- CX8903:Ebike自行车仪表电源方案开发,Ebike智能仪表电源芯片
诚芯微科技
社交电子
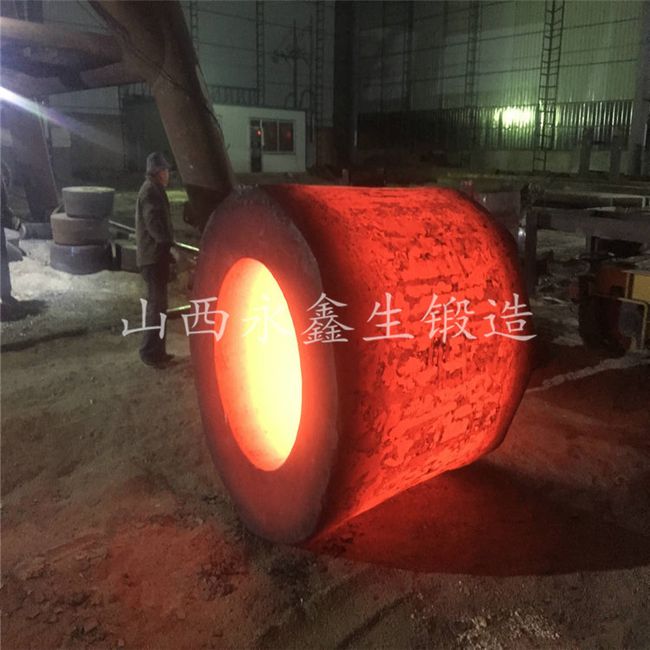
CX8903:电动Ebike自行车仪表电源方案开发,Ebike智能仪表电源芯片推荐。电动助力自行车EBIKE凭借其环保、健康、低噪、和便捷等特点,成为了越来越受欢迎的骑行便利交通工具。提供电动Ebike自行车仪表电源方案开发、E-BIKE电动助力自行车仪表供电电源解决方案。CX8903采用100V高压制造工艺(芯片最高耐压可到100V以上),SOP-8L贴片封装,CX8903内置100V/90mΩ
- 基于CODESYS的多轴运动控制程序框架:逻辑与运动控制分离,快速开发灵活操作
GPJnCrbBdl
python开发语言
基于codesys开发的多轴运动控制程序框架,将逻辑与运动控制分离,将单轴控制封装成功能块,对该功能块的操作包含了所有的单轴控制(归零、点动、相对定位、绝对定位、设置当前位置、伺服模式切换等等)。程序框架由主程序按照状态调用分归零模式、手动模式、自动模式、故障模式,程序状态的跳转都已完成,只需要根据不同的工艺要求完成所需的动作即可。变量的声明、地址的规划都严格按照C++的标准定义,能帮助开发者快速
- 一比一复刻手表哪里可以买到?推荐三个可靠渠道
腕表世界
在我国,提及一比一复刻手表,人们总是充满好奇与争议。这种高度仿真的复刻手表,凭借其精湛的工艺、时尚的设计,以及与正品相差无几的质感,深受一部分消费者的喜爱。但与此同时,其背后的侵权争议也一直不断。那么,究竟哪里可以买到这些令人心动的一比一复刻手表呢?腕表咨询微信:10428850一、何为一比一复刻手表?一比一复刻手表,指的是严格按照正版手表的设计、尺寸和工艺制作的仿制品。这些手表在材质、外观、功能
- 《钢铁是怎样炼成的》
五四班于浩楠
好词:认真干干净净废物狠狠含含糊糊手足无措怒气冲冲好句:保尔的劳动生活就这样开始了。好段:保尔用脱下的一只靴子套着如炉筒使劲朝那两个大茶炉扇风。只能盛四桶水的大肚子茶炉就冒出火星来了。接着他又提走一桶脏水倒在污水池里,把湿木柴堆在大锅旁边。
- 以研发创新为驱动力,黄山谷捷助力新能源汽车产业高质量发展
L913197600
黄山谷捷制造科技
在新能源汽车产业蓬勃发展的浪潮中,车规级功率半导体作为驱动电机控制系统的核心部件,其性能与稳定性直接关系到汽车的动力输出、能效转化及安全性能。在这一关键领域,黄山谷捷股份有限公司(以下简称“黄山谷捷”或“公司”)以卓越的研发实力、精湛的生产工艺和严格的质量控制体系,成为行业内的佼佼者,特别是在功率半导体散热基板领域,更是树立了新的标杆。自2012年成立以来,黄山谷捷便深谙“科技是第一生产力”的真谛
- 大牛:新型电动汽车电池技术问世! 可将电池能量密度提高2倍成本降一半
38cc8b780dc0
据外媒报道,当地时间6月10日,电动汽车电池技术领导者OneDBatterySciences宣布推出一项可为下一代电动汽车电池提供动力的突破性技术——SINANODE。对于电动汽车行业而言,打造含有更多硅的电池一直是一个挑战,而SINANODE无缝集成至现有的生产工艺中,让硅纳米线与商用石墨粉末融合,将电池阳极的能量密度提高了两倍,但是将每kWh的成本降低了一半。能量密度更高可以让电池的续航更长,
- 复刻手表VS厂官网,揭秘顶级大厂的购买渠道
