机器人感知与控制关键技术及其智能制造应用
源自:自动化学报
作者:王耀南 江一鸣 姜娇 张辉 谭浩然 彭伟星 吴昊天 曾凯
摘 要
智能机器人在服务国家重大需求, 引领国民经济发展和保障国防安全中起到重要作用, 被誉为“制造业皇冠顶端的明珠”. 随着新一轮工业革命的到来, 世界主要工业国家都开始加快机器人技术的战略部署. 而智能机器人作为智能制造的重要载体, 在深入实施制造强国战略, 推动制造业的高端化、智能化、绿色化过程中将发挥重要作用. 本文从智能机器人的感知与控制等关键技术的视角出发, 重点阐述了机器人的三维环境感知、点云配准、位姿估计、任务规划、多机协同、柔顺控制、视觉伺服等共性关键技术的国内外发展现状. 然后, 以复杂曲面机器人三维测量、复杂部件机器人打磨、机器人力控智装配等机器人智能制造系统为例, 阐述了机器人的智能制造的应用关键技术, 并介绍了工程机械智能化无人工厂、无菌化机器人制药生产线等典型案例. 最后探讨了智能制造机器人的发展趋势和所面临的挑战.
关键词
机器人 智能制造 视觉感知 智能控制 系统应用 信息物理系统
近年来, 智能机器人作为国民经济与社会发展的基础性与战略性产品, 在服务国家航空航天、轨道交通、海洋舰船、工程机械制造等领域重大需求, 引领国民经济发展和保障国防安全中起到重要作用, 被誉为“制造业皇冠顶端的明珠”. 随着新一轮工业革命的到来以及人工智能、云计算、物联网等技术快速发展, 机器人技术受到美国、欧盟等世界发达国家的高度重视, 同时世界主要工业国家都开始加快机器人部署的步伐. 2013年, 德国率先提出“工业4.0”, 旨在推动工业现代化和数字化转型, 在新一轮工业革命中占领先机; 2017年, 美国推出“国家机器人计划2.0”, 强调机器人可扩展性, 通过多机器人协作实现复杂环境下分布式的感知、规划、行动和学习, 提升机器人的作业范围. 2020年美国发布的“机器人发展路线图”以及2021年发布的“无尽前沿法案”, 均将机器人与先进制造技术列为发展重点; 而欧盟早在其“火花计划”、“地平线2020”等计划, 以及日本发布的“机器人新战略”, 都着重强调了机器人的作业能力; 此外, 我国的“智能制造2025”等, 也明确了机器人在推动制造业智能化转型升级中将发挥重要作用[1-3].
机器人感知与控制是实现机器人智能化作业的关键核心技术. 机器人需要感知周围环境和识别作业对象, 从二维到多维信息的感知和融合, 实现快速、精准的环境感知和目标识别, 充当机器人系统“眼睛”. 感知环境之后, 结合智能规划决策和自适应控制等方法, 像“大脑”一样为机器人系统提供最恰当的控制命令, 以使得机器人做出相应的动作和反应. 近年来, 随着深度学习, 大数据, 智能控制等技术的快速发展, 机器人的智能感知与自主作业的水平也在迅速提升. 如DeepMind开发的AlphaGo, 可以让机器人在不断的游戏中自我学习与提高, 从而实现更加智能的决策与控制; 特斯拉的人形机器人, 其搭载了激光雷达、摄像头、超声波传感器等, 用于感知周围环境和避开障碍物, 还配备了一个自主学习系统, 可以不断学习和改进自己的行为和决策, 从而更好地适应不同的任务和场景; 波士顿动力的Spot机器狗, 可以与人类进行互动, 如识别和追踪人类, 并在人类的指示下执行指定任务如检查和搬运物体.
当前, 云计算、物联网和大数据等新兴信息通信技术快速发展, 为机器人的高端制造应用提供了新的思路和发展契机, 数字化、网络化、智能化融合创新引领未来工业发展已取得广泛共识. 我国在《十四五规划和2035年远景目标纲要》 也明确提出要“加快推进制造强国、质量强国建设, 深入实施智能制造和绿色制造工程, 发展服务型制造新模式, 推动制造业高端化智能化绿色化”. 而传统的人工以及专机加工, 加工质量一致性差、效率低且只能实现小批量生产, 已无法满足智能制造需求. 区别于传统工业机器人简单、重复性劳动, 高端制造机器人是更信息化、网络化、智能化、柔性化的机器人[4]. 在智能工厂中, 机器人的作业环境日益非结构化, 作业工序趋于柔性化, 作业对象日趋定制化, 生产的动态性对机器人的环境感知与控制技术提出了越来越高的要求. 在未来的智能工厂中, 变批量、多品种、定制化、高柔性的生产模式将成为主流, 机器人也将得到更加广泛的应用, 机器人感知与控制技术为智能工厂的高适应、高精度、智能化作业提供保障.
1. 智能制造机器人共性关键技术
1.1 机器人感知关键技术
视觉感知是机器人系统的重要组成部分, 在复杂的三维工业场景中利用视觉传感器获取周围环境的真实空间信息, 并进行预处理、配准融合以及空间场景表面生成等过程, 实现对外界环境真实的刻画及数字模型的重建, 为机器人在工业制造中提供丰富的二维和三维信息. 智能制造机器人通过视觉等感知系统, 具备了实时观察作业场景的能力, 可以极大地增强其智能化程度, 如图1所示. 本节将对双目三维环境感知、3D点云配准、位姿估计等技术进行介绍.
 图 1 机器人智能感知关键技术及应用
图 1 机器人智能感知关键技术及应用
1.1.1 三维环境感知
三维环境感知是计算机视觉领域的核心, 它通过模拟人类双眼视觉系统的观测原理, 利用双目相机对获取图像进行立体匹配得到图像中像素点的准确视差, 结合双目相机参数获取周围环境的准确深度信息, 并利用机器学习算法实现场景目标感知识别与定位(图2). 机器人通过双目视觉感知系统, 具备了实时观察作业场景的能力, 极大地增强了其智能化程度, 能够更加智能地完成复杂非结构化作业环境下的各种加工作业任务.
