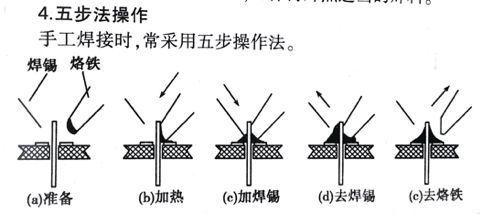
- 关于沟通这件事,项目经理不需要每次都面对面进行
流程大师兄
很多项目经理都会遇到这样的问题,项目中由于事情太多,根本没有足够的时间去召开会议,那在这种情况下如何去有效地管理项目中的利益相关者?当然,不建议电子邮件也不需要开会的话,建议可以采取下面几种方式来形成有效的沟通,这几种方式可以帮助你努力的通过各种办法来保持和各方面的联系。项目经理首先要问自己几个问题,项目中哪些利益相关者是必须要进行沟通的?可以列出项目中所有的利益相关者清单,同时也整理出项目中哪些
- 数组去重
好奇的猫猫猫
整理自js中基础数据结构数组去重问题思考?如何去除数组中重复的项例如数组:[1,3,4,3,5]我们在做去重的时候,一开始想到的肯定是,逐个比较,外面一层循环,内层后一个与前一个一比较,如果是久不将当前这一项放进新的数组,挨个比较完之后返回一个新的去过重复的数组不好的实践方式上述方法效率极低,代码量还多,思考?有没有更好的方法这时候不禁一想当然有了!!!hashtable啊,通过对象的hash办法
- 数据仓库——维度表一致性
墨染丶eye
背诵数据仓库
数据仓库基础笔记思维导图已经整理完毕,完整连接为:数据仓库基础知识笔记思维导图维度一致性问题从逻辑层面来看,当一系列星型模型共享一组公共维度时,所涉及的维度称为一致性维度。当维度表存在不一致时,短期的成功难以弥补长期的错误。维度时确保不同过程中信息集成起来实现横向钻取货活动的关键。造成横向钻取失败的原因维度结构的差别,因为维度的差别,分析工作涉及的领域从简单到复杂,但是都是通过复杂的报表来弥补设计
- ARM驱动学习之5 LEDS驱动
JT灬新一
嵌入式C底层arm开发学习单片机
ARM驱动学习之5LEDS驱动知识点:•linuxGPIO申请函数和赋值函数–gpio_request–gpio_set_value•三星平台配置GPIO函数–s3c_gpio_cfgpin•GPIO配置输出模式的宏变量–S3C_GPIO_OUTPUT注意点:DRIVER_NAME和DEVICE_NAME匹配。实现步骤:1.加入需要的头文件://Linux平台的gpio头文件#include//三
- 【华为OD技术面试真题精选 - 非技术题】 -HR面,综合面_华为od hr面
一个射手座的程序媛
程序员华为od面试职场和发展
最后的话最近很多小伙伴找我要Linux学习资料,于是我翻箱倒柜,整理了一些优质资源,涵盖视频、电子书、PPT等共享给大家!资料预览给大家整理的视频资料:给大家整理的电子书资料:如果本文对你有帮助,欢迎点赞、收藏、转发给朋友,让我有持续创作的动力!网上学习资料一大堆,但如果学到的知识不成体系,遇到问题时只是浅尝辄止,不再深入研究,那么很难做到真正的技术提升。需要这份系统化的资料的朋友,可以点击这里获
- 2022-08-28
蔚蓝一片晴
初三暑假培训收获点滴从8月25至8月27日三天两晚的培训结束了,回到家中,该静下心来整理一下触动心灵的收获,成为成长的积淀。1.在优秀团队中快速成长与提升,做一名反思成长型教师一名专业型教师的教学指导包括了教学原理知识、案例知识、策略知识。面对教学中的遇到的有趣的情形、问题会去研究其理,寻找更好的教法学法对策。从新手到成熟型教师,再走向专业型教师,需要的是觉醒与反思,多进行案例研究,从案例中观察、
- 2020-8-19晨间日记:看过的电影
盐大虾
今天是周三起床:6点半就寝:11点天气:晴心情:正常纪念日:周三任务清单今日完成的任务,最重要的三件事:1.整理写过的文档2.电影《电灯泡》3.这就是街舞第三季第五期改进:早睡早起习惯养成:早睡早起,看书周目标·完成进度两篇文章学习·信息·阅读电影艺术发展史相关教材健康·饮食·锻炼吃了挺多零食,还喝了果粒橙,还是得少吃,多锻炼,不然会慢慢死掉的。人际·家人·朋友淡定交流,不放在心上。工作·思考专心
- 好习惯和坏习惯
炫舞阳光
好习惯和坏习惯文/炫舞阳光生活中有很多细节,可以体现出一个人的习惯。好的习惯让人保持清晰的头脑,坏的习惯常常让人丢东忘西,头脑混沌。生活中,我喜欢整理东西。厨房里,锅碗瓢盆各样东西我习惯各就其位。案板、勺子、铲子和刀具我习惯性的挂起来。大大小小的碗和盘子,我习惯性的立在收纳柜里。每次轮到我在家做饭时,我习惯于一边使用,一边收拾和擦拭归位。做好饭时,台面干干净净。我想把这种习惯影响和传递给家人。然而