腕表世界
在时尚潮流的世界里,复刻手表一直以其精湛的工艺和独特的设计吸引了众多消费者的目光。提及复刻手表,不得不提的就是那些被誉为天花板级别的顶级大厂,如C厂、VS厂、ZF厂等。那么,这些顶级大厂之中,究竟哪一个才是最好的呢?今天,就让我来为大家揭晓这个谜题。腕表咨询微信:10428850首先,我们要明白一个道理,这些顶级大厂并非每一款表都制作,所以他们之间并不存在哪一个厂最好,而只有哪一个厂在某一款表上做
- 世界十大名牌皮鞋都适合什么性格的人?
我信了你滴鞋
前面介绍了《世界公认的五大名鞋,穿过三个以上都是不一般的人》,大概讲了5大名鞋品牌的故事,受到广大读者的关注和讨论,因此在原来的基础上重新整理了世界十大知名皮鞋品牌及特点,揭开他们神秘的面纱,看看到底是哪些人在穿这些鞋子?他们为什么能被公认为是世界排名靠前的品牌?能进入十大名皮鞋的,制造的手工工艺已相近,不同的是品牌设计理念与鞋材选用。正因为每个品牌不同的设计理念,制造出不一样的美丽的产品,适合不
- 莆田鞋多少钱的质量好(盘点莆田鞋零售价格一览表)
美鞋之家
莆田鞋多少钱的质量好(盘点莆田鞋零售价格一览表)莆田鞋,这一词汇在鞋子领域中可谓家喻户晓,以其平易近人的价格和良好的质量赢得了许多消费者的喜爱。那么,莆田鞋的价格到底是多少?它的质量又如何呢?让我们一起来盘点一下。微信:chaodao3(下单赠送精美礼品)莆田鞋零售价格在200元至700元之间,其中主要受鞋子的款式、材质和工艺影响。比如,一双常规的莆田运动鞋大约在250-400元左右,而一双高品质
- 一种从钕铁硼磁材废料中回收Co元素的简便化工业方法
小不点磁铁
一种从钕铁硼磁材废料中回收Co元素的简便化工业方法。本发明公布了一种从钕铁硼磁材废料中回收Co元素的简便化工业方法,其包括物料氧化、优溶浸出、氧化水解、钴元素回收和化合物制备等步骤。本发明的技术路线设计,巧妙的将Co元素所具备的变价特性,以及二价Co和三价Co的稳定性差异结合在一起。根据本发明技术,可以将Co回收的工艺环节与国内钕铁硼废料回收行业现有的回收稀土装置线之间实现流程匹配和技术集成。在技
- 【连载】左手梅里,右手雨崩·入藏十三线纯徒日记
杉道
徒步进藏日记·滇藏线篇DAY124-125起点:木许乡入口中点:佛山乡终点:溜筒江村距离:48KM日期:2021.01.12-2021.01.13佛山乡2021.01.12·····原文链接:杉道·····昨夜雨疏风骤,淡睡难消囿困。夜半一阵锁链拖地的细碎声响由远及近、飘忽不定,路灯已暗,周围一片寂静,遂想起恐怖片里杀人碎尸的一些镜头,总觉得锁链那头是一柄被紧紧撰在手里的斧头,它的主人面带寒笑,与
- 8个莆田鞋购买渠道:试试这8个购买莆田鞋的平台
美鞋之家
8个莆田鞋购买渠道:试试这8个购买莆田鞋的平台莆田鞋因其精细的工艺和逼真的仿造度受到了消费者的一致好评。那么,在市场上如何购买到正宗的莆田鞋呢?接下来我将为您介绍8个购买莆田鞋的平台。微信:676986923(下单赠送精美礼品)1.莆田鞋官方商城:作为莆田鞋的直销平台,买家可以在这里买到最新设计、最全款式的莆田鞋。而且,所有鞋款都直接从莆田工厂出货,确保了产品的质量。2.淘宝网:作为中国最知名的电
- 欧洲 地中海篇连载小说 悬疑的疑惑→两河 (二百三二)
黎战