双目立体匹配算法可划分为匹配代价计算, 匹配代价聚合, 视差计算, 视差优化等四个步骤[5]. 匹配代价计算通过找出参考图像(通常为双目图像的左图像)中待匹配像素与目标图像(通常为双目图像的右图像)中候选像素的匹配对应关系. 为了提高匹配代价计算方法的鲁棒性, 代价匹配函数[6-7]以像素为中心的局部邻域窗口为匹配单元, 计算参考图像与目标图像中对应匹配像素间的相关性. Martin等[6]提出一种零均值归一化互相关代价函数方法, 可以补偿图像局部增益的变化, 并且可以消除高斯噪声的影响, 同时保持像素值的空间仿射一致性. Zabih和Woodfill[7]提出了Rank变换, 利用局部区域像素值的相对次序性统计信息来实现匹配代价计算. 匹配代价聚合[8-10]主要通过对匹配代价空间进行代价聚合来减少错误匹配或歧义匹配的像素区域. 由于单个像素匹配代价的不稳定性, 代价聚合往往在代价空间中通过对局部邻域内的匹配代价进行加权聚合, 来提高立体匹配算法的性能. Tomasi等[8]利用边缘等特征信息, 采用传统的双边滤波器算法实现代价聚合. Zhang等[11]提出一种基于非规则局部十字臂区域的代价聚合算法, 能够很好地利用场景的结构和轮廓等特征信息, 减少深度不连续区域的视差估计误差. 视差计算通常使用WTA (Winner take all)策略选取最佳匹配视差, 但是直接使用WTA方法来计算视差可能会导致视差估计误差大. 因此, 为了获得准确的视差估计结果, 视差计算通常可以转化为能量最小化与优化问题, 通过构造能量函数, 求取能量函数的最小化来确定最优视差, 如基于图割[12]的视差优化方法、基于置信度传播[13]的视差优化方法、基于动态规划[14]的视差优化方法和基于随机行走[15]的视差优化方法. 视差优化是双目立体匹配算法的后处理步骤, 来进一步优化细化预测视差图的误差. 常用视差后处理算法主要包括基于分割[16]算法和基于置信度度量[17-19]算法. 基于分割的视差后处理方法通过利用双目图像的边缘和轮廓等图像细节特征信息, 来引导视差优化算法细化视差估计错误, 进一步提高双目立体匹配方法的性能. 如Yan等[20]提出一种基于超像素分割的视差优化算法来解决双目立体匹配遮挡的问题. 该方法利于超像素分割算法来提取图像的边缘和轮廓特征信息, 并结合超像素分割图预测出粗糙的视差结果, 利用马尔科夫随机场在粗糙视差图的3D邻域空间中检测并优化遮挡目标的匹配视差. 场景目标感知算法主要利用机器学习算法实现场景目标感知识别、检测与定位. 如Yang等提出一种基于深度学习的单阶段目标检测网络模型, 通过建立一种目标预测解耦检测新范式, 来合理推断不同目标的最合适位置, 实现目标识别与定位[21]. Wang等提出一种新型边缘保持和多尺度上下文神经网络, 高效生成具有尖锐对象边界的显著性特征图, 实现高精度目标检测, 解决传统基于像素的卷积神经网络(Convolutional neural network, CNN)方法由于卷积层和池化层而产生的模糊边界问题[22].
装备双目视觉感知系统的机器人可以作为智能制造自动化生产线中的生产作业单元, 承担产品、元件和零部件等目标物体的测量、检测、识别与引导加工等作业任务. 根据机器人双目视觉感知系统的应用场景, 可将其划分为识别、检测、测量与定位等四个方面的应用场景: 1)基于双目视觉的识别功能[23]是指识别目标物体的物理特征, 包括形状、颜色、字符、条形码等, 其准确性和识别速度是衡量的重要指标, 广泛应用于机器人自动化产品识别、分类与分拣中. 2)双目视觉检测系统[24]具有非接触、高效、低成本、自动化程度高等优点. 基于双目视觉的机器人自动化检测能够替代传统的人工检测, 解放人工, 去除人工抽检带来的低效、误检与漏检等问题. 3)通过基于双目视觉的精密测量系统[25], 机器人可以获得加工作业对象的形状、位置、尺寸和方向等作业信息, 比如打磨、焊接、铣边等加工目标的余量测量, 然后进一步在视觉的引导下进行加工作业. 4)基于双目视觉定位的机器人作业[26]是指通过双目视觉获取目标物体的坐标和角度信息, 自动判断物体的位置, 来进一步引导机器人抓取、搬运、焊接与装配等.
 图 2 基于超像素分割的双目立体匹配方法
图 2 基于超像素分割的双目立体匹配方法
1.1.2 3D点云配准技术
3D点云配准在工业场景具有重要应用, 通过求解出同一坐标下不同姿态点云的变换矩阵, 利用该矩阵实现多视点扫描点云的精确配准, 最终获取完整的3D数字模型, 在三维测量、逆向工程、即时定位与建图等领域有诸多应用.
最近点迭代(Iterative closest point, ICP)及其强化方法是最常用的配准比对策略[27]. 利用点对点距离构造目标函数, 通过距离函数极小化方法匹配两个点云数据集. 然而, 如果初始姿态较差, 该方法容易陷入局部极小值, 或收敛困难[28]. 为了提高算法的鲁棒性, 一些方法在数据配准比对的代价函数中引入三维位置和旋转参数的估计值以提高误差测量精度, 例如定义迭代灵敏度指标来评估数据的配准结果, 进一步优化扫描数据点云迭代的最终位姿[29]. 或引入数据点物理质量, 将三维扫描点云与设计模型数据的配准比对过程转换为在重力场内的多数据点受引力牵引运动模型, 并定义三维扫描点云的引力势能函数作为优化函数来计算点云最终位姿[30], 或应用不同的统计数据方法来分离三维测量数据中的异常值, 降低干扰、噪声数据的配准权重, 减小其对配准结果的影响. 例如trimmed-icp采用了最小限制二乘方法(Least trimmed squares, LTS). LTS方法是对扫描数据和模型数据每组匹配对应数据点对的残差做一个升值排序, 只截取排序前端一定比例的匹配点, 对输入拟合误差函数迭代求解变换矩阵TT[31]. 还有方法[32]建立点云配准的引力模型, 该方法中配准点对在配准误差函数中的权重与配准点对之间绝对距离的平方成反比. 此外, 还有一些算法通过重构点云数据配准的目标函数来增强算法的效果, 如点面距离最小化[33]、点切线距离最小化(Tangent distance minimisation, TDM)[34]、平方距离最小化[35]和方差最小化(Variance minimization, VM)[36]. 另一些研究考虑结合上述方法以提高算法配准测量效果, 例如VMSM配准方法把TDM和VM相结合, 利用TDM的切点距离进一步提升VM算法的点云数据配准效果[37]. 基于特征和几何信息的方法也能够提高基础点云数据配准算法的收敛速度和稳定性, 如关键点搜索、几何约束设置和数据点权值分配等方法[38]. 在确定了配准的误差函数后, 设计模型数据与三维扫描数据的配准测量可以看作非线性最小二乘问题求解. 同时考虑到优化算法可能陷入局部最小值的问题, 可以加入模拟退火算法[39]、蚁群算法[40]、粒子群算法[41]等随机搜索算法避免计算陷入局部最优.
上述3D点云配准解决方案存在容易陷入局部最优、收敛困难等问题, 为提升对噪声、遮挡、低分辨率点云图像配准的鲁棒性, 近期有学者通过深度网络来获取三维特征描述子, 以提升关键点的识别能力. 通过3DMatch[42]在体素网格上执行Siamese 3D CNN, 从符号距离函数上下文中提取局部特征描述子. 虽然文献[43]提出平滑体素网格密度后作为输入, 但体素化仍然会由于稀疏和非结构化数据造成质量损失. 因此, 文献[44-45]使用PointNet[46]学习逐点特征. 有学者[47]通过稀疏卷积[48]达到了与最先进的学习描述符相当的性能.
