正式开始给大家带来国外一些书籍中的机加工经验,或许其中说到的方式方法并不新颖,或许我因为不够专业,翻译存在很多纰漏(不太确定的部分我全部保留了原英文),只希望能在互联网上,发布一些对机械人有用的信息。
如果有明显的错误欢迎指正,如您有更先进的做法也请赐教。同时希望大家关注我们的官方网站--国内第一家刀具交流平台www.daoshifu.com
---------------------------正式开始把--------------------------------
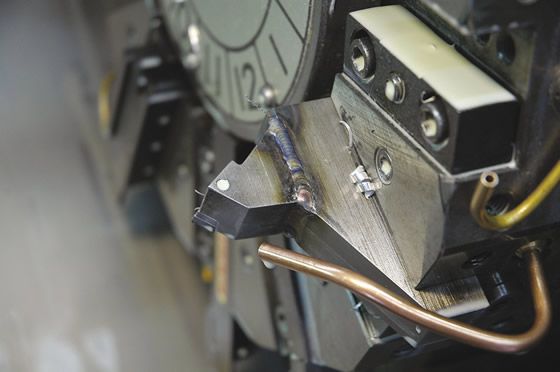
■ 一个非常简便的小技巧,用一个自制的小工具,加工外圆以及超出车床最大加工半径的工件.(图1a和1b).使用这个小工具,可以将这台机床可加工的工件尺寸从9英寸(约等于0.23米)扩大到了15英寸(0.38米)以上.制作时我将CCGX的刀杆头部切下,焊接到了这个冷轧钢的”刀柄”上.首先当然要确定焊接的方向正确,然后在焊牢前运行下,确认有足够的空间.这比标准的刀杆调节范围更大一些.

■ 图2展示了一种验证程序正确性和确认工件尺寸的做法.我用胶水把中密度纤维板按实际工件的厚度,粘在一起后加工,制作了一些测试件.我将这些用带锯切割后的叠板用白色的木工胶水黏合起来,再进行装夹.中密度纤维板的厚度非常精准,平面做出来也好.而更重要的是,比起大块的专用蜡或是其他材料,这要便宜和简单的多.它也没有毛刺,比硬木和胶合板加工起来方便多了.

■ 图3是另一个车床上的快换刀装置.市场上常见的快换刀系统比较贵,也不怎么适合车间里多种多样的加工.我有几个特殊的衬套(bushing),正好配得上普通铣刀刀柄的锥度.因为衬套有着精密研磨的锥度,以及定位键,所以装夹后的刀具还是有很高的精度.图上的刀柄是莫氏(NMTB)刀柄,但基本什么锥度都可以.我个人比较偏好莫氏刀柄因为有着安装拉钉用的标准粗牙螺纹(coarse thread).我只需要在后面放1个螺栓就可以在几秒内快速换刀了,而不是好几分钟.

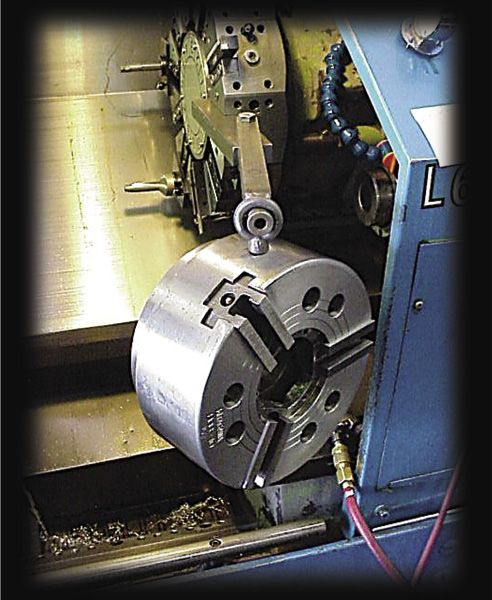
■ 更换大型数控车床上的动力卡盘绝对是一个大工程.我制作了一个特殊装置,可以降低更换时间.从动力卡盘到筒夹(collet)只需要30分钟左右,而不是几个小时(图4).这个可旋转的工具,装夹在刀塔上一个不使用的刀具位里.刀塔可以慢慢的移动,来帮助拉出或者复位动力卡盘.只要卡盘离开液压伸缩管(drawtube),就可以摆动一下这个工具,让卡盘直接从车床上吊出去.图五所示,卡盘正在离开机床.我使用了2个尺寸与止孔小径相符的导销(guide pins),来移动卡盘到位,以及对准伸缩管.

■ 在车床的透明舱门内侧上喷上WD-40(就是展会一直能看到的那个清洁剂),能稍微干净那么一点.如果你在试一个新项目的时候想看清楚,却只能看到冷却液到处飞溅,那你绝对会感谢这个小经验.(这里想吐槽一下,国内厂家很多都脏的看不清了,估计涂上也不管用啊…)
今天就到这里吧,期待大家能给刀师傅网更多的意见和建议。