球磨机安装是一项复杂的工程,涉及到不同的尺寸、技术要求、安装程序和安装方法,一旦出现错误不仅会影响设备的正常生产,还可能造成人员伤亡,因此必须高度重视球磨机的安装方法和安装质量。
球磨机结构
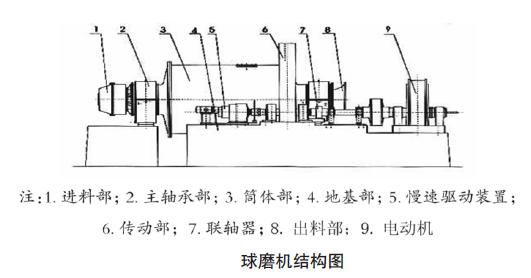
在了解球磨机的安装步骤之前,我们需要对其组成结构有一定了解!
球磨机主要由进料部、主轴承部、筒体部、地基部、慢速驱动装置、传动部、联轴器、出料部及电动机组成。结构比较复杂,安装技术难度较大,需要采用卧式安装。
安装准备工作
在实施球磨机安装过程之前,需要进行一些安装前的准备以确保安装质量。
1、编制安装计划
球磨机的安装要求很高,所以在安装前制定详细的安装方案和程序是非常重要的。对于整个安装过程,安装程序应该指定安装时间,协调各种操作,并确保每个过程顺利进行。
2、基础校验
基础校验主要包括基础的表面状况、外部尺寸检测、高程、水平和垂直中心线、埋设螺栓的距离和垂直度。
3、埋设中心标版和基准点
安装的基本要点是中心标签加参考点,因为上述两点需要小心埋设。
4、清理球磨机防护物
为了保护新出产的球磨机主体及配件,通常会在生产出来后涂上防锈油,在设备安装前要对其进行清洗。安装时需要在其表面涂抹干油,保证其润滑。安装过程中需要准备水平,磁性基座,钢工具等。

具体安装步骤
1、基本验收和布局
基本验收应当与业主单位、监理单位和民用建筑单位联合进行。检查基础尺寸、中心线、基准高程、基础孔的几何形状和基础的相对位置。所有暴露在混凝土上的其余模板及钢筋均须移走,并将所有残渣、污垢移走。
2、放出球磨机基准线
中心标准板是在轧机的基础上铺设的。参照高程需要根据排放口进行设定。根据土建单位提供的基准点和基准线。一次脱模机纵向中心线和传动装置,在中心板上对中心点进行校核,并对角法进行校核。
然后,根据工艺图的大小,画出磨床的基础和传动的水平中心线。当用液位计测量一般钢基的高度和水平时,根据基础墩的基础高度测量钢基的上平面高度。两个钢基的高度偏差不应大于1mm,排放端口不得大于进口端。经初步修正后,无任何差错地进行灌浆。
3、球磨机的底盘安装
球磨机底盘包括前瓦底盘、后瓦底盘、电机底盘和减速机底盘。
安装底盘时,底盘水平高度必须用液位计或水准仪和钢尺检查。当发现不规则之处时,在底盘底面施加钢制调整楔,以确保水平。同时,这些楔形的宽度应在50~60mm之间。长度应小于底盘脚螺栓的中心线10~50mm的长度。楔形应该有一个斜率,介于1:10~1:20之间。矫直后,焊接楔形以防止移动。

4、轴承部安装
(1)球磨机的底盘在垫子上。球磨机的水平、高度和中心位置可以通过垫片来调节。
(2)在安装主轴承座之前,应彻底清洗主轴承底座,以确保基板能够与底座有效地接触。
(3)轴承安装后,使用测量仪器进行测量复合,底板与轴承底座的间距控制在0.1mm以内。同时,间隙的累积长度不应超过测量表面周长的1/4,宽度不应超过10cm。
(4)安装中间轴、气动离合器、主马达等部件时,必须用汽油或煤油擦拭表面污渍,装配人员用手接触表面,查看是否有毛刺,若有可以用砂纸清洗。
(5)对于小齿轮,主电机的同轴度和倾角应分别小于0.003mm和0.001mm,且倾角应与球磨机的倾角一致。根据轴的安装误差,可以调整转子轴承的位置。
(6)在安装电机减速器时,确保减速器的杠杆在安装后能灵活地拉动爪离合器。减速机的表面应进行润滑,以减少机器之间的摩擦。
5、筒体、端盖、齿圈安装
(1)在球磨机安装到主轴承之前,应进行气缸、环形齿轮和端盖的装配。
(2)对圆筒进行检查、复合,保证圆筒内椭圆圆柱体直径小于圆柱的4%,还需对圆柱的粗糙程度以及椭圆度进行检查。
(3)气缸盖应通过螺栓孔定位螺栓,然后安装1/4螺栓,同心度应调整到0.25mm。(4)检查后,应按要求安装所有螺栓。安装后,用0.03mm触角检查间隙。
(5)如果齿轮环是完整的,则齿圈应安装在筒体上,然后安装在轴承上。

6、球磨机的调试
安装球磨机后,必须立即进行调试。
首先,打开电机使球磨机空转6小时以上,看看电压是否与设计相符,以及温度能否保持在40摄氏度左右。如果球磨机正常运转,无异常噪声,筒体接触打磨表面良好,球磨机调试相对稳定,设备可正常使用。
此外,在调试过程中,轴承温度必须保持在50℃以下,可以添加少量的材料来观察打磨效果。如果没有异常情况,我们可以逐步增加材料的数量。如果所有部件运行正常,电机的电流值相对稳定,就可以完成调试。
小结
球磨机的安装质量直接影响着球磨机是否正常工作,故安装过程中仍有一些问题需要注意:
(1)为了保证球磨机的平稳运行,减少球磨机对建筑物的损坏,应在钢筋混凝土基础上安装球磨机,并以所需的钢筋混凝土的重量为基础。钢筋混凝土的重量必须是球磨机的2.5~3倍。同时,基础应铺设在坚固的土壤上,并应与建筑物基础保持至少40~50mm的距离。
(2)在主轴承安装过程中,为了避免加剧空心轴颈肩部与轴承衬里之间的磨损,应保证两个主轴承底板的高差不超过0.25mm/m。
(3)在球磨机管件安装过程中,预先组装好的整个筒体部件可以直接安装或分成几个部分进行安装。在安装过程中,检查轴颈和球磨机的中心线并进行不断调整,以确保同心误差小于0.25mm/m。
(4)两个轴承座的相对高度允许差为0.5mm,进料端必须高于出料端。
(5)安装小齿轮,联轴器,电机,减速机等驱动部件的零部件时,应根据产品技术标准进行相应的测量和调整。
(6)确保所有安装符合要求后,轴承底板和地脚螺栓可以进行浇筑。
参考资料:《中国设备工程》