1.1.3 位姿估计技术
机器人在智能工厂中准确完成上料、装配、分拣、搬运任务, 必须利用视觉系统从作业场景中检测出目标物体并预测其三维位姿[49]. 早期位姿估计算法主要包括模板匹配和特征点检测[50], 前者预先构建目标物体各个视角位姿模板库, 在线检测时检索得到最相似模板图像对应的位姿, 后者通过提取目标二维图像特征, 构建表征性强的2D-3D关键点匹配点对, 然后使用N点透视(Perspective-n-Points, PnP) 方法解算出物体位姿[51]. 早期方法由于依赖物体表面颜色纹理, 在弱纹理工件物体上的效果不佳, 并且易受作业场景复杂环境、光照不均、遮挡等因素影响. 随着传感器技术发展, 小型三维相机在机器人视觉领域得到了很好应用, 通过引入场景三维几何信息, 提高了目标位姿估计精度[52]. 具体处理思路包括两个方面, 一是对原有二维图像方法结果通过ICP算法进行迭代优化, 二是将早期模板匹配和特征点检测方法思路扩展至三维图像空间, 通过构建三维特征表征方式进行目标物体位姿估计[53]. 然而, 这些方法需要针对目标物体人工设计图像特征提取方式, 过程繁琐、鲁棒性低、泛化性能差, 应用场景受到限制. 近年来, 随着深度学习方法飞速发展, 以卷积神经网络为代表的图像处理算法极大提高了物体位姿估计算法性能[54]. PoseCNN作为深度学习位姿估计算法开创者, 构建了一个卷积神经网络自动提取图像特征, 采用端到端的方式直接回归物体三维位姿[55], 如图3. Kehl等基于现有目标检测算法框架修改网络中的回归结构以实现位姿估计[56]. Hu等采用了关键点检测方式, 通过卷积神经网络预测目标物体2D关键点, 并通过PnP方法解算位姿[57]. 同时, 针对目标物体弱纹理、场景遮挡严重的问题, 基于稠密预测和投票方式的方法吸引了不少学者研究, 这类方法利用卷积网络生成输入图像逐像素的位姿预测, 然后通过投票方式决定最终目标位姿, 其中文献[58]采用直接投票方式, 网络直接输出稠密的位姿参数, 而文献[59]采用间接方式, 网络输出稠密的物体关键点信息, 进一步通过PnP方法得到位姿参数. 此外, 为了更有效地利用二三维图像信息, 文献[60]提出了一种双向特征融合结构, 将二维彩色纹理特征和三维几何特征进行了互补, 有效提高了位姿估计性能.
 图 3 基于CNN网络的6D位姿估计算法PoseCNN
图 3 基于CNN网络的6D位姿估计算法PoseCNN
1.2 机器人规划关键技术
在智能工厂中, 机器人安全合理的运动规划和任务分配是实现高效、稳定和安全完成复杂作业任务的重要基础. 在执行制造任务时, 考虑到狭小空间以及机器人复杂多维结构, 如图4所示, 机器人有自主运动规划能力, 能够实现避碰规划, 满足由机械结构环境等带来的运动限制, 是机器人在智能工厂中运行的必要因素.
 图 4 机器人规划与控制关键技术
图 4 机器人规划与控制关键技术
1.2.1 机器人移动作业规划
移动机器人协调运动规划可以考虑将其移动端视为作业端的附加关节. 根据对环境信息的处理方式, 适用于移动作业机器人的高维运动规划方法主要有人工势场类方法、随机采样类方法、智能优化算法等.
1)人工势场类方法. 该类方法引入了传统力学中“场”的概念, 机器人在虚拟势场中沿着复合场函数梯度下降的方向运动[61]. 传统的人工势场法结构简单, 易于实现实时控制, 但由于缺乏全局信息, 容易陷入局部最优并存在死锁问题.
2)随机采样类方法. 该类方法通过在规划空间中随机采样, 在采样点中得到无碰路径, 代表算法有以快速搜索随机树(Rapidly-exploring random trees, RRT)为主的单查询算法和以概率地图法(Probabilistic roadmap method, PRM)为主的多查询算法两类. RRT算法[62]以路径规划的起点为根节点, 通过随机采样的方式来增加叶子节点, 并进行快速扩张, 直至目标点出现在树中. Karaman等[63]在此基础上引入代价函数, 提出渐进最优的RRT*算法. 为提高RRT算法的采样效率, Lai等[64]提出了一种快速随机搜索游离树算法, 实现了基于随机采样的增量式多查询规划. PRM算法[65]将规划分为建图阶段与查询阶段, 首先对状态空间中的采样点以及其与邻近点相连形成的边进行碰撞检测, 构造出一个无碰撞路径图, 而后在生成的路径图中进行最优路径搜索.
3)智能优化方法. 该类方法将移动作业机器人的路径规划问题转换成有约束条件下的多目标求解问题, 典型的智能优化算法包括遗传算法、蚁群算法、模糊算法与强化学习方法等. Pardi等[66]考虑到移动作业机器人系统的非完整约束与运动学约束, 将约束受限下的路径规划表述为多目标优化问题, 将由作业单元末端执行器表面移动距离、可操作性以及移动单元运行速度构成的代价函数嵌入到RRT*算法中实现任务空间下的路径规划.
4)作业端轨迹规划. 机器人作业端一致性运动规划属于十分复杂的高维规划问题, 此外机器人系统作业端的运动规划还需满足受限空间动态环境下的实时避障等需求, 进一步增加了问题的难度. Prianto等[67]将集群机器人作业端视作构型空间维度更高的单移动作业机器人系统, 并提出一种基于策略梯度型强化学习算法SAC (Soft actor-critic)的集群机器人运动规划算法. 比萨大学的Bonilla等[68]提出了一种集群机器人作业端在与环境以及自身内部进行位置/力交互时的运动规划与控制集成方法. 该方法设计了一个非交互式的控制器实现集群机器人的解耦控制, 通过放松几何约束, 采用一个狭窄的全维边界层代替低维约束流形来解决受约束的运动规划问题. Vannoy等[69]提出了一种实时自适应运动规划方法, 不仅实现了动态环境下单移动作业机器人的实时运动规划, 还适用于集群机器人共享的动态环境中每个机器人单元的运动规划.
1.2.2 多机器人协同运动规划
在大规模制造场景中, 存在任务工序多、场景复杂等难点, 单一的机器人无法满足制造需求, 需要多个机器人共同承担作业任务. 多机器人协同规划是制造系统的枢纽, 其性能决定整个制造系统的运行效率. 多机器人协同规划算法可分为集中式规划方法、分布式运动规划方法以及集群运动规划方法.
1)集中式规划方法. 在集中式运动规划框架中, 中央控制单元为所有机器人移动端规划路径, 实现了移动机器人间的“紧密协调和最优协调”, 规划的路径通常是最优的. 当前主流的集中式规划方法包括搜索类方法和优化类方法等. a)搜索类方法. 该类方法首先单独为每个机器人规划路径, 然后搜索冲突并进行调节, 最终产生无冲突路径. 典型的搜索类方法有M*以及基于冲突的搜索算法等方法. M*算法[70]以A*算法作为底层路径规划器为每个机器人单独规划最优路径, 同时为每个节点维护碰撞集合和反向传播集合, 减少了A*算法扩展过程的节点数. 基于冲突的搜索算法[71]采用两级算法结构, 在上层对当前路径进行冲突检测, 对产生冲突的机器人构建基于时间位置的约束树, 实现冲突调节. b)优化类方法. 该类方法的思路是首先利用现有集群机器人全局规划器为每个机器人规划出初始的离散解, 然后构造优化函数, 在离散解的基础上获得可行轨迹. Park等[72]同样利用增强的基于冲突的搜索算法获得初始离散点, 构建安全和相对安全廊道作为针对静态障碍物和其他动态智能体的安全性硬约束, 设计最小化能量的目标函数, 求解目标函数获得最终轨迹.
2)分布式运动规划方法. 在分布式运动规划框架中, 每个机器人根据自身传感器采集的信息单独规划自己的路径和运动, 然后通过互相通信来交换彼此的信息, 因此更适合动态环境. 典型的分布式规划方法有基于速度障碍的方法(Velocity obstacle, VO)和优化类方法等. 基于速度障碍的方法将机器人会与障碍物在未来某一时刻发生碰撞的速度区域定义为VO区域, 通过选择VO区域之外的速度作为避障的执行速度[73]. MADER[74]利用最小体积基构建当前智能体控制点的最小凸多面体, 并且对动态障碍物或者其他智能体预测轨迹同样建立凸多面体, 进而创建一个平面对两种凸多面体进行分离. 通过将此平面作为安全性硬约束, 建立目标函数进行求解, 获得无碰撞的轨迹.
