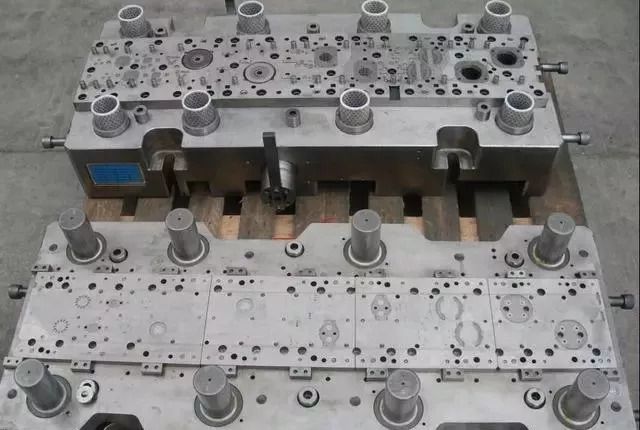
前面给大家分享了单冲、复合,今天我们来聊聊连续模的结构。连续模或者叫级进模和冲孔模的结构是基本相同,只是因冲压的送料方式和定位以及冲压内容不同.下面是连续模的结构图它包含了常用各种工模零件的安装方式:

上面各模板的功用在前面已经基本介绍过,综合如下:
上模座保持冲模精度,固定上下模,易于架模
上垫板防止冲头对模座入侵,安装检出
上夹板固定冲头、导柱、弹簧及上模座
脱料背板控制下死点,固定成形冲,引导销背部
脱料板脱料、压料、保护冲头,引导销固定,装置成形冲及下死点检出器
下模板固定入块,装置定位销,顶料销,导料板
下垫板辅助模座强度,冲压时增强入块支撑面
下模座保持冲模精度,固定上下模,易于架模
上下垫脚增加模具高度,达到冲床的闭合行程
上下托板易于架模,增大模具与冲床的接触面
一、上垫脚组装
螺丝(1):
螺丝①在上垫脚板(上托板)正面沉头,上垫脚正面攻牙深15.0-20.0左右.用来锁上垫脚板和垫脚使之紧固.而上垫脚板、上垫脚和模具之间的联结是靠螺丝(2)来实现的.其加工方式是上垫脚板沉头、上垫脚钻通孔、上模座正面攻牙。上垫脚上通常有两种孔:正面攻牙孔和钻通孔;就是锁螺丝(1)和通过螺丝(2)的.
二、压料脱料
顶料、脱料组件(7)(8)(9)(10)(75):
这种脱料形式在复合模中已经提到,只是复合模用的是空板,这里用的是塞打螺丝(9)固定。其组装和工作方式是:
在上垫脚板反面攻牙,来锁塞打螺丝或是套筒螺丝组件。通过调整塞打螺丝来实现打板(75)对弹簧(8)或优力胶(9)的预压。
弹簧(7)或优力胶(8)是平放在打板(75)和上垫脚板之间的.打板是靠塞打螺丝(9)来防止其横向位移的,而塞打螺丝在打板上是过孔,加工方式是钻出.打杆在各板的加工方式均为钻出.
当上下合模时,脱料背板顶起打杆(10)通过打板(75)对弹簧(8)实现压缩;当上下分模时弹簧(7)的反作用力就会通过打板释放,将打杆(10)向下顶出,将力传递到脱料背上,从而实现了合模时的压料和分模时脱料的作用.
顶料脱料组件(42)(43)(44):
这种压料、卸料方式是通过等高套筒螺丝组件在分模合模时的上下行程来压缩释放弹簧(43)的力,用止符螺丝(42)来调节弹簧的预压和承载弹簧力。加工方法是:上模座正面攻止符螺丝牙,底孔钻穿;上垫板钻D+10孔,在上垫板和上模座中放弹簧(43);上夹板和脱料背板钻套筒过孔D+4;脱料板正面攻牙。此种压料脱料方式有时会在螺丝的杯头上放置弹簧豆;或是加垫片用螺丝杯头来导正弹簧。
弹簧(45):
弹簧的脱料方式在模具中最常用。其加工形式简单,上夹板和上垫板钻D+1孔;若行程不够会在上模模座背面沉平底孔;有时也会在上模座上攻止符螺丝,以方便快折换弹簧。
三、上模的固定:
上模螺丝(11):
其功用是紧固上模各板,使之联结.加工方式是:上模座正面钻沉头;上垫板钻D+1螺丝过孔;上夹板正面攻牙.常用螺丝大小:M8、M10.
