随着航空航天、液压、通讯、微特电子、医疗器械等行业的迅速发展,许多高精度、多批量、外形复杂的小型精密复合零件的车铣复合加工给机械制造业提出了很大的挑战。传统的数控加工方法和加工工艺已经无法满足多样化、个性化、异形化加工的需求,制造业正在朝着高效、精密、复合的方向快速发展。
针对这类零件的特点,国内大部分企业都采用改善设备性能和设计新型加工工艺的方法来满足加工需求、提高生产效率。本文以某典型复合型喷嘴零件为例,利用B0326-II精密自动车床的特点和优势,从刀具选择、加工工艺制定、关键加工路线设计以及试加工问题分析等方面着手,进行了深入的加工技术研究,解决了这类零件批量大、效率低、难加工的难题。
1.零件加工工艺分析
零件技术要求
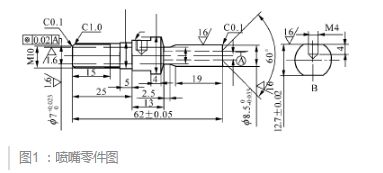
图1为某医疗器械中的喷嘴零件,月产20000件,材料为不锈钢1Cr18Ni9Ti,属于难加工材料;该零件的加工要素较多,包括车削外圆、螺纹;铣削扁平面;钻削中心孔和底孔;镗削孔;攻螺纹等。此外,零件尺寸精度和表面粗糙度要求较高,并有两端孔同轴度要求为0.02mm。
综合以上分析,该零件的加工难点在于保证外圆和内孔的尺寸精度、两个内孔的同轴度要求以及批量化生产。
零件加工工艺
B0326-II精密自动车床是以车为主,同时兼备钻孔、雕刻、铣槽、铣齿、攻丝、铰孔等多工艺复合加工的精密机床,具有C轴和Y轴分度功能,能进行径向平面铣削、钻孔、攻丝等工艺。其双主轴控制系统能实现主轴侧加工完背轴自动定位接料,有效解决工件掉头造成的效率和精度低的问题。
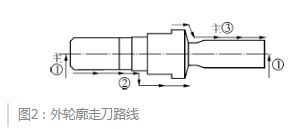
如图2所示,根据机床特点,设计零件外轮廓加工路线:主轴侧①车端面→②车外圆至39mm处→③车外圆至65.1mm处→背轴侧车端面。
根据以上分析,对喷嘴零件的加工工艺设计如表1所示。
2.关键工序加工设计
左侧孔加工
左侧孔加工时,安排在主轴侧T31-T35五孔刀座上进行,五孔刀座布局紧凑,可减少刀具空走刀的时间,加工效率较高。
孔Φ7精度要求较高,采用镗削加工,孔深38mm属于深孔加工,其难点在于钻底孔过程中钻头切削区域的冷却以及排屑问题,采用高压油冷却以及G83啄钻的方式进行,可有效避免钻头崩断和切屑缠绕。
具体步骤:首先用Φ6中心钻钻削约2mm的中心孔,深度不能过浅,否则孔口倒角会有毛刺;然后用Φ5.8钻头钻孔,单边留0.5mm左右加工余量,由于零件材料硬度较大,应在该过程去除大部分余量,并开启高压油冷却;最后通过镗孔保证孔尺寸精度,采用高转速低进给模式进行切削,选用S25.0G-SVNR12SN镗刀杆,刀片型号VNBR0620-01,主轴转速3000r/min,切削深度ap=0.25mm,进给量f=0.02mm/r。
车外圆至39mm处
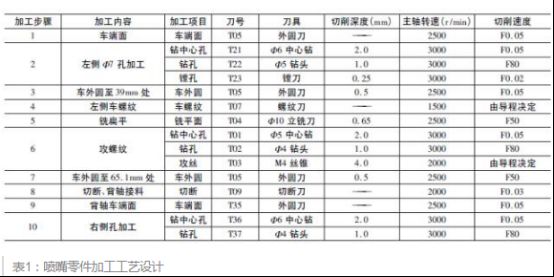
此工步为外轮廓加工,重点考虑如何提高加工效率以及保证表面质量。综合考虑零件的结构特点以及材料性能。走刀路线设计如图3所示,此工步〖LL〗〖JP2〗分三次加工完成,前两次采用G90矩形走刀路线去除大部分余量,第三次完成精加工。