欧洲地中海篇连载小说悬疑的疑惑→两河(二百三二)9名狙击手遵照冷狐·孙的指令:除了正常的狙击射击,更重点的是射击外军的各级指挥官,给外军造成了很大的恐慌和混乱。接着三个队员又对直升机进行了火箭筒射击,一下子搞掉了外军的两架直升机,也就是这个举动,让外军又有十多架直升机飞来,对阵地进行了狂轰乱炸。但又被雇佣兵击中了一架直升机。这个时候阿尔法·格杰紧急命令撤出战斗,因为政府军方面已经感到要崩溃的局面。
- 一比一顶级复刻名表:品质与价值的完美结合
腕表世界
一比一顶级复刻名表:品质与价值的完美结合在当今社会,手表不仅是一种实用的计时工具,更是一种时尚和品位的象征。然而,对于很多手表爱好者而言,原版的名表价格高昂,难以承受。此时,一比一顶级复刻名表便成为了一个极具吸引力的选择。微信咨询:99522676一比一顶级复刻名表指的是按照原版手表的尺寸、外观、功能和材质进行复制的手表。这些复刻表在保持与原版手表高度相似的同时,也具备了极高的品质和精美的工艺。首
- 海尔空调质量怎么样?海尔空调怎么样哪个系列哪款更值得买?
全网优惠分享
海尔空调应该算是除格力之外国产品牌扛把子级别的品牌了,同样也是畅销海外。尤其是海尔空调近年来在业内的风评也是极佳,有着很多热门型号,为不同消费者提供良好的服务。只不过很多新人用户可能对于如何选择具体的海尔空调型号有所疑惑,不敢轻易入手。那么,海尔空调质量怎么样值得买吗?选购空调的时候有哪些问题点需要注意?下面,笔者通过使用效果给大家揭秘真相!入手空调需要注意的问题点问题点1、外机品质。很多用户在选
- 2018.6.21 【46】
大海说天真蓝啊
学电使人头秃图片发自App早上起来看到床单上一大滩血,但我有很困,避开血又睡了一个小时才起床,扯床单去洗,又拿刷子和漂白粉肥皂趴在床上刷床垫上的血印,中午吃完饭回来拿吹风筒吹床垫的时候半天不干,吹的我特别累,吹风筒关了我就窝在床边睡着了,然后我听到墨墨说我咋这样就睡了,醒来又吹了一会又困了,不知道怎么腿耷拉出来又躺着睡着了,我今天真的特别虚弱,浑身都没劲儿。我们寝室四个人都来例假,不能开空调,特别
- 顶级莆田鞋子微信号3个
芒果不芒
莆田顶级莆田鞋是指由福建莆田地区生产的高品质仿制鞋。莆田鞋业历经数十年的发展,如今已形成了一套完整的产业链,制鞋技术也不断提高。顶级莆田鞋在材料、工艺和品质上都力求与正品鞋接近,甚至在某些方面可以与正品相媲美。然而,需要注意的是,尽管顶级莆田鞋在品质上有所提升,但它们仍然是仿制品,与正品鞋在材料、技术、品质保证等方面仍存在差距。此外,由于仿制鞋的市场存在较大的不确定性,购买时也需要谨慎辨别,避免购
- 2019-03-05
xiaosine
从事材料、化学等相关专业和领域的科研人员,工作者,其工艺流程图、化学式的绘制是少不了的,通常绘制于白色背景下,简洁,但太过于单调。放在科研文章中,难以凸显重点,放在汇报的PPT上,不符主题风格。那如何绘制出下图所示的结构式及流程图在不同背景下所衬托出的效果呢。图一结构式及流程图在不同背景下衬托出的效果可能有人会通过完成构图的两张图片用PS的图层叠加功能来实现,但通过PS处理后会发现整体颜色失真,部
- ky厂浪琴名匠售价多少钱,ky厂的浪琴名匠价格一览表
美表之家
ky厂作为知名的高仿表生产厂家之一,一直致力于打造高品质的复刻手表。而浪琴名匠系列手表则是浪琴品牌的经典系列之一,是代表浪琴品质和工艺的一份完美结晶。那么,ky厂浪琴名匠到底如何,和正品相比有何不同呢?微信:339661555(下单赠送精美礼品)ky厂浪琴名匠售价多少钱ky厂浪琴名匠复刻表一般并不是很贵的,价格1700元到2000元左右的。价格主要看生产厂家,还有就是要看质量,厂家不同价格不同的,
