- 一百九十四章. 自相矛盾
巨木擎天
唉!就这么一夜,林子感觉就像过了很多天似的,先是回了阳间家里,遇到了那么多不可思议的事情儿。特别是小伙伴们,第二次与自己见面时,僵硬的表情和恐怖的气氛,让自己如坐针毡,打从心眼里难受!还有东子,他现在还好吗?有没有被人欺负?护城河里的小鱼小虾们,还都在吗?水不会真的干枯了吧?那对相亲相爱漂亮的太平鸟儿,还好吧!春天了,到了做窝、下蛋、喂养小鸟宝宝的时候了,希望它们都能够平安啊!虽然没有看见家人,也
- 学点心理知识,呵护孩子健康
静候花开_7090
昨天听了华中师范大学教育管理学系副教授张玲老师的《哪里才是学生心理健康的最后庇护所,超越教育与技术的思考》的讲座。今天又重新学习了一遍,收获匪浅。张玲博士也注意到了当今社会上的孩子由于心理问题导致的自残、自杀及伤害他人等恶性事件。她向我们普及了一个重要的命题,她说心理健康的一些基本命题,我们与我们通常的一些教育命题是不同的,她还举了几个例子,让我们明白我们原来以为的健康并非心理学上的健康。比如如果
- 我校举行新老教师师徒结对仪式暨名师专业工作室工作交流活动
李蕾1229
为促进我校教师专业发展,发挥骨干教师的引领带头作用,11月6日下午,我校举行新老教师师徒结对仪式暨名师专业工作室工作交流活动。图片发自App会议由教师发展处李蕾主任主持,首先,由范校长宣读新老教师结对名单及双方承担职责。随后,两位新调入教师陈玉萍、莫正杰分别和他们的师傅鲍元美、刘召彬老师签订了师徒结对协议书。图片发自App图片发自App师徒拥抱、握手。有了师傅就有了目标有了方向,相信两位新教师在师
- 向内而求
陈陈_19b4
10月27日,阴。阅读书目:《次第花开》。作者:希阿荣博堪布,是当今藏传佛家宁玛派最伟大的上师法王,如意宝晋美彭措仁波切颇具影响力的弟子之一。多年以来,赴海内外各地弘扬佛法,以正式授课、现场开示、发表文章等多种方法指导佛学弟子修行佛法。代表作《寂静之道》、《生命这出戏》、《透过佛法看世界》自出版以来一直是佛教类书籍中的畅销书。图片发自App金句:1.佛陀说,一切痛苦的根源在于我们长期以来对自身及外
- 抖音乐买买怎么加入赚钱?赚钱方法是什么
测评君高省
你会在抖音买东西吗?如果会,那么一定要免费注册一个乐买买,抖音直播间,橱窗,小视频里的小黄车买东西都可以返佣金!省下来都是自己的,分享还可以赚钱乐买买是好省旗下的抖音返佣平台,乐买买分析社交电商的价值,乐买买属于今年难得的副业项目风口机会,2019年错过做好省的搞钱的黄金时期,那么2022年千万别再错过乐买买至于我为何转到高省呢?当然是高省APP佣金更高,模式更好,终端用户不流失。【高省】是一个自
- Python数据分析与可视化实战指南
William数据分析
pythonpython数据
在数据驱动的时代,Python因其简洁的语法、强大的库生态系统以及活跃的社区,成为了数据分析与可视化的首选语言。本文将通过一个详细的案例,带领大家学习如何使用Python进行数据分析,并通过可视化来直观呈现分析结果。一、环境准备1.1安装必要库在开始数据分析和可视化之前,我们需要安装一些常用的库。主要包括pandas、numpy、matplotlib和seaborn等。这些库分别用于数据处理、数学
- 《庄子.达生9》
钱江潮369