- python批量读取tiff文件_Python Pillow批量转换tif格式到jpg
weixin_39557797
最近因为想要整下网站的壁纸,从网站下载了别人整理好的合集压缩包,解压之后,却发现里面的文件都是tif的,tif格式网站和电脑都不认的,根本不能作壁纸。这时候,就需要转换图片格式了,首先我找了几款转换格式的软件,发现效果都不好,要不是不支持tif格式,要不就是转换出来的图片糊的不行。最终,还是决定用Python的Pillow库来写一个脚本,完成这个任务。下面是整个的小脚本----importosim
- 00. 这里整理了最全的爬虫框架(Java + Python)
有一只柴犬
爬虫系列爬虫javapython
目录1、前言2、什么是网络爬虫3、常见的爬虫框架3.1、java框架3.1.1、WebMagic3.1.2、Jsoup3.1.3、HttpClient3.1.4、Crawler4j3.1.5、HtmlUnit3.1.6、Selenium3.2、Python框架3.2.1、Scrapy3.2.2、BeautifulSoup+Requests3.2.3、Selenium3.2.4、PyQuery3.2
- 更改npm镜像源为淘宝镜像
骆小骆
基于node.js
npm常用指令后缀*最近复习了一下node.js整理了一下跟node.js相关的指令后缀*--save、-S参数意思是把模块的版本信息保存到dependencies(生产环境依赖)中,即你的package.json文件的dependencies字段中;–--save-dev、-D参数意思是把模块版本信息保存到devDependencies(开发环境依赖)中,即你的package.json文件的de
- 2022-07-06学会放手
杨晓玲乐平市第十一小学
2022年7月5日星期一晴今天结束了国培培训,上午收拾好物品,带着孩子整理心情,带着憧憬去到孩子新的学校,因为从小我有意培养孩子自己整理自己内务,孩子很认真的把自己要用的都整理好,不用的都另外装好,这一点孩子的能力还是挺强的。把自己的行李按学校提出的要求认真的整理好,我们便出发了。我们早早的来到学校,时间还早,便让她到阿姨那休息了一会儿,每去到一个新的地方,能迅速的安顿下来,这是非常好的。时间很快
- 抱怨很廉价,别做空想家
Fang2023
今天在整理浏览器收藏夹的时候,看到一个很多年前保存的一个网页,上面是一支央视公益广告的视频,《我创故我在》。思绪一下子回到了好几年前。还记得第一次无意中在电视上看到这支广告,喜悦之情溢于言表。抱怨很廉价,别做空想家,这句歌词尤其喜欢。听着歌曲,仿佛那时候的潮气蓬勃、意气风发,又回来了,即使此时感到疲惫。【公益】央视公益广告歌曲《我创故我在》_腾讯视频
- 好运来
是露漫漫呀
4月9日下午17.45分晴此时学校里广播站放着激情热烈的歌曲——《好运来》。“好运来,祝你好运来……”第一瞬间,我想到了他们是放这首歌是为补考的同学招来好运气的。然后我思绪飞扬,飘到了高中考试前同学放这首歌来抚平心态。飘到了高考前整理班级课桌时,学校喇叭里大大咧咧放着《好运来》……疲惫的我会心一笑。飘到了上学期考细解实验试卷时的那个中午青春小胖放这首歌来招好运,祈祷考的都会…………关于《好运来》的
- 思考成长
丁昆朋
这篇文章是加紧赶出来“应付”日更,一方面不想要再晚睡了;另一方面不想失去日更达人的称号,只能坐下来匆忙写下一点文字。既然标题是成长,先来总结一下这段时间的收获:1、整理箱子站着可以看电脑,坐着反而是一种享受,减少了坐着腰酸背痛的现象;2、使用讯飞输入法大大增加自己的输出量;3、Anaconda+“pythontutor.com"+Google算是简单入门python;4、英语的阅读文章能力、听力提
- 改变从每一刻
震震一点儿飞飞
每天要做的事情很多,思考的时间太少,整理的不够,所以,每天过的很快,但过的太单薄了,不知道进步在哪里?今天的意义在哪里?这问题到底出在哪里呢?哪里都很乱,时间可能还是被浪费了!要做的事情咬咬牙也就做了,想到看到就做到,是不是就会简单很多!立刻做,去试一试!
