流水线、精益生产、丰田生产方式和TOC的基本原则
内容提要:流水线生产,丰田生产方式(精益生产)和TOC制约理论的主要目标都是加快流动,三种生产理论通过系统思考的负反馈来指导生产,防止过量生产,通过不同的缓冲方式来防止墨菲效应,使系统产出最大化。三种生产理论与工业工程相结合,这三种理论负责指导如何产生成果,而工业工程负责产生成果。生产理论也均强调不断的完善来增加系统的产出,TPS称之为改善,精益生产称之为尽善尽美,TOC称之为回头防止惰性。
高德拉特在《站在巨人的肩膀上》写到:“
整个制造型企业运行模式的彻底改变由两个伟大的思想家所主持,他们分别是亨利•福特和大野耐一,福特通过导入流水线实现了大批量生产方式,而大野耐一则在他的TPS里将福特的概念带向更高的应用层次,他做出突出的贡献是将整个制造性企业将库存视为资产的看法改成库存是负债的看法。
概括而论,福特和大野都遵循以下四个概念(供应链概念)
1、加快流动(或缩短生产所需时间)是工厂的主要目标;
2、这个主要目标应该被转化成一套具体的机制,以指导何时不应生产(以防止过度生产);
3、局部效率必须废止;
4、一套平衡流动的聚焦程序必须就位。”
文中提出了一个核心论点,认为亨利·福特的装配流水线和大野耐一的丰田生产系统(TPS)都是源于对物料流动的重视。
丰田的生产方式的创始人大野耐一说:“我们所做的,其实就是注意从接到顾客订单到向顾客收帐这期间的作业时间,由此剔除不能创造价值的浪费,以缩短作业时间。”
所以:加快流动(或缩短生产所需时间)是工厂的主要目标。”
高德拉特在文中总结道:“
总之,福特和大野耐一都严格遵照供应链的四个核心观念改善自己公司的运营体系。
1、改善生产的流动性(等同于前置时间)是任何生产运营的首要目标。
2、这个首要目标可通过设计务实的预防过多生产的机制来完成(预防过多生产)福特通过限制在制品空间的做法,大野耐一通过减少库存的办法。(TOC通过减少时间缓冲)
3、所有的局部效率必须废除。
4、必须有一个能平衡产线流动性的聚焦改善程序。福特使用现场直接观察法,而大野耐一通过逐步减少包装箱数量和容量的做法。”(TOC通过逐步减少时间缓冲,如图6-147所示))
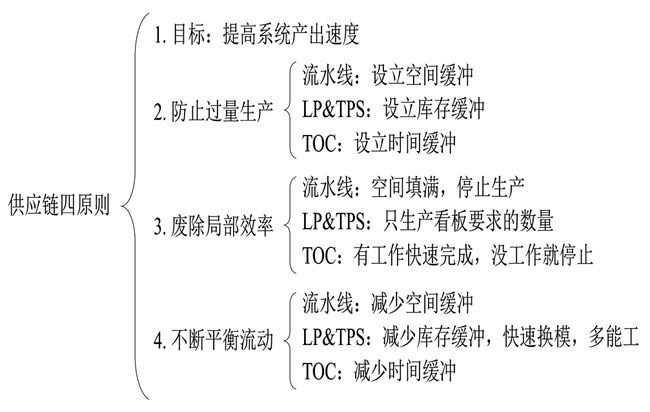
图6-147 供应链四原则
1. 目标:提高系统的产出速度。
作者将以广义动量定理来解释为什么加快流动是工厂的主要目标。在广义动量定理公式Fαt=MV中,MV表示成果,如果要增加成果,要么增加广义质量M,要么增加广义速度V。增加广义质量(nm)是工业工程和质量管理的核心目标。而增加广义速度是生产方法的核心目标,代表包括福特的流水线生产,大野耐一的丰田生产方式以及精益生产和高德拉特的TOC制约理论。对于生产型企业,可以认为质量m是既定的,只要生产出的产品能达到要求即可,不需要进一步提高质量。而客户需要的数量n也是既定的了,即广义质量M(nm)是既定的了。如顾客订购了某型号的一辆轿车,则轿车的发动机,轮胎等都是既定的了,不会再要求去增加此产品的性能质量m,数量n也是既定一辆。为了增加成果MV,只能增加广义速度V,所以对于生产型企业广义速度则是工厂的主要目标,提高广义速度,就能提高成果。所以福特,大野耐一和高德拉特都将加快流动(或缩短生产所需时间)视为工厂的主要目标。
2. 防止过量生产。
如何防止过量生产呢?最简单的逻辑就是设定一个上限,达到这个上限就停止生产,这样就能达到防止过量生产的目的。同样的道理,如何防止局部产量不足呢?设定一个下限,小于这个下限就需要马上进行生产。
在福特的流水线生产中,福特在每道工序后边设定了暂存在制品的空间,一旦这个空间被在制品填满,那么再生产出的在制品没有地方存放,所以这道工序不得不停止生产。当下道工序取走一些在制品时,又有新的空间,这道工序可以再开始生产。