【原文】孔子观于吕梁,县水三十仞,流沫四十里,鼋鼍鱼鳖之所不能游也。见一丈夫游之,以为有苦而欲死也,使弟子并流而拯之。数百步而出,被发行歌而游于塘下。孔子从而问焉,曰:“吾以子为鬼,察子则人也。请问,‘蹈水有道乎’”曰:“亡,吾无道。吾始乎故,长乎性,成乎命。与齐俱入,与汩偕出,从水之道而不为私焉。此吾所以蹈之也。”孔子曰:“何谓始乎故,长乎性,成乎命?”曰:“吾生于陵而安于陵,故也;长于水而安于
- Python中os.environ基本介绍及使用方法
鹤冲天Pro
#Pythonpython服务器开发语言
文章目录python中os.environos.environ简介os.environ进行环境变量的增删改查python中os.environ的使用详解1.简介2.key字段详解2.1常见key字段3.os.environ.get()用法4.环境变量的增删改查和判断是否存在4.1新增环境变量4.2更新环境变量4.3获取环境变量4.4删除环境变量4.5判断环境变量是否存在python中os.envi
- 水泥质量纠纷案代理词
徐宝峰律师
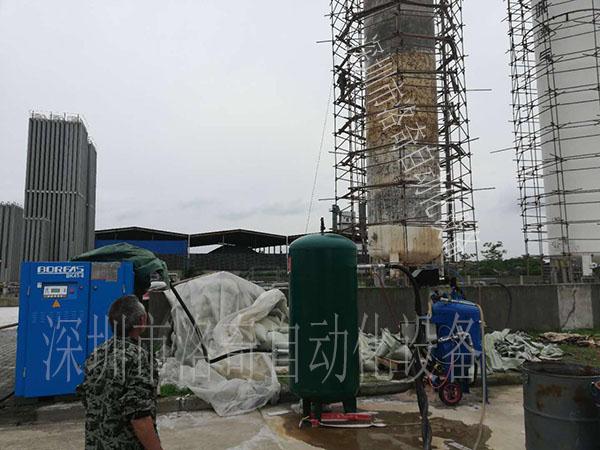
贵州领航建设有限公司诉贵州纳雍隆庆乌江水泥有限公司产品质量纠纷案代理词尊敬的审判长、审判员:贵州千里律师事务所接受被告贵州纳雍隆庆乌江水泥有限公司的委托,指派我担任其诉讼代理人,参加本案的诉讼活动。下面,我结合本案事实和相关法律规定发表如下代理意见,供合议庭评议案件时参考:原告应当举证证明其遭受的损失与被告生产的水泥质量的因果关系。首先水泥是一种粉状水硬性无机胶凝材料。加水搅拌后成浆体,能在空气中
- 腾讯云技术深度探索:构建高效云原生微服务架构
我的运维人生
云原生架构腾讯云运维开发技术共享
腾讯云技术深度探索:构建高效云原生微服务架构在当今快速发展的技术环境中,云原生技术已成为企业数字化转型的关键驱动力。腾讯云作为行业领先的云服务提供商,不断推出创新的产品和技术,助力企业构建高效、可扩展的云原生微服务架构。本文将深入探讨腾讯云在微服务领域的最新进展,并通过一个实际案例展示如何在腾讯云平台上构建云原生应用。腾讯云微服务架构概览腾讯云微服务架构基于云原生理念,旨在帮助企业快速实现应用的容
- Pyecharts数据可视化大屏:打造沉浸式数据分析体验
我的运维人生
信息可视化数据分析数据挖掘运维开发技术共享
Pyecharts数据可视化大屏:打造沉浸式数据分析体验在当今这个数据驱动的时代,如何将海量数据以直观、生动的方式展现出来,成为了数据分析师和企业决策者关注的焦点。Pyecharts,作为一款基于Python的开源数据可视化库,凭借其丰富的图表类型、灵活的配置选项以及高度的定制化能力,成为了构建数据可视化大屏的理想选择。本文将深入探讨如何利用Pyecharts打造数据可视化大屏,并通过实际代码案例
- Python教程:一文了解使用Python处理XPath
旦莫
Python进阶python开发语言
目录1.环境准备1.1安装lxml1.2验证安装2.XPath基础2.1什么是XPath?2.2XPath语法2.3示例XML文档3.使用lxml解析XML3.1解析XML文档3.2查看解析结果4.XPath查询4.1基本路径查询4.2使用属性查询4.3查询多个节点5.XPath的高级用法5.1使用逻辑运算符5.2使用函数6.实战案例6.1从网页抓取数据6.1.1安装Requests库6.1.2代