3)集群运动规划方法. Paull等针对具有时间期限的任务和具有工作能力的机器人群提出了一种图神经网络架构CapAM[75], 经过训练的CapAM模型在几毫秒即可产生任务分配决策, 在应用中表现出卓越的性能. 在任务分配调度方面, 以自动导引车(Automatic guided vehicle, AGV) 物料搬运为例, Hu等[76]针对车间环境的高动态性、复杂性和不确定性提出了一种基于自适应深度强化学习的混合规则AGV实时调度方法, 以最大限度地减少制造时间和延迟率, 并在现实世界柔性车间中验证了所提出方法的可行性和有效性. Sabattini等[77]考虑多AGV任务分配与路径规划, 提出了一种考虑后续路径规划的同时分配任务的方法, 解决了以无冲突的方式将一组任务分配给一组AGV的问题.
针对智能工厂制造过程动态性强的特点, 采用基于概率采样的快速搜索方法, 研究可行路径的快速寻找的路径规划和动态重规划, 实现集群机器人可行路径的快速寻找, 在作业时间允许的范围内不断优化和寻找更优的路径, 确保规划路径的可达性和作业效率, 是解决集群机器人连续生产作业过程中实时动态规划的有效方式.
1.3 机器人控制关键技术
在智能工厂中, 机器人的控制性能不仅影响到最终的加工效果, 还影响到加工过程的安全. 高精、高效、高柔性、高稳定性的控制策略为工件的安全制造提供了保障(图4).
1.3.1 机器人精准执行控制
精准执行是指机器人在作业过程中能够保持对于预设加工轨迹的高精度跟踪并且对于各类扰动具有鲁棒性, 在保障加工一致性方面具有重要作用.
机器人在进行作业任务时, 系统的控制性能不仅和被控对象本身有关, 而且也会受到执行回路中执行器等部件物理特性的影响. 在带有执行器约束的机器人鲁棒控制器设计方面, 学者们进行了大量研究, 以提高系统的响应特性. 如自适应学习控制、基于优化方法的控制[78]、鲁棒控制[79]、滑模控制、抗扰动控制、有限时间收敛控制等. 文献[80]在部分状态不可测的情况下, 研究了单输入单输出系统的死区和摩擦补偿的问题. 将自适应模糊小波神经网络、递推反推以及滑模控制结合起来, 实现了对系统不确定性的逼近、死区和摩擦参数的自适应补偿, 并增强了反馈控制器的抗干扰性能. 文献[81]针对工业机器人在未知动态和外部干扰对位置跟踪带来的不利影响, 提出了一种基于死区补偿器的鲁棒自适应反推递归模糊小波神经网络控制器, 递归模糊小波神经网络用于对系统的未知动力学进行逼近, 自适应算法的收敛参数和死区的估计参数由Lyapunov稳定性理论和逼近理论进行计算. 文献[82]考虑了具有非对称死区、关节动态摩擦、环境接触空间与末端执行器之间的动态摩擦和不确定性的机器人控制问题, 对于死区的处理, 设计了基于弹塑性摩擦模型的死区估计与补偿器, 前置在死区关节的输入环节中, 实现对于死区的补偿. 文献[83]采用函数逼近技术, 设计机器人鲁棒阻抗控制器, 以解决系统中的不连续非线性, 使用简单、计算量小的傅里叶级数展开或勒让德多项式进行不确定性估计, 该控制器的优点是减少了回归矩阵的维数. 文献[84]探索了机器人力跟踪阻抗控制中观测器的作用, 将非线性状态观测的思想应用于机械手的关节速度的估计. 基于该估计的关节速度, 开发了自适应径向基神经网络阻抗控制器, 用于跟踪末端执行器的期望接触力和机械手的期望轨迹.
1.3.2 机器人柔顺力控制
机器人在执行加工、打磨等作业任务的过程中, 通常需要与外界环境发生接触, 对于接触型作业机器人来说, 其本体必须跟外部环境进行接触才能完成指定的工作任务. 为了有效提高控制性能和作业质量, 除了要具备高精度的轨迹跟踪性能, 还要能够实现对力的感知与控制. 机器人柔顺控制是完成接触作业任务的有效方法.
1)机器人阻抗控制: 阻抗控制策略由Hogan在1985年首次提出[85]. 主动柔顺是把期望的柔顺性转换为期望的位置和力信号, 基于接触时状态量的变化(如力、位置等), 研究并建立相关变量之间的耦合关系, 从而得出期望的位置和力信号下所需要的控制信号. 对于执行接触作业的机器人来说, 除了自身的不确定性, 非结构化的环境也对控制系统带来不利影响, 阻抗模型参数的不准确会直接影响系统的动态响应和稳态精度[86]. 文献[87]利用赫兹弹性接触理论, 建立了考虑弹性形变的连续接触力模型, 分析了实际磨削过程中砂带与接触轮的时变刚度等因素, 研究了砂带在磨抛作业中的耦合−变形规律, 通过力跟踪阻抗控制器, 自动的适应和补偿砂带的动态变化. 文献[88]将阻抗调节技术应用于机器人砂带磨削控制, 根据人体磨削实验数据, 计算了熟练工人的手臂调节阻抗. 然后, 将人的技能封装为统计学习模型, 通过高斯过程回归算法从演示数据中学习核心参数.
为了建立响应好、精度高、收敛快的跟踪控制系统, 使得机器人的运行轨迹能够准确跟踪阻抗轨迹. 文献[89]针对磨抛机器人提出了一种自适应框架和基于阻抗控制的迭代学习控制器, 可以抛光包括钛等硬质金属在内的各种材料, 在每次迭代中同时调整位置和力来调节抛光过程. 所提出的控制器可以跟踪所需的轮廓, 而无需对抛光不同材料所需的力有任何先验知识. 文献[90]中, 模糊逻辑被用于风力涡轮机叶片磨抛的控制中, 对叶片的重力进行补偿, 同时对阻抗控制器中的关键参数 — 阻尼进行动态调节, 以减小力的误差. 文献[91]所提出的多方法融合阻抗控制器对环境的不确定性具有一定的鲁棒性, 能够实现期望的接触力, 同时在不知道环境精确模型的情况下, 在正交子空间中跟踪指令位置. 此外, 根据输入输出关系配置控制律, 以便采用自适应控制律, 即使在机械手参数不确定的情况下, 也能获得渐近全局稳定性.
2)机器人力位混合控制: 为了保证两个变量的互不影响, 机器人力位混合控制将两个变量划分为两个互补的正交空间, 通过对角矩阵实现了位置和力的“互锁”[92], 从而实现了力和位置的解耦控制. 力位控制方法的早期研究成果主要是由文献[93-95]提出并改进, Raibert在此基础上, 结合柔顺思想和现实的约束总结归纳出了力位混合控制. 在此系统中, 接触点上的位置和力可以通过机器人的参数实时分配到各个独立的或者集中的控制器中, 控制器则根据需要实时地调整结构的切换.
文献[96]研究了航空叶片磨抛机器人的控制问题. 提出了基于模糊比例积分微分(Proportion integration differentiation, PID) 的力/位置混合控制方法, 建立多源参数重力补偿矩阵, 通过矩阵重组进行参数识别, 根据重力补偿结果感知接触力/扭矩, 设计了基于模糊PID的力/位置混合控制与力/力矩的融合控制, 削弱加工锐边现象.