在丰田生产方式和精益生产中,工序之间有库存缓冲,当下道工序取走一些库存,会有看板返回给上道工序,相当于给上道工序下订单,上道工序生产的数量达到库存缓冲时便停止生产。
在TOC制约理论中,通过瓶颈前的时间缓冲来决定投料情况,当瓶颈前的剩余时间缓冲达到预设时间缓冲,就停止投料来防止过量生产。
第2条和第4条是有区别的,第2条可以改善生产流动性,相当于设立了一个可以生产最多数量的初始上限,不是最优的。是一种方法,第4条是如何不断的改善流动性,类似于精益生产的尽善尽美,不断的优化这个缓冲的上限。从整个系统的角度来说,每个环节的缓冲并没有相互配合,来实现产出速度最大化,都是根据自己工序进行局部设置的。
3. 废除局部效率
从TOC的角度来说,系统的产出速度由系统的瓶颈决定,非瓶颈的产出速度增加不会增加系统的产出速度。相反,非瓶颈的产出速度增加会增加在制品的数量,从而产生负债,并且扰乱生产秩序。
在流水线生产中,空间缓冲被填满就停止生产,从而达到了废除具备效率的目的。
在丰田生产方式和精益生产中,上道工序只生产看板下达的订单数量和品种,生产完成后便停止,不去生产多生产。
在TOC制约理论中,通过生产线最开始的投料来指导生产,当投料达到工序是,这道工序就快速完成,完成之后就可以闲着。因为没有料可以加工,想多加工也没办法,从而完成了废除局部效率的目的。
4. 不断平衡流动
设定了缓冲可以提高系统的产出速度,但是如何不断的提高呢?每道工序的生产速度不同,如何来平衡这些工序的速度,从而加快系统的产出速度呢?
其逻辑是找到影响流动的因素,解决这个因素。
在流水线生产中,通过降低空间缓冲的大小,可以发现影响产线流动的因素,然后解决这个因素就能提高系统的产出速度。
在丰田生产方式和精益生产中,通过降低库存缓冲来寻找影响流动的因素,然后解决这个因素就能提高系统的产出速度。
在TOC制约理论中,通过降低时间缓冲来寻找影响流动的因素,然后解决这个因素就能提高系统的产出速度。
缓冲是为了防止墨菲效应影响系统的产出,适量的缓冲可以提高系统的产出的速度。福特的流水线生产采用空间做缓冲,大野耐一的TPS采用库存做缓冲,高德拉特的TOC采用时间做缓冲,理论上还应该存在以速度做缓冲的方法(s=vt)。
高德拉特在《站在巨人的肩膀上》一文写到:“平衡车间流动性不仅仅需要处理切换的障碍。因为实际上大多数工作中心都不属于单一零件的专用生产线,这种做法使得破坏流动性的真正问题很难通过直接观察而发现。大野耐一认识到有大多的东西需要改善,如果没有一个方法聚焦在改善哪些方面,那么将会花很长时间平衡产线的流动性。而KANBAN系统恰巧提供了这样的一种做法。 精益水面和石头的比喻恰巧有主助于我们了解是如何完成这一改善任务的。水面等同于库存的水位,而石头则代表那些破坏车间流动性的问题。在河床底下有很多石头,而要全部搬掉这些石头需要花很多时间和努力,而真正的问题是,哪些石头值得搬,哪些不值得。明显的答案就是我们把水位降低,那些露出水面的石头是应该被搬走的。在KANBAN 系统导入的初期,为取得合理的产出,大野耐一开始使用多个包装箱包装特定的部件。慢慢地,大野耐一慢慢减少包装箱的数量和包装容量。如果生产的流动性没有明显被打乱,则进一步减少包装箱数量和包装容量;如果被打乱,则用五个为什么的方法直指问题的真正原因,在进一步减少包装箱数量和容量之前,发现的问题必须有效解决,这需要花些时间,但最后所取得的成果是生产效率的大幅度提升。值得注意的是,即使在过去二十年里,每个汽车制造公司都导入了一个版本或另外一个版本的TPS,而且也取得了一些成果,但是始终无法与丰田的生产力相比较。这个事实就直接指出了正确选择目标工序作为局部改善的重要性.