- 内存保护学习(一):tc27x的内存保护MPU设置浅析(个人理解)
剑从东方起
链接文件及功能安全开发语言c语言
目录一、背景二、Tc27x相关寄存器1、注意点2、注意几个强相关寄存器1)、数据保护范围寄存器2)、代码保护范围寄存器3)、保护集启用寄存器命名约定4)、PSW(每个核都有一个)5)、SYSCON三、使用方法1、内存方面2、在ECUM里面初始化MPU3、OS回调CBK检查4、机理5、补充点一、背景根据低ASIL等级开发的软件组件可能会错误地访问具有较高ASIL等级的软件组件的内存区域,从而产生干扰
- LeetCode github集合,附CMU大神整理笔记
Wesley@
LeetCodegithub
GithubLeetCode集合本人所有做过的题目都写在一个java项目中,同步到github中了,算是见证自己的进步。github目前同步的题目是2020-09-17日之后写的题。之前写过的题会陆续跟新到github中。目前大概400个题目Github项目链接:https://github.com/sunliancheng/leetcode_github附上一份优秀的教材整合:这是卡内基梅隆(C
- 靠谱的海淘APP大全 可以海淘的软件有哪些
氧惠评测
96KaiFa为您整理了可以海淘的软件有哪些,分别有海淘、ZOZO日本海淘、海淘铺、美芽海淘、海淘1号海外购、高乐高海淘、海淘美瞳、海淘返利网、海淘拼单、豌豆公主海淘,下面一起来看靠谱的海淘APP大全吧!购物、看电影、点外卖、用氧惠APP!更优惠!氧惠(全网优惠上氧惠)——是与以往完全不同的抖客+淘客app!2023全新模式,我的直推也会放到你下面,送1:1超级补贴(邀请好友自购多少,你就推广得多
- 小学科学课堂管理规培有感
31c6a3d23d4e
今天进行了这学期的第一次新教师规培,又是干货满满的一次学习,两位有经验的老教师分享了自己很多年来有关科学教学的经验。苏老师的语言风趣幽默,通过他的课堂管理规则,懂得了语言的艺术。艳姐分享的培养小助手,对我的帮助很多,小组长,(做记录、整理材料、管理卫生)。既培养了学生,又减轻老师的工作量,还有评价表,学起来学起来!