- 家庭酿酒-如何制作马铃薯酒?
酒的时光机
马铃薯制酒是一件很常见的事情,有的酿友家乡盛产马铃薯,而当地马铃薯售价也不高,所以很多人选择将马铃薯做成精美的白酒,本文讲解如何制作马铃薯酒,下面简单的阐述一下过程,感兴趣的亲们一起来了解一下吧!工艺流程清洗→煮熟碎成泥煮料水→加神曲→封缸口→开缸搅拌降温过滤→成品。制作方法1、选择无腐烂、无病虫害的土豆,除去杂物,用清水洗净,放锅中煮熟,粉碎成泥。每50公斤土豆用水22.5公斤,将水放入锅中,加
- 2024年我来告诉你公认莆田鞋口碑最好的良心商家前三位是哪些?
芒果不芒
2024年我来告诉你公认莆田鞋口碑最好的良心商家前三位是哪些?在2024年,莆田鞋业的发展已经取得了长足的进步。在这个竞争激烈的市场中,一些良心商家脱颖而出,成为了公认的口碑最好的商家。今天,我将为您介绍这些良心商家中的前三位。第一名:karry潮鞋karry潮鞋是莆田鞋业界的翘楚,多年来一直坚持质量至上的原则。他们的鞋子采用优质的材料和工艺制作而成,穿起来舒适耐穿。而且,karry潮鞋的售后服务
- 简单聊聊海马300复刻表市场价格
广州潮品汇
作为钟表界的传奇品牌,欧米茄(OMEGA)一直以来都以其卓越的工艺和精湛的设计受到全球钟表爱好者的青睐。其中,欧米茄海马系列无疑是该品牌最为经典且备受追捧的系列之一。而现在,市场上也出现了一些欧米茄海马300高仿表,它们不仅外观逼真,而且价格相对更为亲民。微信:52226813(下单赠送精美礼品)欧米茄海马300复刻表一般多少钱?市场上关于欧米茄海马300高仿表的价格高低不一,非常的混乱,有卖20
- 简单说说万国葡计复刻表哪个厂最好
潮品会
万国葡计复刻表是钟表行业中备受推崇的一个品牌,它的历史可以追溯到1868年。作为瑞士钟表制造商的先驱之一,万国表凭借其卓越的工艺和精湛的技术,赢得了全球消费者的赞誉。微信:52226813(下单赠送精美礼品)在万国葡计复刻表的系列中,有三个厂家特别出众,值得一提。他们分别是:ZF厂、AZ厂和YL厂。1,ZF厂以其独特而经典的设计风格而闻名。不仅保留了万国表最经典的外观特征,还在细节上进行了改进,使
- 今日头条:高仿积家手表大概多少钱一块(揭晓高仿手表市场正常售价)
星耀腕表
高仿积家手表,顾名思义是一种与积家品牌手表非常相似的仿制品。积家是一家瑞士著名的手表制造商,以其精湛的工艺和经典设计而闻名于世。由于其高质量和很高的价格,很多人喜欢积家手表但无法负担得起。因此,市场上出现了众多的高仿积家手表。详细加微信咨询:85857133那么,高仿积家手表多少钱一块呢?这个问题没有一个具体的答案,因为高仿积家手表的价格会受到许多因素的影响。根据市场调查,高仿积家手表主要分为三种
- 东芝 TB67S128FTG:释放精密电机控制的力量
东芝、铠侠总代13610068393
单片机嵌入式硬件
在电机控制领域,精度和效率至关重要。东芝的TB67S128FTG是一款专为先进电机控制应用设计的两相双极步进电机驱动器。让我们深入了解这款出色的芯片的功能和优点。TB67S128FTG概述TB67S128FTG是一款采用东芝BiCD工艺(结合双极、CMOS和DMOS技术)设计的高度集成的单片IC。此集成实现了高性能和可靠性,使TB67S128FTG成为需要精确电机控制的各种应用(如3D打印机、工业