- Google earth studio 简介
陟彼高冈yu
旅游
GoogleEarthStudio是一个基于Web的动画工具,专为创作使用GoogleEarth数据的动画和视频而设计。它利用了GoogleEarth强大的三维地图和卫星影像数据库,使用户能够轻松地创建逼真的地球动画、航拍视频和动态地图可视化。网址为https://www.google.com/earth/studio/。GoogleEarthStudio是一个基于Web的动画工具,专为创作使用G
- 基于社交网络算法优化的二维最大熵图像分割
智能算法研学社(Jack旭)
智能优化算法应用图像分割算法php开发语言
智能优化算法应用:基于社交网络优化的二维最大熵图像阈值分割-附代码文章目录智能优化算法应用:基于社交网络优化的二维最大熵图像阈值分割-附代码1.前言2.二维最大熵阈值分割原理3.基于社交网络优化的多阈值分割4.算法结果:5.参考文献:6.Matlab代码摘要:本文介绍基于最大熵的图像分割,并且应用社交网络算法进行阈值寻优。1.前言阅读此文章前,请阅读《图像分割:直方图区域划分及信息统计介绍》htt
- 509. 斐波那契数(每日一题)
lzyprime
lzyprime博客(github)创建时间:2021.01.04qq及邮箱:2383518170leetcode笔记题目描述斐波那契数,通常用F(n)表示,形成的序列称为斐波那契数列。该数列由0和1开始,后面的每一项数字都是前面两项数字的和。也就是:F(0)=0,F(1)=1F(n)=F(n-1)+F(n-2),其中n>1给你n,请计算F(n)。示例1:输入:2输出:1解释:F(2)=F(1)+
- DIV+CSS+JavaScript技术制作网页(旅游主题网页设计与制作)云南大理
STU学生网页设计
网页设计期末网页作业html静态网页html5期末大作业网页设计web大作业
️精彩专栏推荐作者主页:【进入主页—获取更多源码】web前端期末大作业:【HTML5网页期末作业(1000套)】程序员有趣的告白方式:【HTML七夕情人节表白网页制作(110套)】文章目录二、网站介绍三、网站效果▶️1.视频演示2.图片演示四、网站代码HTML结构代码CSS样式代码五、更多源码二、网站介绍网站布局方面:计划采用目前主流的、能兼容各大主流浏览器、显示效果稳定的浮动网页布局结构。网站程
- 特殊的拜年
飘雪的天堂
文/雪儿大年初一,家家户户没有了轰响的鞭炮声,大街上没有了人流涌动的喧闹,几乎看不到人影,变得冷冷清清。天刚亮不大会儿,村里的大喇叭响了起来:由于当前正值疾病高发期,流感流行的高峰期。同时,新型冠状病毒感染的肺炎进入第二波流行的上升期。为了自己和他人的健康安全着想,请大家尽量不要串门拜年,不要在街里走动。可以通过手机微信,视频,电话,信息拜年……今年的春节真是特别。禁止燃放鞭炮,烟花爆竹,禁止出村
- 高端密码学院笔记285
柚子_b4b4