- 正念内观练习20220622
蓝空静云
夏一、善念&感谢女儿一边说想明天放学后去看看要去北京手术的闺蜜,又一边念叨明天闺蜜要出发,家里得收拾行李什么的,是不是去了会添乱,真是个心思细腻又善解人意的姑娘。上周表姐回了趟老家,妈妈托给捎回来一些鹅蛋、鸡蛋还有自己腌的咸鸭蛋,拿回来一直放在楼下,今天拿上来收拾整理放入冰箱保鲜慢慢吃。妈妈家不养家畜,这些都是邻居们自家养的送给妈妈,妈妈又特意捎给女儿,妈妈总说自家养的比外面卖的好,好的总是会留给
- DVBS 卫星波段 设置
晨春计
TVAndroidTVandroid
目录背景DVBS介绍LNB(LowNoiseBlock)LNBC(LowNoiseBlockController)Tuner接收频率范围卫星波段范围卫星波段降频Ku波段降频C波段降频码流机和DVBS菜单设置背景不经常使用DVBS频率设置,容易忘记,整理如下。DVBS介绍在DVBS/S2信号通过同轴线进入电视/机顶盒的同时,LNBC会通过同轴线向外输出0/22K,13V/18V等信号,以控制LNB的
- Ubuntu常用命令整理
十里染林
ubuntu16.04server开启ssh:使用x-shell连接主机,发现22端口没有打开,开启ssh服务:安装openssh-serversudoapt-getinstallopenssh-server检查安装是否成功sudops-e|grepssh开启ssh服务sudoservicesshstartUbuntu开启/关闭防火墙:开启防火墙sudoufwenable关闭防火墙sudoufwd
- 关于日更的思考
暖益
日更也有10天了,习惯还在养成的过程中,遇到一些问题。日更确实让我觉得有一些成长和思考,感觉也非常棒。但是最近日更遇到一些问题,一个是内容,一个是时间。【日更内容】想要写的内容其实很多,但是需要整理思路,花更多的时间思考,才能提高输出文章的质量。日更内容可通过得到的听书,日常的电影,或者学习获取。记得之前看过的《暗时间》,其中有一个方法就很适合用在此处,往头脑中放一个问题,有事没事拿出来思考或者找
- 2021-10-03
虫虫新生111
今天放假的第3天感觉过得好快,总体来说数学做了25道题,里边有几道题还是弄得不清楚,仍然不懂怎么做,不过整体感觉思路比去年要清晰很多,因为有去年的基础,今年还是比较轻松一些。逻辑做了有几道题,6题,错2,有些概念总的是模糊不清,还是要反复的再整理一下概念,以及回头看一下讲的基础知识,把基础的公式弄懂才可以。现在困了睡觉,明天早点起床。
- 新媒体运营小白,有哪些书籍可以推荐?
y耳朵
为了转行运营,我曾花了3个月的时间,看了不下百本书,可以说市面上大部分跟运营有关的书籍,我都看过了,因此关于书的推荐也有一些自己的小见解。看书不一定要多,但一定要****精,我根据豆瓣评分、推荐热度和自己的转行经历,挑出了13本值得运营小白看的书,收藏好这份书单,不需要你浪费时间去找书了。先看下统计好的书单:整理不易,看完记得点个赞哦!感谢你的支持。入门篇:1.《运营之光》(豆瓣评分:8.0)推荐
- 世界十大名牌皮鞋都适合什么性格的人?
我信了你滴鞋
前面介绍了《世界公认的五大名鞋,穿过三个以上都是不一般的人》,大概讲了5大名鞋品牌的故事,受到广大读者的关注和讨论,因此在原来的基础上重新整理了世界十大知名皮鞋品牌及特点,揭开他们神秘的面纱,看看到底是哪些人在穿这些鞋子?他们为什么能被公认为是世界排名靠前的品牌?能进入十大名皮鞋的,制造的手工工艺已相近,不同的是品牌设计理念与鞋材选用。正因为每个品牌不同的设计理念,制造出不一样的美丽的产品,适合不
- 三角洲行动内测资格怎么获得 三角洲行动内测服怎么进入
会飞滴鱼儿
手游内测资格怎么获得?这是每款新游戏开放内测的时候,玩家问的最多的一个问题,其实现在大多数游戏在上线之前官方都会开启几轮的内测测试,每轮测试之后,官方会收集全部运行过程中的数据,来进行优化和改进,至此这也是每款游戏的定律,但是有一个问题的就是,不管哪款游戏,开启测试的时候,名额都是有限的,经常都有很多玩家想要测试资格,却无论怎么也不会获得,本期小编就来给大家整理几个方法,让大家抢先一步!游戏内测资
- 20220226号今日份(6)
张雅苑Momo
考虑以下必备行程安排:1作息规律2三餐规律3早茶下午茶4晨练运动5阅读笔记6挚爱亲朋联络20220226号今日份快乐是有哪一些呢?1:视频号直播的持续今天已经是第221/190天啦今天主讲人在分享事上练的能力,事上见2:持续吉他练习今天已经第25天啦3:今天持续带动某人整理屋子,要加油哦,要持续哦今天的过程持续比较轻松愉快4:今天老佛爷入院的第四天,上阵父子兵,期待他们仨早起凯旋归来如何成为自己喜
- 高效能写作必备书
青青的鱼