- 宝宝22周+1天
莫然君
今天早上婆婆把米饭煮好了,还煲了一锅的玉米排骨汤,早饭的鸡蛋也煮好,叮嘱我吃完早饭晾衣服,中午没事把汤喝了,而公公和小姑子也要返回澄迈,老公是那个毛坯房要装修,让公公帮忙找装修公司,帮忙去看,而老公在海口上班,我在家养胎。早上把衣服晾好了之后,吃早饭,其实老公一家人对我很好,回来之后,衣服不让我洗,卫生也不让我扫地,甚至做饭都没有做,偶尔只是帮婆婆洗下菜打个下手,其他的都是婆婆包了,尤其是洗衣服,
- 有什麼想說的嗎
在你不知道的時間裡愛你很久
我都没有时间写了雖然乾了什麼不被看到他們以為我在做的再簡單不過算了吧只要做了還不錯就這樣吧日記是一種本身的回憶如果反復修改再加一些多餘的想法都是玷污所以自己的心情最重要所以怎麼做都應該是從心出發图片发自App我的新頭像喜歡嗎?不重要我喜歡呀最近真是放肆我都是脫了大褲衩脫了背心的節奏我覺得這樣才像爺們兒手電筒照亮的大腿和洗臉盆讓我覺得日子不錯要是冰箱和下水管沒有聲音就好了奶奶偶爾說幾句可我不想回應我
- 哪里买复刻手表靠谱些?推荐7个购买渠道
腕表世界
在现代社会,复刻手表已经成为了时尚与品味的象征。这些精美的复刻手表不仅拥有高品质的制造工艺,而且在外观设计上也与原版手表相差无几,使得许多消费者都愿意购买。那么,复刻手表究竟在哪里购买呢?下面,我将为您推荐7个购买复刻手表的渠道。微信:10428850(下单送精美礼品)1.实体店购买如果您希望亲自试戴和挑选手表,那么实体店无疑是最好的选择。在我国深圳、广州等城市都有复刻手表的专卖店,您可以在那里购
- 麦肯锡内部团队的沟通管理方法
简丹来说
项目图纸准备交付了,大家都把自己设计的部分提交给主管进行审核。主管发现小李的图纸中,有多处设备图选用错误,导致相关部分的配套设计也不正确。询问小李,小李说设备是按合同做的,后来更换设备的事他并不知道,没有人通知他。原来,在项目执行过程中,客户提出了一些修改要求。新任项目经理小林也把修改部分通知了相关负责人,他以为调整前后设备型号变化不大,对工艺可能没多大影响,因而只通知了设备和制造部门,并没有提醒
- 温情暖意照七月,众志成城援青川
阿西西西西_d66b
温情暖意照七月,众志成城援青川7月21日,烈日当空,空气中充斥着炎热与焦躁,但依旧阻挡不了团队成员们的积极性,大家兴致勃勃地出发来到了东吴银泰城,将宣传海报支起,做好义卖的前期准备工作。精致的串珠工艺品以及独特的香囊都引来不少路人的关注,有些路人上前询问,我们团队成员耐心进行解释关于工艺品的制作过程、香囊的功效以及我们本次活动的目的,获得了不少称赞以及敬佩的目光。有些行人在看了我们的公益海报得知我
- 继之前的线程循环加到窗口中运行
3213213333332132
javathreadJFrameJPanel
之前写了有关java线程的循环执行和结束,因为想制作成exe文件,想把执行的效果加到窗口上,所以就结合了JFrame和JPanel写了这个程序,这里直接贴出代码,在窗口上运行的效果下面有附图。
package thread;
import java.awt.Graphics;
import java.text.SimpleDateFormat;
import java.util
- linux 常用命令
BlueSkator
linux命令
1.grep
相信这个命令可以说是大家最常用的命令之一了。尤其是查询生产环境的日志,这个命令绝对是必不可少的。