1.3.3 机器人视觉伺服控制
机器人视觉伺服控制通过视觉误差产生控制量, 驱动机器人到达作业位置, 完成指定作业任务, 其基本原理如图5所示. 其中视觉误差由测量反馈视觉信息与设定特征向量之间的差值确定, 通过视觉感知设备成像参数、成像模型等信息, 将视觉反馈信息转换为与设定特征向量同类型的测量值. 视觉伺服在视觉反馈结构中可分为三个不同的类别: 1)基于位置的视觉伺服(Position-based visual servoing, PBVS), 其使用视觉特征来估计相机相对于目标的三维(3D)位姿. 2)基于图像的视觉伺服(Image-based visual servoing, IBVS), 其直接使用图像特征坐标误差来确定2D图像平面上的控制输入. 3) 混合视觉伺服, 又称2-1/2D视觉伺服, 其将PBVS与IBVS各自的优势相结合, 其控制误差函数部分在3D笛卡尔空间中计算, 部分在2D图像空间中计算.
 图 5 机器人视觉伺服方案
图 5 机器人视觉伺服方案
PBVS使用机器人的笛卡尔位置作为反馈, 将机器人引导到所需的空间位置, 可以实现机器人的姿势调节和跟踪. 文献[97-98]使用基于位置的视觉伺服实现了机器人对物体的抓取. 文献[99]中提出了基于位置的视觉伺服的冗余机器人防撞方法. 由于PBVS系统需要手眼标定, 对于标定误差较为敏感[100].
IBVS将图像中的几何特征(如点、线段或直线[101])作为控制器的输入. 文献[102]利用基于图像的视觉伺服, 提出了一种视野约束控制算法, 防止视觉伺服任务过程中特征点丢失. 文献[103]将基于图像的视觉伺服与阻抗控制相结合, 提出了一种通用的视觉−阻抗控制框架.
混合视觉伺服将IBVS与PBVS相结合, 因此其控制输入向量由3-D笛卡尔空间坐标以及2-D图像空间特征组成[104]. 与IBVS相比, 混合视觉伺服方法可以保证控制律在整个任务空间中的收敛性. 文献[105]设计了一种飞行机械臂的视觉伺服控制框架. Mekonnen等[106]提出一种移动机器人混合视觉伺服控制算法, 利用基于位置的视觉伺服方法进行全局控制, 利用IBVS方法进行局部精细导航控制.
1.3.4 多机器人协同控制
随着多机器人制造应用需求的扩大, 多机器人控制成为国内外研究的热点问题. 目前, 设计多机器人控制器的主要方法包括: 矩阵理论方法、耗散理论、小增益定理、收缩分析和李雅普诺夫函数方法等[107-108]. 根据多机器人系统领航者数量, 多机器人控制可分为无领航者、单一领航者和多领航者方法. Sun等将交叉耦合概念引入多机器人搬运控制[109], 构建基于耦合误差表征的机器人协同控制框架, 提出模型不确定性情形下的无领航多机器人协同控制策略. Yan等提出了分散能力感知的自适应多机器人协作控制框架[110], 该框架通过机器人的零空间运动来最大化提升机器人受力能力, 同时设计自适应控制器实现不同负载能力下多机器人分散协作, 能够处理系统参数不确定、输入约束等问题. 该方法不考虑底层控制器的影响, 实现了精确的轨迹跟踪, 可用于非统一结构多机器人系统. 墨西哥大学团队提出了一种通信延迟下的多机器人协同控制方法[111], 该方法通过构建无源控制器实现多机器人一致性, 同时不依赖机器人速度的高精度测量, 方便具体实施和部署, 但对于系统的通信要求较高, 不适用多机器人工业制造场景. 卢森堡大学提出多机器人搬运的高动态负载分配策略, 实现系统任意形状和质量载荷的多机器人协同搬运[112]. 美国国家标准与技术研究院提出了基于低延时高同步多机器人系统的高效装配方法, 并通过机器人力/位信息评估零部件装配质量[113]. 综上所述, 目前多机器人控制技术方面研究较多, 但大多数研究主要针对结构环境下同类型机器人的协同作业任务, 无法适应重大装备复杂、动态、非结构化制造环境下的协同作业控制.
2. 智能制造机器人应用关键技术
2.1 复杂部件机器人三维测量
三维测量在工业制造领域有大量的应用, 按照基本功能可以分为尺寸测量、表面测量、坐标测量[114]. 目前主流的工业三维测量方法包括, 激光跟踪仪、激光三角测量、摄影测量系统、结构光、飞行时间技术等, 图6为工业三维测量技术发展历程. 三维测量包括数据获取、数据处理、测量分析等主要过程, 然而由于传统手工测量方式在数据获取过程缺乏自主性, 需要引入视点规划、点云配准等技术, 提高机器人三维测量的智能自主化程度.
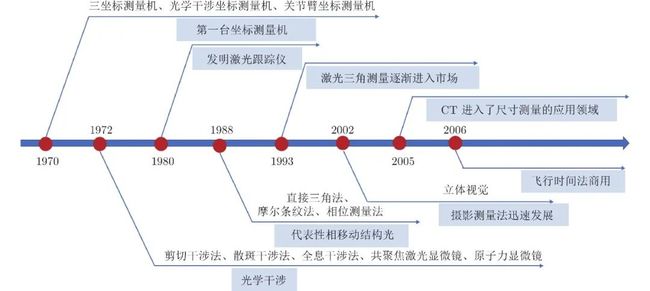 图 6 工业领域三维测量技术的发展时间轴
图 6 工业领域三维测量技术的发展时间轴
1)复杂部件全尺寸三维测量技术. 光学测量设备在便携性、高效性、动态性方面存在优势, 且能够获得被测对象的完整形貌数据, 易于与工业机器人构成自动化程度更高的机器人测量系统.
针对飞轮、直角连接头和触发式喷头等工业零件三维测量问题, 多伦多大学Yu Sun教授等提出了一种基于半平面模型和自适应非最大抑制方法(Adaptive non-maximum suppression, ANMS)的边缘检测器, 该方法包括两个THP (Two half-planes model)来估计独立于边缘角影响的几何量, 并采用ANMS, 通过对点云邻域的方向约束来抑制边缘冗余数据对测量结果的影响, 实现了三维测量的精确边界提取. 这种三维测量方法可以在不需要微调阈值的情况下优化系统的检测测量结果, 对常见结构的简单零部件有较好的鲁棒性和精度(见图7(a)). 针对工件表面的打孔位置测量问题, 有文献提出一种用于机器人钻孔的多传感器测量系统[115]. 该系统机器人能够测量工件姿态, 并为钻孔建立参考坐标系, 实现工件的快速高精度位置估计和低垂直度偏差的钻孔定位与测量. 但该系统仅实现了平面和低高度变化表面的定位与测量, 对于弧面、凹面等型面的算法性能有待进一步研究验证(图7(b)).