有人认为写作只是作家的事,和我们没什么关系,其实这是一种误解。写作对于处在快速发展社会中的我们是很重要的一件事,它是我们沟通和学习的重要途径。写作可以抒发情感和阐述思想,以达到与外界沟通的目的。不管你是写工作报告,还是发一个邮件,甚至小到发个短信,都需要组织语言清晰表达你的思想或目的。对于以学习为目的,写作就更重要了,写作是一个需要不断思考、搜集、整理、总结你大脑中过去所学的知识的过程,通过写作不
- Nginx负载均衡
510888780
nginx应用服务器
Nginx负载均衡一些基础知识:
nginx 的 upstream目前支持 4 种方式的分配
1)、轮询(默认)
每个请求按时间顺序逐一分配到不同的后端服务器,如果后端服务器down掉,能自动剔除。
2)、weight
指定轮询几率,weight和访问比率成正比
- RedHat 6.4 安装 rabbitmq
bylijinnan
erlangrabbitmqredhat
在 linux 下安装软件就是折腾,首先是测试机不能上外网要找运维开通,开通后发现测试机的 yum 不能使用于是又要配置 yum 源,最后安装 rabbitmq 时也尝试了两种方法最后才安装成功
机器版本:
[root@redhat1 rabbitmq]# lsb_release
LSB Version: :base-4.0-amd64:base-4.0-noarch:core
- FilenameUtils工具类
eksliang
FilenameUtilscommon-io
转载请出自出处:http://eksliang.iteye.com/blog/2217081 一、概述
这是一个Java操作文件的常用库,是Apache对java的IO包的封装,这里面有两个非常核心的类FilenameUtils跟FileUtils,其中FilenameUtils是对文件名操作的封装;FileUtils是文件封装,开发中对文件的操作,几乎都可以在这个框架里面找到。 非常的好用。
- xml文件解析SAX
不懂事的小屁孩
xml
xml文件解析:xml文件解析有四种方式,
1.DOM生成和解析XML文档(SAX是基于事件流的解析)
2.SAX生成和解析XML文档(基于XML文档树结构的解析)
3.DOM4J生成和解析XML文档
4.JDOM生成和解析XML
本文章用第一种方法进行解析,使用android常用的DefaultHandler
import org.xml.sax.Attributes;
- 通过定时任务执行mysql的定期删除和新建分区,此处是按日分区
酷的飞上天空
mysql
使用python脚本作为命令脚本,linux的定时任务来每天定时执行
#!/usr/bin/python
# -*- coding: utf8 -*-
import pymysql
import datetime
import calendar
#要分区的表
table_name = 'my_table'
#连接数据库的信息
host,user,passwd,db =
- 如何搭建数据湖架构?听听专家的意见
蓝儿唯美
架构
Edo Interactive在几年前遇到一个大问题:公司使用交易数据来帮助零售商和餐馆进行个性化促销,但其数据仓库没有足够时间去处理所有的信用卡和借记卡交易数据
“我们要花费27小时来处理每日的数据量,”Edo主管基础设施和信息系统的高级副总裁Tim Garnto说道:“所以在2013年,我们放弃了现有的基于PostgreSQL的关系型数据库系统,使用了Hadoop集群作为公司的数
- spring学习——控制反转与依赖注入
a-john
spring
控制反转(Inversion of Control,英文缩写为IoC)是一个重要的面向对象编程的法则来削减计算机程序的耦合问题,也是轻量级的Spring框架的核心。 控制反转一般分为两种类型,依赖注入(Dependency Injection,简称DI)和依赖查找(Dependency Lookup)。依赖注入应用比较广泛。
- 用spool+unixshell生成文本文件的方法
aijuans
xshell
例如我们把scott.dept表生成文本文件的语句写成dept.sql,内容如下:
set pages 50000;
set lines 200;
set trims on;
set heading off;
spool /oracle_backup/log/test/dept.lst;
select deptno||','||dname||','||loc
- 1、基础--名词解析(OOA/OOD/OOP)
asia007
学习基础知识
OOA:Object-Oriented Analysis(面向对象分析方法)
是在一个系统的开发过程中进行了系统业务调查以后,按照面向对象的思想来分析问题。OOA与结构化分析有较大的区别。OOA所强调的是在系统调查资料的基础上,针对OO方法所需要的素材进行的归类分析和整理,而不是对管理业务现状和方法的分析。
