深眸科技分享—一文详解工业视觉系统构成及应用
一、工业视觉系统的构成
工业视觉是什么,工业怎么又和视觉搞一起了?这本是八竿子打不着的事情,面对这个新出现的名词大多数人不甚其解;我们将这一名词分开解释,即工业和视觉的组合,工业很好解释就是工业生产活动;而视觉则是用眼睛看。合在一起就是用工业化的手段来解决工业生产活动中需要用眼睛看的部分。
我们认真观察一下身边周围的商品,他们都是从工厂里面出来的,在工厂里边,他们可能需要经过生产,检测,组装,检查等等流程,以此来确保产品的质量或者用于提高生产效率,目前工业视觉多用于此。说到这里,大多数人会问:那么一个工业视觉系统包括什么呢?不急,请听我慢慢道来:
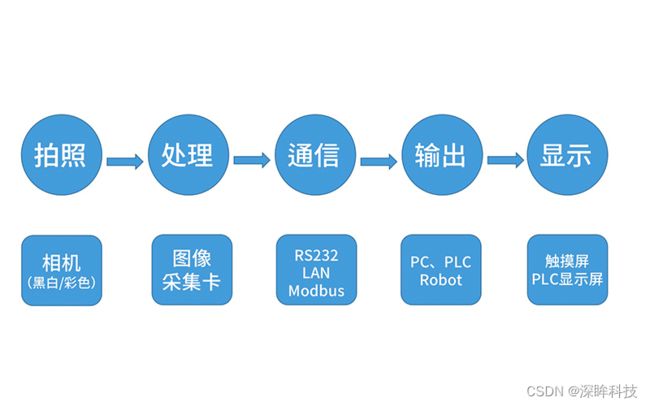
一个完整的工业视觉系统包括三个方面即:机器、视觉和系统。机器负责机械的运动和控制;视觉通过光源、工业镜头、工业相机、图像采集卡等来实现;系统主要是指软件,也可理解为整套的机器视觉设备。是不是觉得这流程好熟悉?没错,这就是人的眼睛,手脚,大脑的翻版呀;眼睛看到,然后传输给大脑,大脑分析做出处理再传输给手脚,最后手脚做出相应的动作。工业视觉系统就可以这么通俗易懂的理解,当然作为在工业领域混迹多年的大佬,在这里肯定会不漏痕迹的献上技术分享,最专业的流程图送给大家:
1.机器视觉光源
光源作为机器视觉系统输入的重要部件,它的好坏直接影响输入数据的质量和应用效果。由于没有通用的机器视觉光源设备,所以针对每个特定的应用实例,要选择相应的视觉光源,以达到最佳效果。常见的光源有:LED环形光源、低角度光源、背光源、条形光源、同轴光源、冷光源、点光源、线型光源、平行光源等。

2.工业镜头
镜头在机器视觉系统中主要负责光束调制,并完成信号传递。镜头类型包括:标准、远心、广角、近摄和远摄等,选择依据一般是根据相机接口、拍摄物距、拍摄范围、CCD尺寸、畸变允许范围、放大率、焦距和光圈等。

3.工业相机
工业相机在机器视觉系统中最本质功能就是将光信号转变为电信号,与普通相机相比,它具有更高的传输力、抗干扰力以及稳定的成像能力。
按照不同标准可有多种分类:按输出信号方式,可分为模拟工业相机和数字工业相机;按芯片类型不同,可分CCD工业相机和CMOS工业相机,这种分类方式最为常见。

4.图像采集卡
图像采集卡虽然只是完整机器视觉系统的一个部件,但它同样非常重要,直接决定了摄像头的接口:黑白、彩色、模拟、数字等。
比较典型的有PCI采集卡、1394采集卡、VGA采集卡和GigE千兆网采集卡。这些采集卡中有的内置多路开关,可以连接多个摄像机,同时抓拍多路信息。

5.机器视觉软件
机器视觉软件是机器视觉系统中自动化处理的关键部件,根据具体应用需求,对软件包进行二次开发,可自动完成对图像采集、显示、存储和处理。在选购机器视觉软件时,一定要注意开发硬件环境、开发操作系统、开发语言等,确保软件运行稳定,方便二次开发。
说到这里大家对工业视觉是不是有了一个基本的概念,是不是恍然大悟——原来这就是工业视觉系统的呀!有人也许会问小编,这玩意有嘛用?这可不是有嘛用的问题,这是大大的有用的干活;他可以帮助我们提高生产效率,减轻我们的劳动强度。你可以这么理解,原来需要很多工人长时间工作的事情,我们弄一套工业视觉系统直接可以搞定;原来加班加点费眼睛的事情,我们现在吃着火锅唱着歌点点鼠标就能搞定了。现在最广泛的使用场景有如下几种典型:检测、识别、测量、定位等。
二、工业视觉使用场景
1.检测识别
主要用于检测商品的二维码,条形码,日期,商标等等;也是目前使用范围最广的一类。

2.引导机器人
如果把一台机器比作一个人的话,那么工业视觉就相当于机器的眼睛。工业视觉是指利用相机、摄像机等传感器,配合工业视觉算法赋予智能设备人眼的功能,从而进行物体的识别、检测、测量等功能。

3.缺陷轮廓检测
CCD视觉检测,替代人工检测;效率高,精确稳定,工厂自动化检测之首选。主要检测项目有尺寸检测,缺陷检测等等。电子行业:半导体元件表面缺陷特征监测、字符印刷残缺检测、芯片引脚封装完整检测、元件破损检测、端子引脚尺寸检测、编带机元件极性识别、键盘字符检测等;制造行业:零件外形检测、表面划痕检测、漏加工检测、表面毛刺检测等;印刷行业:印刷质量检测、印刷字符检测、条码识别、色差检测等;汽车电子:面板印刷质量检测、字符检测、SPI检测系统、色差检测等;医疗行业:药瓶封装缺陷监测、药品封装缺漏检测、胶囊封装质量检测等;食品行业: 外观封装检测、食品封装缺漏检测、外观和内部质量检测、颜色质量检测、食品包装定位等;五金行业:微小金属正反面判别、零件表面检测、零件尺寸检测等。

三、工业视觉优点
想必说到这里,对于工业视觉的优点,诸位也都心知肚明了;为了节约大家时间,小编已经把优点概括好了,主要有以下四点:
1.安全。视觉检测过程中,被检测的单位不会与检测物体进行直接接触,不会造成任何损伤。
2.视野宽广。相对人眼而言,工业视觉系统可以感知红外线,比人眼检测范围更大。
3.系统稳定。人类很难长时间注意力高度集中对某一物体进行观察,但是机器人视觉可以长时间地作为测量、分析和识别。
4. 应用广泛。工业视觉不仅仅只用在机器人上,在工业、农业、国防、交通、医疗、体育甚至娱乐等行业都得到了广泛使用。
目前国内工业视觉处于蓝海阶段,各个企业在各自的赛道奔跑着。站在风云莫测的机器视觉赛道,深眸科技作为国家级高新技术企业,高战略定位,高标准定局,以AI技术为着力点促进工业生态数字化、智能化转型,让制造生产不再“传统”,为中国智造贡献百年力量。
莫道凭栏空颙望,抚剑四顾野茫茫。
前行的开拓者永远是孤独的!