高端幸福密码学院(高级班)幸福使者:李华第(598)期《幸福》之回归内在深层生命原动力基础篇——揭秘“激励”成长的喜悦心理案例分析主讲:刘莉一,知识扩充:成功=艰苦劳动+正确方法+少说空话。贪图省力的船夫,目标永远下游。智者的梦再美,也不如愚人实干的脚印。幸福早课堂2020.10.16星期五一笔记:1,重视和珍惜的前提是知道它的价值非常重要,当你珍惜了,你就真正定下来,真正的学到身上。2,大家需要
- 春季养肝正当时
dxn悟
重温快乐2023年2月4日立春。春天来了,春暖花开,小鸟欢唱,那在这样的季节我们如何养肝呢?自然界的春季对应中医五行的木,人体五脏肝属木,“木曰曲直”,是以树干曲曲直直地向上、向外伸长舒展的生发姿态,来形容具有生长、升发、条达、舒畅等特征的食物及现象。根据中医天人相应的理念,肝五行属木,喜条达,主疏泄,与春天相应,所以春天最适合养肝。养肝首先要少生气,因为肝喜条达恶抑郁。人体五志肝为怒,生气发怒最
- 关于城市旅游的HTML网页设计——(旅游风景云南 5页)HTML+CSS+JavaScript
二挡起步
web前端期末大作业javascripthtmlcss旅游风景
⛵源码获取文末联系✈Web前端开发技术描述网页设计题材,DIV+CSS布局制作,HTML+CSS网页设计期末课程大作业|游景点介绍|旅游风景区|家乡介绍|等网站的设计与制作|HTML期末大学生网页设计作业,Web大学生网页HTML:结构CSS:样式在操作方面上运用了html5和css3,采用了div+css结构、表单、超链接、浮动、绝对定位、相对定位、字体样式、引用视频等基础知识JavaScrip
- HTML网页设计制作大作业(div+css) 云南我的家乡旅游景点 带文字滚动
二挡起步
web前端期末大作业web设计网页规划与设计htmlcssjavascriptdreamweaver前端
Web前端开发技术描述网页设计题材,DIV+CSS布局制作,HTML+CSS网页设计期末课程大作业游景点介绍|旅游风景区|家乡介绍|等网站的设计与制作HTML期末大学生网页设计作业HTML:结构CSS:样式在操作方面上运用了html5和css3,采用了div+css结构、表单、超链接、浮动、绝对定位、相对定位、字体样式、引用视频等基础知识JavaScript:做与用户的交互行为文章目录前端学习路线
- python八股文面试题分享及解析(1)
Shawn________
python
#1.'''a=1b=2不用中间变量交换a和b'''#1.a=1b=2a,b=b,aprint(a)print(b)结果:21#2.ll=[]foriinrange(3):ll.append({'num':i})print(11)结果:#[{'num':0},{'num':1},{'num':2}]#3.kk=[]a={'num':0}foriinrange(3):#0,12#可变类型,不仅仅改变
- MYSQL面试系列-04
king01299
面试mysql面试
MYSQL面试系列-0417.关于redolog和binlog的刷盘机制、redolog、undolog作用、GTID是做什么的?innodb_flush_log_at_trx_commit及sync_binlog参数意义双117.1innodb_flush_log_at_trx_commit该变量定义了InnoDB在每次事务提交时,如何处理未刷入(flush)的重做日志信息(redolog)。它
- Kafka 消息丢失如何处理?
