帕莱克P1500-PSC对刀仪的量测管理和NC代码自动生成技改方案
本文针对Parlec 帕莱克P1500-PSC刀具对刀仪, 进行技术改造, 完成对测量结果的管理和NC代码的自动生成. 客户反馈相当不错. 如果有谁需要定制开发, 可以联系我, [email protected].
简述一下技改的背景, 以及目标.
大家都知道, 机械加工刀具都会有磨损的, 在加工中心加工之前都需要先量测一下刀具的一些关键尺寸(比如高度/半径/夹角等). 然后根据这些尺寸对加工程序(NC程序)进行微调, 这样才能保证加工产品尺寸精度.
客户公司有一台Parlec 帕莱克P1500-PSC对刀仪, 该对刀仪套件包括一个测量支架、光栅头、LED显示器, 当然还有一个测量软件. 该软件能将测量结果打印到标签纸上.

简述一下技改之前的使用的场景: 操作人员先用该对刀仪量测刀具尺寸, 然后将测量结果打印到标签纸上, 再拿着便签纸到加工中心上将量测值输入到NC文件中, 懂行的人都明白, 这些量测值精度都很高, 小数点后好几位, 另外在加工中心的输入这些数值可不像电脑那么方便. 总体来讲, 这种模式效率很低, 而且容易出错.
在了解了现状后, 我给了一个技改方案: 一图胜千言, 先上图.

在这个方案中, 我引入了一台电脑+对刀仪量测管理系统, 即上图的(2)部分. 该量测管理系统能自动提取出帕莱克量测仪的数值, 并可以将测量数值传到该公司的测量数据库中, 同时生成加工中心NC代码, 并上传NC代码到服务器上,(该客户的测量数据库和NC代码服务器是一个机器).
技改难点:
1. 如何自动获取对刀仪的测量值?
Parlec 帕莱克P1500-PSC的操作系统并不是通用的Windows/Linux, 应该是某类嵌入式操作系统, 我们不可能在该操作系统上开发一个软件, 另外Parlec也不提供外部API来获取测量值. 这个问题困扰了大半天时间, 最后还是让我很巧妙的解决了, Parlec自带的软件有一个打印功能, 可以通过RS232接口打印到斑马打印机上, 我分析了RS232的信号输出, 成功地提取了测量的各个数值.
2. 如何自动化整个流程, 改进效率, 减少人为错误.
解决了测量值捕获问题, 其实仅仅是一个技术难点, 对于客户而言, 更关心的是另一个问题: 如何最大程度地减少操作人员的手工输入, 减少因手工操作引起的错误.
我提出了一个流程改进方案, 得到了客户的认可. 方案为: 为刀具贴一个二维码, 该二维码上包含多个信息, 具体为:Machine_ID+Product_ID+Tool_No. 扫描这个二维码就知道该刀具将用在哪个加工中心上, 用来加工哪个产品, 以及刀具自己的序号; 在对刀仪量出刀具尺寸后, 自动生成NC代码, 并上传到文件服务器上.
技改后的完整操作流程:
第一步: 操作人员在量测管理系统上, 扫描刀具二维码. 扫描之后, 测量管理程序就知道要加工的产品ID和对应的加工中心, 为生成NC代码做准备(不同的产品, 其NC代码模版是不一样的; 不同加工中心的NC代码格式是不一样的)
第二步: 和技改之前一样, 将刀具放在对刀仪上测量, 测量完后, 在Parlec测量软件上点击打印功能. 但和技改之前不同的是, 该打印可不仅仅在标签纸上打印. 在点击打印后, 我们的量测程序量将自动捕获测量值, 并将测量结果上传到客户的测量数据库中, 同时生成NC代码, 并上传到NC代码文件服务器上.
第三步: 操作人员到加工中心上, 从文件服务器上调出我们生成的NC代码, 进行加工.
整个过程手工操作只有在加工中心选择NC代码, 其他过程都是自动化.
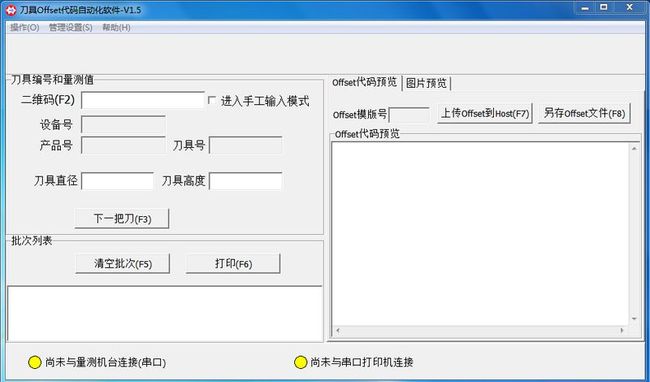
蚊帐最后, 贴一张量测管理软件的截图. 如果您有类似需求, 可以联系我, [email protected]