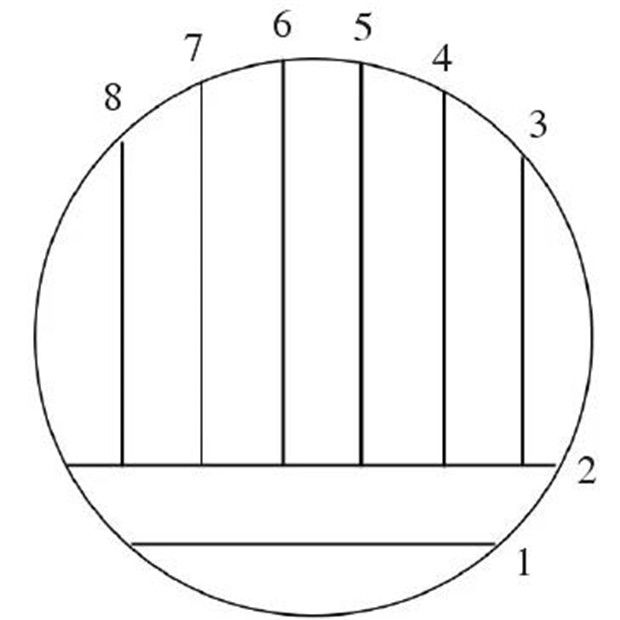
三面下锯法的原理与弦面平衡下锯法类似,只是三面下锯法多一个切面,该切面有利于桉木稳定在机床上,提高锯解稳定性和板材规格精度,同时该方法操作简单且效率高,因此被桉木加工企业广泛应用。
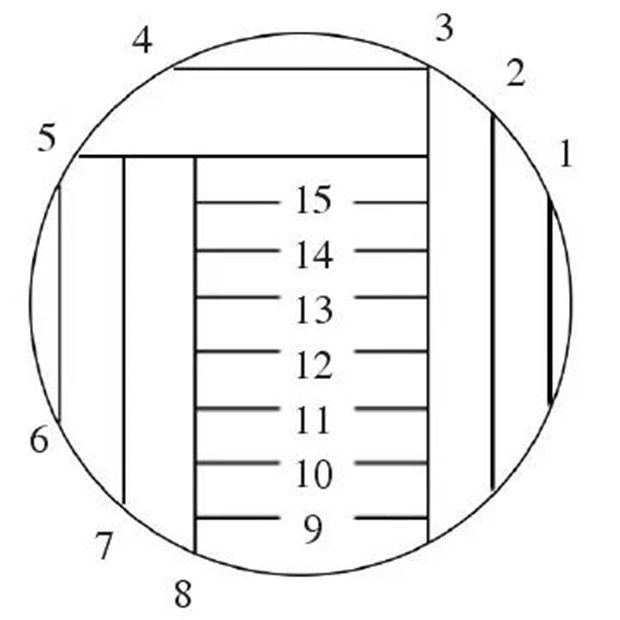
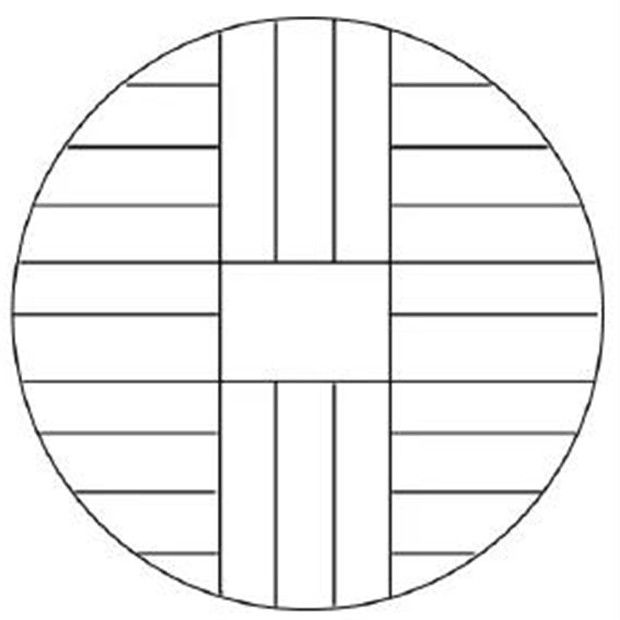
4、四面对称弦面下锯法
四面对称弦面下锯法也称毛方下锯法,将原木通过一次 180°翻转,对称锯切原木两侧板皮,得到两面毛方,再90°向外翻转,依次锯切所需规格板材。
此方法是根据桉木自身的木材结构和生长应力特点发明的,先对称下锯桉木两侧板皮可均匀释放一部分生长应力,减少残余应力,从而有效减少后续锯解过程中因生长应力的释放出现开裂、弯曲的现象。
该方法适用于大径级(直径约大于400mm)的桉木锯解,可减少毛方的切削高度和裁边工作量,并且得到的锯材规格较为统一。
5、径面下锯法
径面下锯法是先将原木锯解成四开材,再将每个四开材锯解成所需厚度的径切板。
该方法操作相对复杂,增加人工和时间成本,因此采用该方法对桉木进行加工的企业较少。
6、楔形下锯法
楔形下锯法也称辐形下锯法,是一种适用于人工林小径原木高效锯解的创新性方法,直径<400mm的小径原木利用楔形下锯法进行锯解,可有效增加产值。