架构文摘JGWZ
学习
今天给大家分享一个在面试中经常遇到的问题:Kafka消息丢失该如何处理?这个问题啊,看似简单,其实里面藏着很多“套路”。来,咱们先讲一个面试的“真实”案例。面试官问:“Kafka消息丢失如何处理?”小明一听,反问:“你是怎么发现消息丢失了?”面试官顿时一愣,沉默了片刻后,可能有点不耐烦,说道:“这个你不用管,反正现在发现消息丢失了,你就说如何处理。”小明一头雾水:“问题是都不知道怎么丢的,处理起来
- 走向以教育叙事为载体的教育叙事研究
666小飞鱼
今天我读了吴松超老师的《给教师的68条建写作建议》中的第23条《如何通过教育叙事走向研究》,吴老师在文中与我们分享了一个德育案例,这是一个反面的案例,意在告知我们在处理问题时,不能就考虑的点太窄,思考要全面。走向教育叙事研究,教师要有敏锐的“感知力”,这个感知力来自于背后专业知识的支撑,思维能力以及广阔的视野和见识等。所以对于同一件事处理方法不同,这个就是教师背后“敏锐力”的不同造成的,也就是说是
- 2023-10-22
奥雷里亚诺第n
昨天在B站看到关于猫喜欢挠人的视频,视频教导说猫挠人的话就抓住它的后脖颈然后用手打打挠人的那个爪子。视频本身没什么,但评论区却炸开了锅(真是符合挑食者厌食心理)。令我印象最深刻的一个甚至上升到了关于我是谁这种终极问题。它说,猫就是畜生,它挠人就打它别惯着它,反正我六道轮回成了人就应该保持人的高贵,谁都别想来打破。我顿时汗颜,但看到下面全是类似的言论只不过后面的理由各有不同,本来想骂人的心都凉了一半
- node.js学习
小猿L
node.jsnode.js学习vim
node.js学习实操及笔记温故node.js,node.js学习实操过程及笔记~node.js学习视频node.js官网node.js中文网实操笔记githubcsdn笔记为什么学node.js可以让别人访问我们编写的网页为后续的框架学习打下基础,三大框架vuereactangular离不开node.jsnode.js是什么官网:node.js是一个开源的、跨平台的运行JavaScript的运行
- CX8836:小体积大功率升降压方案推荐(附Demo设计指南)
诚芯微科技
社交电子
CX8836是一颗同步四开关单向升降压控制器,在4.5V-40V宽输入电压范围内稳定工作,持续负载电流10A,能够在输入高于或低于输出电压时稳定调节输出电压,可适用于USBPD快充、车载充电器、HUB、汽车启停系统、工业PC电源等多种升降压应用场合,为大功率TYPE-CPD车载充电器提供最优解决方案。提供CX8836Demo测试、CX8836样品申请及CX8836方案开发技术支持。CX8836同升
- Rust基础知识
GRKF15
rust开发语言后端
1.Rust语言简介1.1基础语法变量声明:let关键字用于声明变量,可以指定或不指定类型,如leta=10;和letmutc=30i32;。函数定义:使用fn关键字定义函数,并指定参数类型及返回类型,如fnadd(i:i32,j:i32)->i32{i+j}。控制流:包括if、else等,控制语句后需要使用;来结束语句。1.2数据类型整数类型:i8、i16、i32、i64、i128,以及无符号的
- 想家,想念家乡的四季
三妹杨敏
不知道,为什么,这次我回自己出生地—老家,反倒有了一种出差走亲戚的感觉。人啊,出来得久了,就生分了。就不再那么心贴着心脸对着脸了。需要时间,需要机缘,需要我们再重新把自己的思维重置一遍,你才能够转得回这个弯儿的。最好的转弯儿,不是说教,也不是余旧,都有些治标不治本。真正管用的东西,只有一样。也简单。一个字:吃。吃一顿家乡的饭,喝一口家乡的水,听一听那浓重得有些陌生的乡音,心就回来了。心回来,人才算
- [星球大战]阿纳金的背叛
comsci
本来杰迪圣殿的长老是不同意让阿纳金接受训练的.........
但是由于政治原因,长老会妥协了...这给邪恶的力量带来了机会
所以......现代的地球联邦接受了这个教训...绝对不让某些年轻人进入学院
- 看懂它,你就可以任性的玩耍了!