但之前总是习惯于使用 (grep -n 关键字 文件名 )查出关键字以及该关键字所在的行数,然后再用 (sed -n '100,200p' 文件名),去查出该关键字之后的日志内容。
但其实还有更简便的办法,就是用(grep -B n、-A n、-C n 关键
- php heredoc原文档和nowdoc语法
dcj3sjt126com
PHPheredocnowdoc
<!doctype html>
<html lang="en">
<head>
<meta charset="utf-8">
<title>Current To-Do List</title>
</head>
<body>
<?
- overflow的属性
周华华
JavaScript
<!DOCTYPE html PUBLIC "-//W3C//DTD XHTML 1.0 Transitional//EN" "http://www.w3.org/TR/xhtml1/DTD/xhtml1-transitional.dtd">
<html xmlns="http://www.w3.org/1999/xhtml&q
- 《我所了解的Java》——总体目录
g21121
java
准备用一年左右时间写一个系列的文章《我所了解的Java》,目录及内容会不断完善及调整。
在编写相关内容时难免出现笔误、代码无法执行、名词理解错误等,请大家及时指出,我会第一时间更正。
&n
- [简单]docx4j常用方法小结
53873039oycg
docx
本代码基于docx4j-3.2.0,在office word 2007上测试通过。代码如下:
import java.io.File;
import java.io.FileInputStream;
import ja
- Spring配置学习
云端月影
spring配置
首先来看一个标准的Spring配置文件 applicationContext.xml
<?xml version="1.0" encoding="UTF-8"?>
<beans xmlns="http://www.springframework.org/schema/beans"
xmlns:xsi=&q
- Java新手入门的30个基本概念三
aijuans
java新手java 入门
17.Java中的每一个类都是从Object类扩展而来的。 18.object类中的equal和toString方法。 equal用于测试一个对象是否同另一个对象相等。 toString返回一个代表该对象的字符串,几乎每一个类都会重载该方法,以便返回当前状态的正确表示.(toString 方法是一个很重要的方法) 19.通用编程:任何类类型的所有值都可以同object类性的变量来代替。
- 《2008 IBM Rational 软件开发高峰论坛会议》小记
antonyup_2006
软件测试敏捷开发项目管理IBM活动
我一直想写些总结,用于交流和备忘,然都没提笔,今以一篇参加活动的感受小记开个头,呵呵!
其实参加《2008 IBM Rational 软件开发高峰论坛会议》是9月4号,那天刚好调休.但接着项目颇为忙,所以今天在中秋佳节的假期里整理了下.
参加这次活动是一个朋友给的一个邀请书,才知道有这样的一个活动,虽然现在项目暂时没用到IBM的解决方案,但觉的参与这样一个活动可以拓宽下视野和相关知识.