OOA(面向对象的分析)模型由5个层次(主题层、对象类层、结构层、属性层和服务层)
- 浅谈java转成json编码格式技术
百合不是茶
json编码java转成json编码
json编码;是一个轻量级的数据存储和传输的语言
在java中需要引入json相关的包,引包方式在工程的lib下就可以了
JSON与JAVA数据的转换(JSON 即 JavaScript Object Natation,它是一种轻量级的数据交换格式,非
常适合于服务器与 JavaScript 之间的数据的交
- web.xml之Spring配置(基于Spring+Struts+Ibatis)
bijian1013
javaweb.xmlSSIspring配置
指定Spring配置文件位置
<context-param>
<param-name>contextConfigLocation</param-name>
<param-value>
/WEB-INF/spring-dao-bean.xml,/WEB-INF/spring-resources.xml,
/WEB-INF/
- Installing SonarQube(Fail to download libraries from server)
sunjing
InstallSonar
1. Download and unzip the SonarQube distribution
2. Starting the Web Server
The default port is "9000" and the context path is "/". These values can be changed in &l
- 【MongoDB学习笔记十一】Mongo副本集基本的增删查
bit1129
mongodb
一、创建复本集
假设mongod,mongo已经配置在系统路径变量上,启动三个命令行窗口,分别执行如下命令:
mongod --port 27017 --dbpath data1 --replSet rs0
mongod --port 27018 --dbpath data2 --replSet rs0
mongod --port 27019 -
- Anychart图表系列二之执行Flash和HTML5渲染
白糖_
Flash
今天介绍Anychart的Flash和HTML5渲染功能
HTML5
Anychart从6.0第一个版本起,已经逐渐开始支持各种图的HTML5渲染效果了,也就是说即使你没有安装Flash插件,只要浏览器支持HTML5,也能看到Anychart的图形(不过这些是需要做一些配置的)。
这里要提醒下大家,Anychart6.0版本对HTML5的支持还不算很成熟,目前还处于
- Laravel版本更新异常4.2.8-> 4.2.9 Declaration of ... CompilerEngine ... should be compa
bozch
laravel
昨天在为了把laravel升级到最新的版本,突然之间就出现了如下错误:
ErrorException thrown with message "Declaration of Illuminate\View\Engines\CompilerEngine::handleViewException() should be compatible with Illuminate\View\Eng
- 编程之美-NIM游戏分析-石头总数为奇数时如何保证先动手者必胜
bylijinnan
编程之美
import java.util.Arrays;
import java.util.Random;
public class Nim {
/**编程之美 NIM游戏分析
问题:
有N块石头和两个玩家A和B,玩家A先将石头随机分成若干堆,然后按照BABA...的顺序不断轮流取石头,
能将剩下的石头一次取光的玩家获胜,每次取石头时,每个玩家只能从若干堆石头中任选一堆,
- lunce创建索引及简单查询
chengxuyuancsdn
查询创建索引lunce
import java.io.File;
import java.io.IOException;
import org.apache.lucene.analysis.Analyzer;
import org.apache.lucene.analysis.standard.StandardAnalyzer;
import org.apache.lucene.document.Docume
- [IT与投资]坚持独立自主的研究核心技术
comsci
it
和别人合作开发某项产品....如果互相之间的技术水平不同,那么这种合作很难进行,一般都会成为强者控制弱者的方法和手段.....