aijuans
JavaScript
javascript作为前端开发的标配技能,如果不掌握好它的三大特点:1.原型 2.作用域 3. 闭包 ,又怎么可以说你学好了这门语言呢?如果标配的技能都没有撑握好,怎么可以任性的玩耍呢?怎么验证自己学好了以上三个基本点呢,我找到一段不错的代码,稍加改动,如果能够读懂它,那么你就可以任性了。
function jClass(b
- Java常用工具包 Jodd
Kai_Ge
javajodd
Jodd 是一个开源的 Java 工具集, 包含一些实用的工具类和小型框架。简单,却很强大! 写道 Jodd = Tools + IoC + MVC + DB + AOP + TX + JSON + HTML < 1.5 Mb
Jodd 被分成众多模块,按需选择,其中
工具类模块有:
jodd-core &nb
- SpringMvc下载
120153216
springMVC
@RequestMapping(value = WebUrlConstant.DOWNLOAD)
public void download(HttpServletRequest request,HttpServletResponse response,String fileName) {
OutputStream os = null;
InputStream is = null;
- Python 标准异常总结
2002wmj
python
Python标准异常总结
AssertionError 断言语句(assert)失败 AttributeError 尝试访问未知的对象属性 EOFError 用户输入文件末尾标志EOF(Ctrl+d) FloatingPointError 浮点计算错误 GeneratorExit generator.close()方法被调用的时候 ImportError 导入模块失
- SQL函数返回临时表结构的数据用于查询
357029540
SQL Server
这两天在做一个查询的SQL,这个SQL的一个条件是通过游标实现另外两张表查询出一个多条数据,这些数据都是INT类型,然后用IN条件进行查询,并且查询这两张表需要通过外部传入参数才能查询出所需数据,于是想到了用SQL函数返回值,并且也这样做了,由于是返回多条数据,所以把查询出来的INT类型值都拼接为了字符串,这时就遇到问题了,在查询SQL中因为条件是INT值,SQL函数的CAST和CONVERST都
- java 时间格式化 | 比较大小| 时区 个人笔记
7454103
javaeclipsetomcatcMyEclipse
个人总结! 不当之处多多包含!
引用 1.0 如何设置 tomcat 的时区:
位置:(catalina.bat---JAVA_OPTS 下面加上)
set JAVA_OPT
- 时间获取Clander的用法
adminjun
Clander时间
/**
* 得到几天前的时间
* @param d
* @param day
* @return
*/
public static Date getDateBefore(Date d,int day){
Calend
- JVM初探与设置
aijuans
java
JVM是Java Virtual Machine(Java虚拟机)的缩写,JVM是一种用于计算设备的规范,它是一个虚构出来的计算机,是通过在实际的计算机上仿真模拟各种计算机功能来实现的。Java虚拟机包括一套字节码指令集、一组寄存器、一个栈、一个垃圾回收堆和一个存储方法域。 JVM屏蔽了与具体操作系统平台相关的信息,使Java程序只需生成在Java虚拟机上运行的目标代码(字节码),就可以在多种平台
- SQL中ON和WHERE的区别
avords
SQL中ON和WHERE的区别
数据库在通过连接两张或多张表来返回记录时,都会生成一张中间的临时表,然后再将这张临时表返回给用户。 www.2cto.com 在使用left jion时,on和where条件的区别如下: 1、 on条件是在生成临时表时使用的条件,它不管on中的条件是否为真,都会返回左边表中的记录。
- 说说自信
houxinyou
工作生活
自信的来源分为两种,一种是源于实力,一种源于头脑.实力是一个综合的评定,有自身的能力,能利用的资源等.比如我想去月亮上,要身体素质过硬,还要有飞船等等一系列的东西.这些都属于实力的一部分.而头脑不同,只要你头脑够简单就可以了!同样要上月亮上,你想,我一跳,1米,我多跳几下,跳个几年,应该就到了!什么?你说我会往下掉?你笨呀你!找个东西踩一下不就行了吗?
无论工作还
- WEBLOGIC事务超时设置
bijian1013
weblogicjta事务超时
系统中统计数据,由于调用统计过程,执行时间超过了weblogic设置的时间,提示如下错误:
统计数据出错!