- PL/SQL的过程编程,异常,声明变量,PL/SQL块
百合不是茶
PL/SQL的过程编程异常PL/SQL块声明变量
PL/SQL;
过程;
符号;
变量;
PL/SQL块;
输出;
异常;
PL/SQL 是过程语言(Procedural Language)与结构化查询语言(SQL)结合而成的编程语言PL/SQL 是对 SQL 的扩展,sql的执行时每次都要写操作
- Mockito(三)--完整功能介绍
bijian1013
持续集成mockito单元测试
mockito官网:http://code.google.com/p/mockito/,打开documentation可以看到官方最新的文档资料。
一.使用mockito验证行为
//首先要import Mockito
import static org.mockito.Mockito.*;
//mo
- 精通Oracle10编程SQL(8)使用复合数据类型
bijian1013
oracle数据库plsql
/*
*使用复合数据类型
*/
--PL/SQL记录
--定义PL/SQL记录
--自定义PL/SQL记录
DECLARE
TYPE emp_record_type IS RECORD(
name emp.ename%TYPE,
salary emp.sal%TYPE,
dno emp.deptno%TYPE
);
emp_
- 【Linux常用命令一】grep命令
bit1129
Linux常用命令
grep命令格式
grep [option] pattern [file-list]
grep命令用于在指定的文件(一个或者多个,file-list)中查找包含模式串(pattern)的行,[option]用于控制grep命令的查找方式。
pattern可以是普通字符串,也可以是正则表达式,当查找的字符串包含正则表达式字符或者特
- mybatis3入门学习笔记
白糖_
sqlibatisqqjdbc配置管理
MyBatis 的前身就是iBatis,是一个数据持久层(ORM)框架。 MyBatis 是支持普通 SQL 查询,存储过程和高级映射的优秀持久层框架。MyBatis对JDBC进行了一次很浅的封装。
以前也学过iBatis,因为MyBatis是iBatis的升级版本,最初以为改动应该不大,实际结果是MyBatis对配置文件进行了一些大的改动,使整个框架更加方便人性化。
- Linux 命令神器:lsof 入门
ronin47
lsof
lsof是系统管理/安全的尤伯工具。我大多数时候用它来从系统获得与网络连接相关的信息,但那只是这个强大而又鲜为人知的应用的第一步。将这个工具称之为lsof真实名副其实,因为它是指“列出打开文件(lists openfiles)”。而有一点要切记,在Unix中一切(包括网络套接口)都是文件。
有趣的是,lsof也是有着最多
- java实现两个大数相加,可能存在溢出。
bylijinnan
java实现
import java.math.BigInteger;
import java.util.regex.Matcher;
import java.util.regex.Pattern;
public class BigIntegerAddition {
/**
* 题目:java实现两个大数相加,可能存在溢出。
* 如123456789 + 987654321
- Kettle学习资料分享,附大神用Kettle的一套流程完成对整个数据库迁移方法
Kai_Ge
Kettle
Kettle学习资料分享
Kettle 3.2 使用说明书
目录
概述..........................................................................................................................................7
1.Kettle 资源库管
- [货币与金融]钢之炼金术士
comsci
金融
自古以来,都有一些人在从事炼金术的工作.........但是很少有成功的
那么随着人类在理论物理和工程物理上面取得的一些突破性进展......