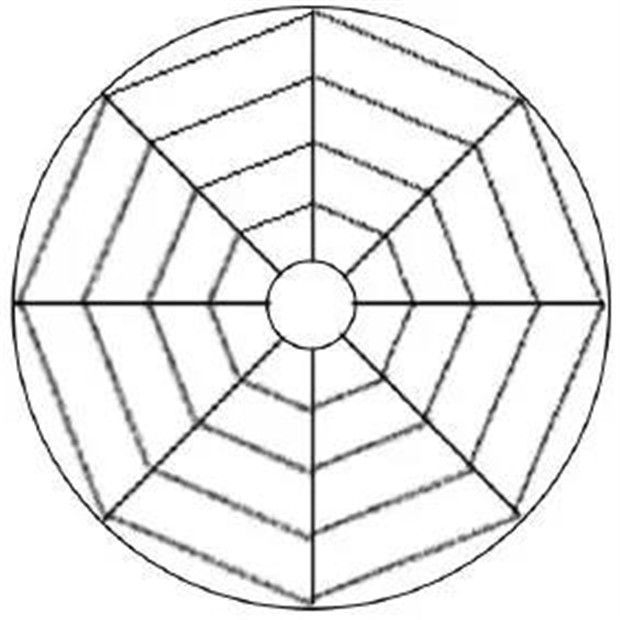
楔形下锯法按照桉木的生长轮顺序进行锯解,其板材的宽度方向与生长轮的方向一致,可使板材残余应力小、生长应力分布均匀,且在后续的干燥过程中干燥应力在板材上分布也较为均匀,提高板材整体上尺寸的稳定性,有效减少板材的开裂、翘曲、横弯等缺陷。
但由于该下锯法操作较为复杂,加工成本高,一般仅用于特殊用途的板材加工。
7、曲线下锯法
曲线下锯法是根据原木的结构形状进行下锯,不仅能沿直线切割,还可在参数限定的范围内进行曲线锯解,可明显提高原木的出材率和利用率。
曲线下锯法制成的弯曲锯材通过干燥等工艺处理后可变直,提高木材性能。

总 结
人工林速生材桉树的采伐与利用主要是中小径材,中小径级原木锯材的开裂与变形的现象更为显著。
目前国内大部分的中小型企业基本采用的是传统的跑车带锯、双轴多片圆锯和简单的三面下锯法,主要是传统的锯解设备,成本低、操作简便。
三面下锯法工艺简单、出材率和加工效率高,但锯材开裂、变形等缺陷不能有效抑制,因此所得锯材难以直接用于家具、工艺品等木质产品的加工利用。
结合当前的智能化锯解技术,开发适合桉木加工的全自动锯解系统,通过采用自动化技术提高产品的精度和质量,才是桉木锯解的发展方向。
更多内容请关注鲁班园官网!