 图 7 工业三维测量系统[115]
图 7 工业三维测量系统[115]
Ghorbani等[116]提出了一种叶片三维测量方法, 通过结合平均曲率Hausdorff距离和平均欧几里德Hausdorff距离表征了局部测量扫描数据和标准模型之间的差异, 准确分离叶片的不可靠受损区域扫描数据点, 提高测量精度. 算法提高了模型大面积缺失条件下的三维测量算法精度和鲁棒性, 但算法偏向于局部缺陷的测量, 而忽略了叶片的中弧线、弦倾角等全局参数. 针对机器人打磨时不同磨削余量对应的不同加工需求, Li等[37]提出了基于机器人磨削的飞机发动机叶片三维测量点云匹配方法(见图8), 并将稳定磨削的余量权重函数引入测量匹配系统, 定义了基于方差最小化的优化函数, 并通过平衡所有测量点的匹配权重, 解决了三维扫描数据中缺失点或密度不均匀数据点引起的错误匹配问题, 最后通过迭代优化算法得到最终的测量点云配准参数. 该方法避免了扫描数据点不均匀造成的数据匹配误差, 并且考虑了叶片凹凸面的不同加工余量要求, 使三维测量结果有利于保持机器人打磨磨削力的相对稳定, 提升打磨效果(见图8(b)). 不同于通过补偿算法减弱三维测量中的数据缺陷对测量效果的影响, Zhong等[117]提出了一种增强相位测量轮廓术, 通过对测量扫描机理的研究, 解决扫描过程中表面反射率变化和振动问题, 提高三维扫描的点云数据生成质量, 实现了列车轮毂适配器的三维测量(见图8(a)). 该算法提出了一种最佳曝光时间标定方法来解决大表面反射率变化范围的扫描数据质量问题, 可以避免强反射区域的相机三维传感器饱和, 同时增大弱反射区域条纹图像的信噪比. 算法还采用了一种改进的位姿标定方法, 通过平面目标图像来快速标定摄像机的位姿, 减小了机械振动对测量系统的影响(见图8).
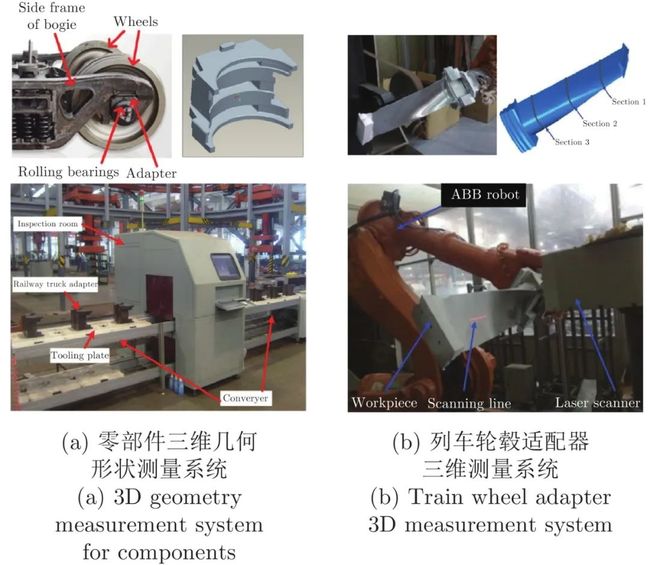 图 8 复杂结构零部件三维测量系统[37, 117]
图 8 复杂结构零部件三维测量系统[37, 117]
2)复杂部件的机器人扫描视点规划技术. 视点是相对于固定坐标系的六自由度传感器位姿. 视点规划算法确定下一个最佳视点(Next best view, NBV), 引导扫描仪以最佳方式采集物体表面信息. 机器人测量系统需要在未知先验模型的情况下重建一个异形叶片的三维模型, 在这个过程中无模型的视点规划方法是非常必要的, 这些视点规划方法根据对环境的表示方法可分为两种主要类型: 基于表面的方法和基于体素的方法[118].
a)基于表面的方法视点规划. Maver和Bajcsy用多边形逼近被遮挡物体区域在平面上的投影, 在遮挡边缘处计算下一次的扫描方向[119], 该方法基于需要密集型可视性计算. Pito利用距离传感器拍摄的深度图像建立三角形网格模型, 然后通过从可见表面边界的连续性来估计被遮挡的部分, 最大化被遮挡部分即可得到NBV[120]. Chen等使用扩展的广义线性模型来拟合表面趋势. 通过分析物体表面的曲率趋势, 预测物体表面的未知部分, 然后选取可获得最大化视角的视点作为NBV[121]. Kriegel等选择用二次方程来近似边界区域, 然后使用二次趋势网格来计算与先前扫描的重叠度, 根据估计的重叠区域确定激光扫描路径[122].
b)基于体素的方法视点规划. Connolly对基于体素方法进行了初步研究[123]. Yamauchi定义了边界体素, 即未知空间和已知空间之间的边界区域[124]. Vasquez-Gomez等使用体素模型来表示对象空间, 视点中的重叠度简单地表示为所有体素中被占用的体素的比例, 可以通过射线跟踪算法计算[125-127]. Monica和Aleotti从KinectFusion通过基于截断地带符号距离函数体素提取轮廓, 利用点云的显著性从潜在视点中选择NBV[128]. 近年来, 基于信息增益的视点规划方法引起了广泛关注, 通常这类方法需要一个占用网格模型来存储对象的概率表示.
3)复杂部件装配精度估计. 复杂零部件三维数据装配模拟包括三个步骤: a)三维扫描各装配零部件并提取装配面; b)拼接合并两零部件的装配面, 得到零部件装配的变换矩阵; c)分析装配间隙, 并测量装配组合件关键装配指标. 复杂部件装配精度估计是通过各部分零部件三维信息的拼接融合得到完整部件三维尺寸、表面信息的方法. 该方法可以在零部件装配前模拟装配成品的各项尺寸及表面参数, 避免了装配组合件精度的不确定性, 缩减“试装−修配”装配模式的执行次数, 提高装配效率, 近年来相关研究较为广泛[129-130]. 其中, 为了提高数据拼接算法对初始姿态的鲁棒性, 通常将三维位置和旋转信息的估计值引入数据拼接误差方程, 例如定义灵敏度指标来评估数据拼接结果, 进一步优化三维扫描数据位姿. 或引入数据点质量参数并建立重力场模型, 将扫描点云与设计模型的移动拼接过程转换为在重力场内的多数据点受引力牵引运动, 并定义三维扫描点云的引力势能函数作为优化函数来计算点云最终装配位姿. 另一类配准算法利用高斯分布, 将目标点云通过多组高斯分布进行局部建模, 并拟合到数据点, 如正态分布变换[131], 该方法克服了基于ICP的方法因最近邻点搜索而带来的局部最优问题[132].
2.2 复杂部件机器人力控磨抛
磨抛加工是表面改性技术的一种, 能够有效提高部件表面的平整度和光洁度, 获取特定的表面粗糙度, 消除焊接等加工过程中产生的应力, 具有柔性灵活性强、作业效率高、加工一致性好等优点. KUKA、ABB、FANUC、YASKAWA等机器人企业均开展了磨抛机器人的应用研究. 如图9(a)所示, KUKA公司研制的KR 120 R2900 Fextra机器人, 通过将该机器人和负荷能力为750 kg的三轴式定位装置, 在不损伤工具且毛刺外形不同的情况下, 能够确保高标准、高质量完成打磨任务. 如图9(b)所示, 奥地利Fer Robotics公司开发了基于气控系统的浮动打磨与抛光末端系统, 实现在单一方向上的快速浮动打磨与抛光, 浮动力控制精度最高可达到1 N, 用户通过快速简便的编程, 在提升质量的同时节约更多成本. 如图9(c)所示, 加拿大ESI公司依托自研的协作机器人, 开发了E-Stial柔性打磨机器人工作站, 利用实时力控反馈、精密轨迹调整、精密接触力调整等先进技术实现了安全、稳定、高效的抛光打磨作业, 克服了传统磨抛方式调试时间长、成品质量不一致等缺点. 美国Carnegie Mellon University[133]等科研机构从前沿理论探索的角度对磨抛机器人进行了研究. 文献[134-135]设计了磨抛机器人模糊PID控制方法, 采用末端位置和关节角度参数设计模糊规则, 使PID控制器参数在每次采样时在线更新, 提高了系统的响应速度和稳态精度. 基于模糊逻辑方法[136]和基于机器学习的方法[137]被用于对磨抛机器人关键模型信息进行估算, 从而减小对于模型信息的依赖.