炼金术这个古老
- Toast原来也可以多样化
dai_lm
androidtoast
Style 1: 默认
Toast def = Toast.makeText(this, "default", Toast.LENGTH_SHORT);
def.show();
Style 2: 顶部显示
Toast top = Toast.makeText(this, "top", Toast.LENGTH_SHORT);
t
- java数据计算的几种解决方法3
datamachine
javahadoopibatisr-languer
4、iBatis
简单敏捷因此强大的数据计算层。和Hibernate不同,它鼓励写SQL,所以学习成本最低。同时它用最小的代价实现了计算脚本和JAVA代码的解耦,只用20%的代价就实现了hibernate 80%的功能,没实现的20%是计算脚本和数据库的解耦。
复杂计算环境是它的弱项,比如:分布式计算、复杂计算、非数据
- 向网页中插入透明Flash的方法和技巧
dcj3sjt126com
htmlWebFlash
将
Flash 作品插入网页的时候,我们有时候会需要将它设为透明,有时候我们需要在Flash的背面插入一些漂亮的图片,搭配出漂亮的效果……下面我们介绍一些将Flash插入网页中的一些透明的设置技巧。
一、Swf透明、无坐标控制 首先教大家最简单的插入Flash的代码,透明,无坐标控制: 注意wmode="transparent"是控制Flash是否透明
- ios UICollectionView的使用
dcj3sjt126com
UICollectionView的使用有两种方法,一种是继承UICollectionViewController,这个Controller会自带一个UICollectionView;另外一种是作为一个视图放在普通的UIViewController里面。
个人更喜欢第二种。下面采用第二种方式简单介绍一下UICollectionView的使用。
1.UIViewController实现委托,代码如
- Eos平台java公共逻辑
蕃薯耀
Eos平台java公共逻辑Eos平台java公共逻辑
Eos平台java公共逻辑
>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>
蕃薯耀 2015年6月1日 17:20:4
- SpringMVC4零配置--Web上下文配置【MvcConfig】
hanqunfeng
springmvc4
与SpringSecurity的配置类似,spring同样为我们提供了一个实现类WebMvcConfigurationSupport和一个注解@EnableWebMvc以帮助我们减少bean的声明。
applicationContext-MvcConfig.xml
<!-- 启用注解,并定义组件查找规则 ,mvc层只负责扫描@Controller -->
<
- 解决ie和其他浏览器poi下载excel文件名乱码
jackyrong
Excel
使用poi,做传统的excel导出,然后想在浏览器中,让用户选择另存为,保存用户下载的xls文件,这个时候,可能的是在ie下出现乱码(ie,9,10,11),但在firefox,chrome下没乱码,
因此必须综合判断,编写一个工具类:
/**
*
* @Title: pro
- 挥洒泪水的青春
lampcy
编程生活程序员
2015年2月28日,我辞职了,离开了相处一年的触控,转过身--挥洒掉泪水,毅然来到了兄弟连,背负着许多的不解、质疑——”你一个零基础、脑子又不聪明的人,还敢跨行业,选择Unity3D?“,”真是不自量力••••••“,”真是初生牛犊不怕虎•••••“,••••••我只是淡淡一笑,拎着行李----坐上了通向挥洒泪水的青春之地——兄弟连!
这就是我青春的分割线,不后悔,只会去用泪水浇灌——已经来到
- 稳增长之中国股市两点意见-----严控做空,建立涨跌停版停牌重组机制
nannan408
对于股市,我们国家的监管还是有点拼的,但始终拼不过飞流直下的恐慌,为什么呢?
笔者首先支持股市的监管。对于股市越管越荡的现象,笔者认为首先是做空力量超过了股市自身的升力,并且对于跌停停牌重组的快速反应还没建立好,上市公司对于股价下跌没有很好的利好支撑。
我们来看美国和香港是怎么应对股灾的。美国是靠禁止重要股票做空,在
- 动态设置iframe高度(iframe高度自适应)
Rainbow702
JavaScriptiframecontentDocument高度自适应局部刷新
如果需要对画面中的部分区域作局部刷新,大家可能都会想到使用ajax。
但有些情况下,须使用在页面中嵌入一个iframe来作局部刷新。
对于使用iframe的情况,发现有一个问题,就是iframe中的页面的高度可能会很高,但是外面页面并不会被iframe内部页面给撑开,如下面的结构:
<div id="content">
<div id=&quo
- 用Rapael做图表
tntxia
rap
function drawReport(paper,attr,data){
var width = attr.width;
var height = attr.height;
var max = 0;
&nbs
- HTML5 bootstrap2网页兼容(支持IE10以下)
xiaoluode
html5bootstrap
<!DOCTYPE html>
<html>
<head lang="zh-CN">
<meta charset="UTF-8">
<meta http-equiv="X-UA-Compatible" content="IE=edge">