所以弱者,在遇到技术难题的时候,最好不要一开始就去寻求强者的帮助,因为在我们这颗星球上,生物都有一种控制其
- flashback transaction闪回事务查询
daizj
oraclesql闪回事务
闪回事务查询有别于闪回查询的特点有以下3个:
(1)其正常工作不但需要利用撤销数据,还需要事先启用最小补充日志。
(2)返回的结果不是以前的“旧”数据,而是能够将当前数据修改为以前的样子的撤销SQL(Undo SQL)语句。
(3)集中地在名为flashback_transaction_query表上查询,而不是在各个表上通过“as of”或“vers
- Java I/O之FilenameFilter类列举出指定路径下某个扩展名的文件
游其是你
FilenameFilter
这是一个FilenameFilter类用法的例子,实现的列举出“c:\\folder“路径下所有以“.jpg”扩展名的文件。 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28
- C语言学习五函数,函数的前置声明以及如何在软件开发中合理的设计函数来解决实际问题
dcj3sjt126com
c
# include <stdio.h>
int f(void) //括号中的void表示该函数不能接受数据,int表示返回的类型为int类型
{
return 10; //向主调函数返回10
}
void g(void) //函数名前面的void表示该函数没有返回值
{
//return 10; //error 与第8行行首的void相矛盾
}
in
- 今天在测试环境使用yum安装,遇到一个问题: Error: Cannot retrieve metalink for repository: epel. Pl
dcj3sjt126com
centos
今天在测试环境使用yum安装,遇到一个问题:
Error: Cannot retrieve metalink for repository: epel. Please verify its path and try again
处理很简单,修改文件“/etc/yum.repos.d/epel.repo”, 将baseurl的注释取消, mirrorlist注释掉。即可。
&n
- 单例模式
shuizhaosi888
单例模式
单例模式 懒汉式
public class RunMain {
/**
* 私有构造
*/
private RunMain() {
}
/**
* 内部类,用于占位,只有
*/
private static class SingletonRunMain {
priv
- Spring Security(09)——Filter
234390216
Spring Security
Filter
目录
1.1 Filter顺序
1.2 添加Filter到FilterChain
1.3 DelegatingFilterProxy
1.4 FilterChainProxy
1.5
- 公司项目NODEJS实践0.1
逐行分析JS源代码
mongodbnginxubuntunodejs
一、前言
前端如何独立用nodeJs实现一个简单的注册、登录功能,是不是只用nodejs+sql就可以了?其实是可以实现,但离实际应用还有距离,那要怎么做才是实际可用的。
网上有很多nod
- java.lang.Math
liuhaibo_ljf
javaMathlang
System.out.println(Math.PI);
System.out.println(Math.abs(1.2));
System.out.println(Math.abs(1.2));
System.out.println(Math.abs(1));
System.out.println(Math.abs(111111111));
System.out.println(Mat
- linux下时间同步
nonobaba
ntp
今天在linux下做hbase集群的时候,发现hmaster启动成功了,但是用hbase命令进入shell的时候报了一个错误 PleaseHoldException: Master is initializing,查看了日志,大致意思是说master和slave时间不同步,没办法,只好找一种手动同步一下,后来发现一共部署了10来台机器,手动同步偏差又比较大,所以还是从网上找现成的解决方
- ZooKeeper3.4.6的集群部署
roadrunners
zookeeper集群部署
ZooKeeper是Apache的一个开源项目,在分布式服务中应用比较广泛。它主要用来解决分布式应用中经常遇到的一些数据管理问题,如:统一命名服务、状态同步、集群管理、配置文件管理、同步锁、队列等。这里主要讲集群中ZooKeeper的部署。
1、准备工作
我们准备3台机器做ZooKeeper集群,分别在3台机器上创建ZooKeeper需要的目录。
数据存储目录
- Java高效读取大文件
tomcat_oracle
java
读取文件行的标准方式是在内存中读取,Guava 和Apache Commons IO都提供了如下所示快速读取文件行的方法: Files.readLines(new File(path), Charsets.UTF_8); FileUtils.readLines(new File(path)); 这种方法带来的问题是文件的所有行都被存放在内存中,当文件足够大时很快就会导致
- 微信支付api返回的xml转换为Map的方法
xu3508620
xmlmap微信api
举例如下:
<xml>
<return_code><![CDATA[SUCCESS]]></return_code>
<return_msg><![CDATA[OK]]></return_msg>
<appid><