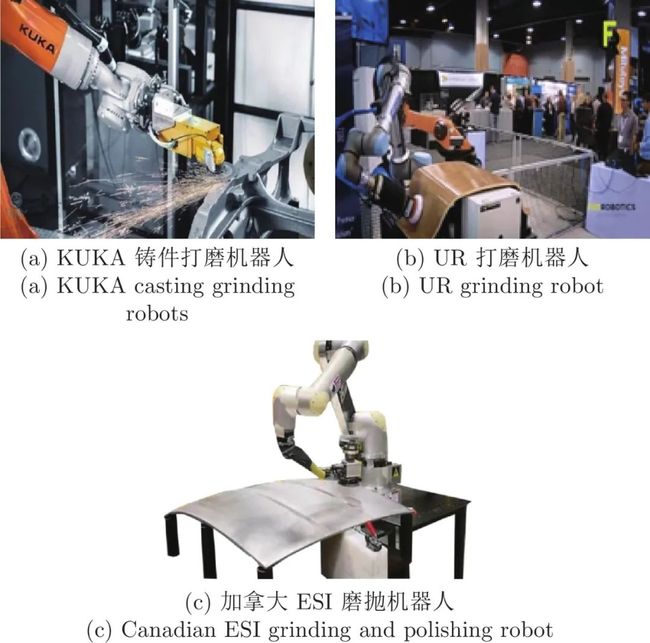 图 9 铸件表面清理机器人现场打磨作业场景
图 9 铸件表面清理机器人现场打磨作业场景
国内的科研机构也对磨抛机器人的相关技术开展了持续的研究, 华中科技大学陶波教授等针对大型风电叶片加工区域大、形状复杂、任务规划难等问题, 提出了基于几何及任务信息的大型复杂构件加工区域划分方法[138]. Zhao等以风电叶片表面打磨为应用背景, 构建了大型复杂构件机器人移动打磨硬件系统, 并在风电叶片表面打磨实验中进行了系统性验证[139-140].
2.3 机器人柔顺智能装配
轴孔类零部件装配是工业机器人应用的重要场景. 传统机器人装配按照示教或者离线编程所设定的动作进行, 难以适应不断变化的环境. 为满足小批量多品种的生产模式, 完成更加复杂的装配任务, 现有研究通过将视觉传感器、力传感器和工业机器人结合应用, 使机器人具备对周围环境高度感知的能力, 能够根据环境变化做出相应调整.
Dietrich等建立轴孔接触状态与力信息的关系图, 通过关系图纠正轴孔之间的位姿误差, 完成轴孔装配任务[141]. Liu等提出了基于螺旋插装策略的飞机尾翼轴孔装配方法[142]. Lefebvre等[143]提出机器人主动柔顺控制方法, 通过接触状态规划结合力控算法, 能够实现自主装配运动. Abdullah等[144]建立了装配过程中轴孔之间的相对位置与接触力/力矩的映射关系, 并根据人为制定的决策规则来规划装配运动轨迹.
近年来基于强化学习的机器人装配方法也受到广泛关注. 传统机器人装配方法中不具备自学习的能力, 强化学习算法通过控制机器人和环境不断接触试错学习到合适装配策略, 能够自主完成复杂装配任务. Inoue等提出了基于深度强化学习的高精度轴孔装配方法, 利用长短时记忆网络和强化学习算法结合有效的现实机器人装配任务[145]. Chen等提出了一种基础策略迭代的强化学习方法, 实现了具有未知系统动态的连续时间系统的稳定控制[146]. Luo等提出了面向齿轮的轴孔装配任务的机器人控制器, 通过最优控制方法生成装配过程中的运动轨迹, 能够通过几次训练稳定的完成装配任务[147].
3. 智能制造机器人典型应用案例
3.1 高端制造智能无人工厂
智能无人工厂也称智慧工厂, 是在数字化工厂的基础上, 利用工业互联网等技术提升工厂制造效率和运营水平, 提高生产过程的可控率, 从而实现制造企业的降本提质增效以及转型升级. 按照德国的Scheer教授提出的智能工厂构架理论, 智能工厂可以分为基础设施层、智能装备层、智能产线层、智能车间层和工厂管控层五个层级[148]. 随着机器人、人工智能及增材制造等新兴技术信息迅速升级, 为制造业推进智能工厂建设提供了良好的技术支撑.
德国梅赛德斯奔驰的56号工厂是按照工业4.0标准打造的未来工厂, 采用了无人运输系统、数字孪生、自动分拣等技术. 工厂大量的使用了AGV装配线, 可以实现无轨装配工位, 无轨自动运输, 并与自动分拣、DTS (Data transmission service)系统相匹配使用, 可实现多种车型混线生产. 在保证大规模生产的同时, 也保障产品质量并降低生产成本.
三一集团的“18号厂房”工程机械总装车间, 采用5G+AGV小车完成智能分拣和精准配送, 在智能化调度系统的控制下, 上百台机器人能够高效协同工作(图10); 采用5G高清传感器, 组装作业时可以自动修复偏差, 减少因磕碰导致的质量缺陷; 大件激光切割软件及系统, 在多品种钢板物料特征识别技术、基于激光测量的物料精确定位技术、激光跟踪与实时寻边技术、机器人位姿鲁棒控制与在线补偿技术以及基于激光寻边的切割轨迹光顺与优化技术等五个方面取得创新突破; 通过制造运营系统、物流管理系统、远程控制系统、智能搬运机器人等系统优化运用与深度融合, 在数字化“加持”下, 实现了从一块钢板进来到一台整车出去的全流程自动化生产.
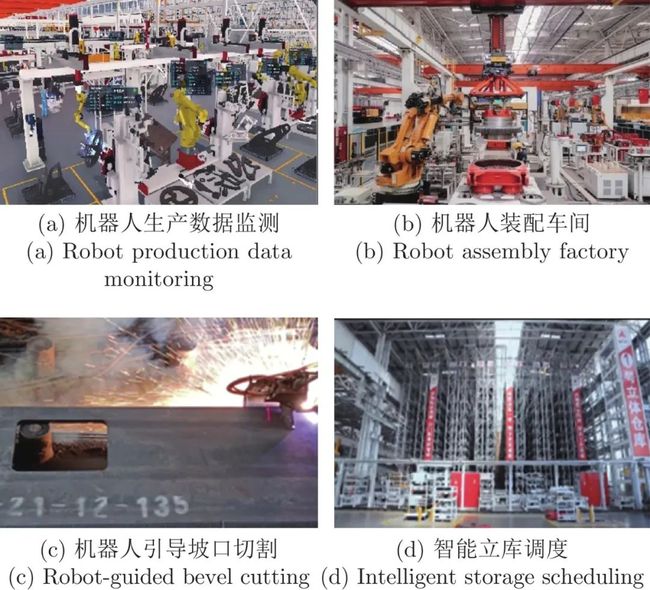 图 10 工程机械机器人智能制造车间
图 10 工程机械机器人智能制造车间
3.2 高端制药机器人智能检测生产线
高端智能医药质量检测主要是指通过新兴的机器人技术来代替人工进行质量检测的过程. 相比于传统人工检测而言, 它具有稳定性好、持续工作时间长、精度和效率高等优点. 日本Eisai公司、德国Brevetti CEA集团、意大利Seidenader等企业纷纷开展机器人医药检测技术研究.