原因:The transaction is no longer active - status: 'Rolling Back. [Reason=weblogic.transaction.internal
- 两年已过去,再看该如何快速融入新团队
bingyingao
java互联网融入架构新团队
偶得的空闲,翻到了两年前的帖子
该如何快速融入一个新团队,有所感触,就记下来,为下一个两年后的今天做参考。
时隔两年半之后的今天,再来看当初的这个博客,别有一番滋味。而我已经于今年三月份离开了当初所在的团队,加入另外的一个项目组,2011年的这篇博客之后的时光,我很好的融入了那个团队,而直到现在和同事们关系都特别好。大家在短短一年半的时间离一起经历了一
- 【Spark七十七】Spark分析Nginx和Apache的access.log
bit1129
apache
Spark分析Nginx和Apache的access.log,第一个问题是要对Nginx和Apache的access.log文件进行按行解析,按行解析就的方法是正则表达式:
Nginx的access.log解析正则表达式
val PATTERN = """([^ ]*) ([^ ]*) ([^ ]*) (\\[.*\\]) (\&q
- Erlang patch
bookjovi
erlang
Totally five patchs committed to erlang otp, just small patchs.
IMO, erlang really is a interesting programming language, I really like its concurrency feature.
but the functional programming style
- log4j日志路径中加入日期
bro_feng
javalog4j
要用log4j使用记录日志,日志路径有每日的日期,文件大小5M新增文件。
实现方式
log4j:
<appender name="serviceLog"
class="org.apache.log4j.RollingFileAppender">
<param name="Encoding" v
- 读《研磨设计模式》-代码笔记-桥接模式
bylijinnan
java设计模式
声明: 本文只为方便我个人查阅和理解,详细的分析以及源代码请移步 原作者的博客http://chjavach.iteye.com/
/**
* 个人觉得关于桥接模式的例子,蜡笔和毛笔这个例子是最贴切的:http://www.cnblogs.com/zhenyulu/articles/67016.html
* 笔和颜色是可分离的,蜡笔把两者耦合在一起了:一支蜡笔只有一种
- windows7下SVN和Eclipse插件安装
chenyu19891124
eclipse插件
今天花了一天时间弄SVN和Eclipse插件的安装,今天弄好了。svn插件和Eclipse整合有两种方式,一种是直接下载插件包,二种是通过Eclipse在线更新。由于之前Eclipse版本和svn插件版本有差别,始终是没装上。最后在网上找到了适合的版本。所用的环境系统:windows7JDK:1.7svn插件包版本:1.8.16Eclipse:3.7.2工具下载地址:Eclipse下在地址:htt
- [转帖]工作流引擎设计思路
comsci
设计模式工作应用服务器workflow企业应用
作为国内的同行,我非常希望在流程设计方面和大家交流,刚发现篇好文(那么好的文章,现在才发现,可惜),关于流程设计的一些原理,个人觉得本文站得高,看得远,比俺的文章有深度,转载如下
=================================================================================
自开博以来不断有朋友来探讨工作流引擎该如何
- Linux 查看内存,CPU及硬盘大小的方法
daizj
linuxcpu内存硬盘大小
一、查看CPU信息的命令
[root@R4 ~]# cat /proc/cpuinfo |grep "model name" && cat /proc/cpuinfo |grep "physical id"
model name : Intel(R) Xeon(R) CPU X5450 @ 3.00GHz
model name :
- linux 踢出在线用户
dongwei_6688
linux
两个步骤:
1.用w命令找到要踢出的用户,比如下面:
[root@localhost ~]# w
18:16:55 up 39 days, 8:27, 3 users, load average: 0.03, 0.03, 0.00