不幸的是,许多公司的改善活动被误导了,因为他们只专注在成本节约,而非如丰田汽车那样专注在改善流动性作为前提。大野耐一没有把自己大部分的精力放在减少切换时间以实现更多的成本节约方面,如果成本节约是他的首要目标的话,那不可能浪费自己改善所节约的时间而进一步减少批量,带来更多的切换次数造成时间的浪费。同时,大野耐一也没有尽力去减少全部不良品的数量而实现减少那些微不足道的成本节约,他解决的品质问题主要是那些阻碍流动性的品质问题。而且大野耐一也没有尽力去压迫供应商以求得更好的材料价格。或者尽力去减少人头开支(成本因素里面的两大项),相反,他将自己大部分的精力放在改善供应链的流动性方面。”
降低水面,最阻碍流动的石头就会露出水面,这块石头就是系统的瓶颈,移除这个阻碍因素,流动就会加快。然后继续降低水面,寻找下一个最阻碍流动的石头,继续移除,系统的流动速度不断加快(如图6-148所示)。

图6-148 水面类比库存水平
丰田生产方式通过降低库存来寻找阻碍因素,然后消除阻碍因素,达到提升系统产出速度的目的。TOC制约理论采用降低时间缓冲的方法来寻找阻碍因素,消除阻碍因素,从而达到提升系统产出速度的目的。
三大生产理论之间的缓冲转换
流水线生产方式以空间S作为缓冲,当空间被填满后停止生产;丰田生产方式和精益生产以库存n作为缓冲,当生产数量达到库存数量停止生产;TOC制约理论以时间t作为缓冲,当瓶颈前的缓冲时间达到预设缓冲时间便停止生产。空间缓冲S、库存缓冲n和时间缓冲t可以相互转化。如果某工序的生产速度为V,单个产品的占地体积为s,那么S=n×s,t=S/s/t,n=t×V。通过这几个公式,就可以在三种缓冲之间互相转换(如图6-149所示)。

图6-149 三大生产理论之间的缓冲转换
某工序生产F产品的速度V为5个/小时,每个产品的占地体积s为0.05立方米。精益生产LP和丰田生产方式以数量n作为缓冲,如果缓冲数量n是10个,那么对应的流水线的空间缓冲S=n×s=10×0.05=0.5立方米;对应的TOC制约理论的时间缓冲t=n/V=10/5=2小时。
高德拉特在《目标》一书中例举了他领带童子军在野外行军的例子,为了让队伍同时达到目标地点,选择让最慢的队员站在队首,快的队员通过调整速度而一直能跟上前边慢的队员,最终一起到达终点,这也说明可以用速度作为缓冲(如图6-150所示)。

图6-150 童子军行军与TOC的类比
如果以速度作为缓冲,那么系统的产出速度要大于客户要求的速度,当客户的需求速度增加时,通过提高系统的产出来满足客户的需求;当客户的需求速度减少时,通过降低系统的产出速度来适应客户的需求。系统的产出速度随着客户的需求速度进行动态的调整,而不是像丰田生产方式那样需要一个固定的节拍,而当客户的需求信息反馈及时,系统的调整速度可以完全跟随客户的需求速度时,那么智能生产就诞生了,这个智能生产可以完全根据算法来解决各种产品的生产,分配等各种问题。空间缓冲,库存缓冲和时间缓冲是为了应对扰动,防止墨菲效应干扰整个产线的生产。那么对于以速度为缓冲的产线,可以采取双套冗余的配置来应对扰动。正常生产时,两套系统同时承担负荷(也可以一套备用),当其中一套系统的发生问题时,另一套系统承担整个工作。当另一套恢复时,两套可以均提高产出速度以保证交期。或者可以只使用一套系统,通过部分库存缓冲来应对扰动。
经济学家凯恩斯的流动性偏好动机是为了可以及时的使用金钱,使消费速度稳定及抓住投机机会,流动性偏好就是一种库存缓冲。人们为了生活方便,会去超市购买一些生活用品放在家中,以备不时之需,这些物品也是库存缓冲。人们坐火车或飞机等,会提前到达火车站或者机场,提前的时间就是时间缓冲,如果在去往火车站或机场的过程中容易发生堵车等扰动时,则发生扰动的可能性越大,需要的时间缓冲越长。
摘自《可以量化的管理学》