合模销(51):
防止上模各板的横向位移,保护冲头。各板的加工方式是:上夹板割单+0.005;上垫板割或是铰;上模座铰。
四、脱料板与脱料背板的固定
螺丝(55):
锁紧脱板与背脱板,加工方式是脱料板背面沉头,脱料背板背面攻牙.
螺丝(52):
锁紧脱板与背脱板,加工方式是脱料背板正面沉头,脱料板正面攻牙.
在脱料背板厚度较薄时,会采用螺丝(55)的安装方式;因脱料背板一般比较薄,所以当选用螺丝(52)的安装方式时所选用的螺丝都比较小.
合模销(12):
防止脱料板和脱料背板之间发生横向位移。在脱料板的加工方式是线割出;而脱料背板的加工方式通常是铰出,但也有的公司割出。
五:上模与脱料板的联接:
内螺纹固定型卸料螺栓组件(15)(16):
组件由衬套(15)和螺栓(16)组成.其加工方式是脱料板反面钻螺丝沉头;脱背板和上夹板钻衬套过孔;上垫板和上模座钻衬套避位孔.安装时螺丝与攻有内螺纹的衬套锁紧.
塞打螺丝(等高螺丝)(41)
加工方式脱料板正面攻牙;脱料背板和上夹板钻D+1过孔;上垫板和上模座钻螺丝杯头避位孔.安装时将螺丝锁紧在脱料板上.
等高套筒螺丝组件(44)
组件是由等高套筒和螺丝组成。加工方式脱板正面攻牙;脱背板和上夹板钻套筒过孔;上垫板和上模座钻避位孔。
以上三种工模零件的成本以第一种最高,第三种较便宜且在调整脱料板行程时容易。
六、模具的导正
外导柱组件(3(4)(5)(6):
外导柱在模具要求精度较高时,会采用。外导柱的规格和形式有多种安装方式有正装、倒装两种。加工方式上下模座镗出或线割。
外导正的组件还有独立导柱。独立导柱的安装和加工方式比起上一种要简单一些。其顺序是安装完内模板组立之后,将独立导柱安装校调。加工方式是上模座钻导柱的避位孔和背面攻牙,下模座攻牙;如配有合模销,在独立导柱校调完之后铰。
内导柱、导套组件(13)(14):
导柱的功用导正上下模,便于合模。导正脱料板与夹板,保护冲头,保证冲模精度。导套是为了增加精度。各板的加工方式:上夹板线割(间隙单+0.005),脱料背板钻D+1过孔,脱料板线割导套孔线割(间隙+0.005);下模板线割导套孔,下垫板钻避位孔D+2,下模座钻通气孔.因各个标准件生产商的生产制造能力会造成公差的不同,所以放间隙时也会有所不同.
内导柱、内导套(53)(54)
这是凸缘型的导柱安装方式,在冲压精度要求较高时会使用.其加工方式是上脱料板线割;脱料背板扩平底沉头孔和线割导柱孔;上夹板割导套孔,上垫板和上模座钻通孔。下模板线割;下垫板钻避位孔、下模座钻通气孔。

七、下模各板的固定:
下模螺丝(63):
锁紧下模各板,防止模板的纵向位移。加工方式是下模板正面钻沉头;下垫板钻D+1过孔;下模座正面攻牙。也有反装式的,即下模座背面沉头;下垫板钻D+1过孔;下模板背面攻牙;但是这种组装方式很少用!因为在组装螺丝时不方便。
下模座一般很厚,所以攻牙深度有所限定。正常超过20.0即可,加工公司会要求至30.0.
合模销(62):
防止下模各板的横向位移,防止因模板的位移而产生的铲刀口和打暴模.加工方式下模板线割;下垫板线割;下模座铰但也会线割.
垫脚螺丝(73)(74):
螺丝(73)用来联接下模座和下垫脚.
螺丝(74)用来联接下垫脚和下垫脚板(下托板).
下模座和下垫脚板的连接也可以下模座正面沉头;下垫脚钻通孔;下托板正面攻牙.但也有许多公司只要垫脚,而不装垫脚板.