USER TTY FROM LOGIN@ IDLE JCPU PCPU WHAT
- 放手吧,就像不曾拥有过一样
dcj3sjt126com
内容提要:
静悠悠编著的《放手吧就像不曾拥有过一样》集结“全球华语世界最舒缓心灵”的精华故事,触碰生命最深层次的感动,献给全世界亿万读者。《放手吧就像不曾拥有过一样》的作者衷心地祝愿每一位读者都给自己一个重新出发的理由,将那些令你痛苦的、扛起的、背负的,一并都放下吧!把憔悴的面容换做一种清淡的微笑,把沉重的步伐调节成春天五线谱上的音符,让自己踏着轻快的节奏,在人生的海面上悠然漂荡,享受宁静与
- php二进制安全的含义
dcj3sjt126com
PHP
PHP里,有string的概念。
string里,每个字符的大小为byte(与PHP相比,Java的每个字符为Character,是UTF8字符,C语言的每个字符可以在编译时选择)。
byte里,有ASCII代码的字符,例如ABC,123,abc,也有一些特殊字符,例如回车,退格之类的。
特殊字符很多是不能显示的。或者说,他们的显示方式没有标准,例如编码65到哪儿都是字母A,编码97到哪儿都是字符
- Linux下禁用T440s,X240的一体化触摸板(touchpad)
gashero
linuxThinkPad触摸板
自打1月买了Thinkpad T440s就一直很火大,其中最让人恼火的莫过于触摸板。
Thinkpad的经典就包括用了小红点(TrackPoint)。但是小红点只能定位,还是需要鼠标的左右键的。但是自打T440s等开始启用了一体化触摸板,不再有实体的按键了。问题是要是好用也行。
实际使用中,触摸板一堆问题,比如定位有抖动,以及按键时会有飘逸。这就导致了单击经常就
- graph_dfs
hcx2013
Graph
package edu.xidian.graph;
class MyStack {
private final int SIZE = 20;
private int[] st;
private int top;
public MyStack() {
st = new int[SIZE];
top = -1;
}
public void push(i
- Spring4.1新特性——Spring核心部分及其他
jinnianshilongnian
spring 4.1
目录
Spring4.1新特性——综述
Spring4.1新特性——Spring核心部分及其他
Spring4.1新特性——Spring缓存框架增强
Spring4.1新特性——异步调用和事件机制的异常处理
Spring4.1新特性——数据库集成测试脚本初始化
Spring4.1新特性——Spring MVC增强
Spring4.1新特性——页面自动化测试框架Spring MVC T
- 配置HiveServer2的安全策略之自定义用户名密码验证
liyonghui160com
具体从网上看
http://doc.mapr.com/display/MapR/Using+HiveServer2#UsingHiveServer2-ConfiguringCustomAuthentication
LDAP Authentication using OpenLDAP
Setting
- 一位30多的程序员生涯经验总结
pda158
编程工作生活咨询
1.客户在接触到产品之后,才会真正明白自己的需求。
这是我在我的第一份工作上面学来的。只有当我们给客户展示产品的时候,他们才会意识到哪些是必须的。给出一个功能性原型设计远远比一张长长的文字表格要好。 2.只要有充足的时间,所有安全防御系统都将失败。
安全防御现如今是全世界都在关注的大课题、大挑战。我们必须时时刻刻积极完善它,因为黑客只要有一次成功,就可以彻底打败你。 3.
- 分布式web服务架构的演变
自由的奴隶
linuxWeb应用服务器互联网
最开始,由于某些想法,于是在互联网上搭建了一个网站,这个时候甚至有可能主机都是租借的,但由于这篇文章我们只关注架构的演变历程,因此就假设这个时候已经是托管了一台主机,并且有一定的带宽了,这个时候由于网站具备了一定的特色,吸引了部分人访问,逐渐你发现系统的压力越来越高,响应速度越来越慢,而这个时候比较明显的是数据库和应用互相影响,应用出问题了,数据库也很容易出现问题,而数据库出问题的时候,应用也容易
- 初探Druid连接池之二——慢SQL日志记录
xingsan_zhang
日志连接池druid慢SQL
由于工作原因,这里先不说连接数据库部分的配置,后面会补上,直接进入慢SQL日志记录。
1.applicationContext.xml中增加如下配置:
<bean abstract="true" id="mysql_database" class="com.alibaba.druid.pool.DruidDataSourc