我国制药装备需求量大, 医药制造装备的性能是保证药品质量的基础. 为解决传统药品质量检测环节依赖人工、漏检、误检频发等问题, 需研制高端制药机器人视觉检测控制关键技术与装备, 实现制药过程无菌化、无人化生产, 保障药品质量安全. 高端无菌化制药机器人面临的主要挑战包括: 制药技术装备工艺复杂, 无菌化控制难; 制药过程污染颗粒微小、种类多、检测难; 高端制药过程中多工序、多任务、多机器的协同控制难. 湖南大学团队针对高端制药装备感知与控制的重大需求, 攻克高端制药灌装封口机器人协作控制、高端制药检测机器人视觉识别、高端制药分拣机器人视觉控制等关键技术, 研制出无菌化配药双臂机器人、药品灌装−转运−封口机器人、药品质量视觉检测机器人、药品分拣机器人等自动化生产线装备, 如图11所示.
 图 11 高端制药机器人视觉检测控制关键技术与装备
图 11 高端制药机器人视觉检测控制关键技术与装备
基于机器视觉的医药检测是在药物出厂前, 通过对药物的运动图像或视频进行分析和处理, 从而实现对药物的一系列质量检测, 例如, 液体环境中的外来异物检测、冻干粉中的杂质检测、外包装和标签检测等. 针对安瓿瓶型, Ge等设计了一种自动检测安瓿注射杂质的系统, 采用空间在线极限学习机算法, 验证了该算法在区分气泡和异物上的可行性[149]. 针对药液中的不溶异物检测方法, 张辉等提出了一种可行的高速度、高精度的机器视觉检测方法, 能在线检测30多种微弱异物, 检测精度达到50 μm, 异物检出率99.7%以上, 满足医药微弱异物种类繁多、特征多样、高速高精度的在线检测要求[150].
4. 智能制造机器人发展趋势及挑战
当前, 云计算、物联网和大数据等新兴信息通信技术快速发展, 为高端制造业的发展提供了新的思路和契机.
1)“云−边−端”融合的智能制造. “云−边−端”融合的作业模式通过深度感知制造过程中生产实体的特性和状态, 动态/在线地在工业云 (云) 和生产单元(边、端) 间进行数据交换和计算分发, 进而高效、无缝、透明地协同使用云端和边缘端的计算、存储及数据等资源, 以实现网络化、智能化、柔性化生产. 在智能制造机器人协同作业场景中, 在“云−边−端”融合的架构集成了通信与计算技术, 克服了个体设备信息存储和计算资源等的固有局限, 能够较好地支撑机器人系统运行(如图12). 有效地建立云边融合的网络架构, 加强云边端协同、智能共享的顶层设计, 将是未来智能制造机器人研究的重点.
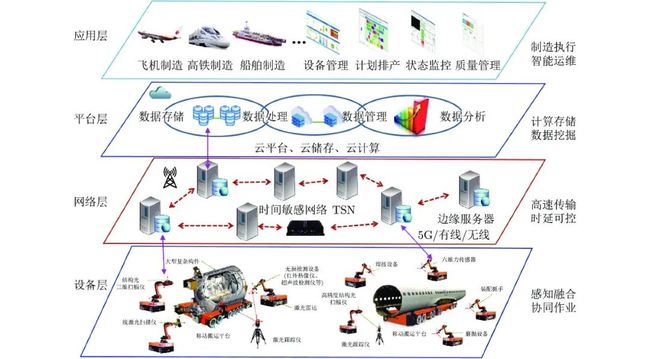 图 12 “云−边−端”融合的机器人智能制造模式
图 12 “云−边−端”融合的机器人智能制造模式
2)新一代智能制造系统由通信、计算、感知、控制与安全体系等组成, 通过新一代人工智能技术, 智能制造系统将具备“感知−决策−执行”的闭环特征, 而在动态环境中构建机器人的感知−决策−控制协同作业机制具有重要意义. 在工业互联网平台设备互联互通的基础上, 利用分布式传感技术实现生产场景要素的全面感知, 以适应复杂制造场景下感知对象异构、干扰因素多等挑战; 灵活运用集中式、分布式与群体智能, 建立安全高效、强鲁棒、易扩展的任务调度和动态规划体系, 设计机器人自主决策机制, 保障大规模制造任务和工序井然有序地运行.
3)人机融合智能. 人机融合技术不断深化, 标准化结构、柔性人机交互技术不断发展, 促进智能制造领域工业机器人的便捷性和可靠程度越来越高. 人机融合在智能机器人生产设计中, 越来越受到重视. 人机协同既具备人类认知能力, 又具备机器人的高效率, 通过人类与机器人的智能协作, 能够完成复杂的加工、装配等任务, 同时提升了安全性与便捷性, 是人机融合的一个重要发展方向. 同时, 随着机器人技术日益成熟、智能仓储机器人等产品的快速发展, 人机协作技术在电子、建筑、家居等一般行业的应用也在迅速演进.
4)集群机器人技术. 智能制造机器人涉及先进信息技术、机器人技术、自动化技术以及机械工程与材料工程交叉融合等前沿制造技术. 面对大规模的智能制造任务, 机器人往往处于分散、低连通环境, 为适应需求多变、异构感知对象、突发问题等情况, 需根据特定感知任务, 准确描述跨域多实体、多机器的动态协作关系, 进而探索自适应的群组动态协作感知与融合策略, 实现智能制造机器人的跨域融合感知. 还需在动态和多维信息收集的基础上, 对复杂问题进行自主识别、判断、推理, 并做出实时性的决策, 实现集群机器人的精准感知与实时规划, 集群机器人有望在新一代智能制造系统发挥重要作用, 如图13所示.
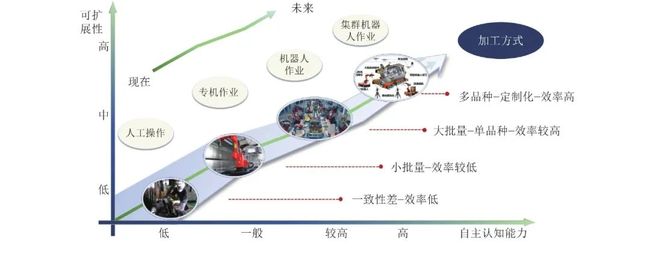 图 13 集群机器人协同制造新模式
图 13 集群机器人协同制造新模式
5. 结论
随着新一轮工业革命的到来以及人工智能、云计算、物联网技术的快速发展, 世界主要工业国家都开始加快机器人技术战略部署. 本文首先对机器人感知与控制的关键共性技术进行了综述和介绍, 如三维环境感知、3D点云配准技术、位姿估计技术、运动规划技术、多机协同规划、精准控制技术、柔顺控制技术、视觉伺服技术等. 然后介绍了机器人应用的关键技术, 如机器人三维测量、机器人加工与装配等, 最后总结了机器人系统在智能制造领域应用典型案例, 并探讨了智能制造机器人的发展趋势和所面临的挑战.
本文仅用于学习交流,如有侵权,请联系删除 !!
加V “人工智能技术与咨询” 了解更多资讯 !!