八、料带的导正、定位、脱料和检测:
浮升导料销组件(17)(18)(19);
组件由浮升导料销(17)、弹簧(18)和止符螺丝(19)三部分.它的功用是浮料和保证料带不左右位移.加工方式是下模板线割浮升销孔,间隙单+0.0015;下垫板钻D+3的弹簧孔;下模座背面攻止符螺丝牙。浮升销为标准件,可直接购买。弹簧一般选用轻小负荷的弹簧(黄色),或圆线弹簧。浮升销材质SKD-11,硬度在60º-63ºHRC。
浮料块组件(31)、(32)、(33):
组件由浮升块(33)、弹簧(32)和止符螺丝(31)组成。功用是浮料,增加脱模力,使料带在冲制过程中不因自身的重量而变形。图六中的安装形式,浮块有挂台,下模板钻挂台位。若是浮升高度较高就要增加浮块高度,此时下垫板就需铣避位槽。带挂台位的加工方式是研磨出。
浮升块的加工方式还有另外常用的两种。一、做锥共用割出;二、背攻等高螺丝牙,直割共用。
做锥共用是利用线割放电间隙,计算出浮升高度,这种优点是不用挂台、再加工和下垫板避位;这种的弊端是浮升高度不易调整。直割共用(有的公司为做阶共用)是利用线割放电间隙作为浮块活动的间隙,弹簧放在螺丝的杯头,相对前两种加工和组装都会好一些;但要注意浮升弹簧选择时压缩量的问题。
引导孔冲头(24):
引导孔冲头一般采用A冲,冲制出的孔会比实际要求的孔单+0.015.加工要求和方式是:上夹板线割并正面钻冲头挂台位;背脱板钻冲头过孔;脱板线割并正面钻冲头行程避位(导正端部).
引导针(34):
用来定位料带,保证步距、冲压精度。加工方式:脱料板线割并正面钻沉孔。有的公司为了降低成本会不用脱料背板,这时会在脱料板正面攻止符螺丝牙。用止符螺丝来替代脱料背板的功用。
浮升引导销组件(37)、(72)、(71)、(70):
组件是由引导销(37)、浮升引导销(72)、弹簧(71)和止符螺丝(70)组成。浮升引导销的内孔对应的是引导孔.当上下合模时引导销通过料带的引导孔插入浮升引导销的内孔中,由于弹簧力的作用,会将料带定位之后继续下压而开始制产品.一般用在冲材较薄或是需成形和要求精度较高的冲压中.其功用是先将料带固定,而后冲压.
浮升引导销的加工方式是下模板线割单+0.015;下垫钻弹簧过孔;下模座背面攻止符螺丝牙,底孔钻穿.上模引导销的加工和上面一样.只是两种引导销的端部稍有不同.也有在引导销的上面放弹簧及止符螺丝.若是这种结构,要注意上下弹簧的力.

连续模料带、产品
顶料装置(46)(47)
此装置由顶料销(46)和弹簧(47)组成。功用是防止引导针插入料带时将料带带起。多用在引导针旁和在冲制后段无浮升导料销时。另工方式是脱板钻顶料销孔并沉孔,脱背板背面沉孔用来放弹簧47(也可正面攻止符螺丝牙底孔钻通)。
顶料装置(48)(49)(50):
装置由顶料销(48)、弹簧(49)和止符螺丝(50)组成。功用同上。加工方式是脱板和脱背板钻顶料销孔,上夹板和上垫板钻弹簧孔,上模座正面攻止符螺丝,底孔攻钻穿。
误送料检测组件(56)(57)(58)(59)(60):
组件是由检测销(56)、顶杆(57)、开关(58)、弹簧(59)、止符螺丝(60)组成。其工作过程是检测销每次上下合模时插入引导孔中;当误送料时检测销没有插入引导孔中,就会将引导销顶起。此时顶杆(57)被向外推出,而会启动开关(58)将冲床停止运行。
误送料检测还有很多种,但原理基本相同。另有防废料回跳感应器。
产品冲制的工艺是多样繁杂,且五金件所要求的工艺性高没有一定的定性。不同的的产品有不一样的冲制工艺,没有一定的规定和格式。希望对初学者有所帮助,如果你也喜欢,不妨直接关注小编。
微信号:(yangguangt168)
五金冲压模具学习指导加微信
疑难解答,资料分享
一起交流,不是罪过