执行第一次矩形加工路线时加工至A点,每次切深0.5mm,进给速度0.05mm/r,分三刀完成;执行第二次矩形加工路线时加工至B点,每次切深0.3mm,进给速度0.03mm/r,分四刀完成;最后一次精加工时切削深度为0.1mm,进给速度0.01mm/r。此工步选用京瓷SCLCR1616H-12外圆刀,刀片型号CCGT09T304M,零件表面质量较好。
左侧车螺纹
由于M10螺纹需与其它医疗器械零部件配合,要求控制螺纹中径,粗糙度值达到Ra0.8。
为满足要求,分三步进行螺纹车削:第一步外圆刀将大径多车0.2mm;第二步螺纹车削首次完成后,再次调用外圆刀沿螺纹表面车削,去除顶端毛刺,但此时会将毛刺往牙底方向压;第三步用螺纹刀沿螺纹车削的最后两刀再车削一遍,去除第二步压向牙底方向的毛刺。
铣扁
平面铣削主要利用B0326-II精密自动车床的主轴C轴分度功能,有效解决二次装夹问题。该工步总的铣削层厚度2.3mm,可选用直径大的立铣刀以提高加工效率。
根据分析选择直径Φ10立铣刀,主轴制动后,分三次铣削,第一次铣削深度0.65mm,第二次铣削深度0.65mm,第三次铣削深度0.35mm,每次铣削进给速度50mm/min,一边加工完后C轴分度180°铣削另外一边。平面铣削结束后,平面的外端会有毛刺外翻,此时宜采用外圆刀沿Φ13外圆去毛刺,效果较好。
车外圆至65.1mm处
此处外圆车削的难点在于C区域呈凹槽状,限制刀具角度,不容易下刀,采用常规外圆刀具车削容易干涉和崩刃,并且凹槽处表面质量较差。
所以此处车削分三次进行,走刀路线见图4,第一次选择3mm刀宽的切槽刀切到凹槽的最底处留有0.1mm精加工余量,沿着路线1进刀,为下一步的车削提供下刀空间;第二次选择常规90°外圆车刀,沿路线2进刀,按照G90矩形路线加工,此次共去除6.4mm余量;第三次选用后扫刀沿路线3进行精加工,由于凹槽处空间较小,90°外圆刀副切削刀刃容易干涉,采用后扫刀可以有效解决该问题,并且能够保证凹槽底部的粗糙度值。

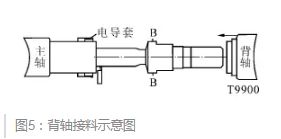
背轴接料钻孔
如图5所示,主轴侧所有加工完成后,将切断刀定位到切断位置,背轴与主轴对中,背轴T9900沿主轴方向B-B处夹持,主背轴同时旋转,大大增加了刚性。切断后背轴接料,利用背轴侧T35、T36、T37刀具进行车端面和钻孔。背轴自动定位到与主轴同心位置夹持,避免了再次装夹造成的同轴度误差,保证了孔Φ7和Φ4同轴度要求,解决了该零件同轴度加工难题。
3.试加工问题分析
加工工艺拟定后进行了程序编制,经过反复的仿真验证后,零件首次试加工出现了Φ7孔底部有毛刺上翻、Φ4孔口无60°倒角、Φ7孔深度偏差等问题。
该零件中Φ7孔尺寸精度和表面质量较高,Φ5钻头钻削到孔底时,由于挤压造成切屑未能及时排出,导致孔底毛刺上翻,影响零件质量。反复试验后作如下调整:当钻头钻削到孔底时,钻头不直接退出,沿着孔上抬0.1mm,然后延时0.2s(即G04U0.2)再离开孔底,可去除上翻毛刺。
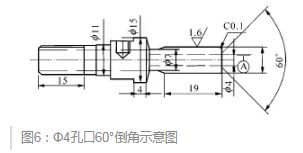
如图6所示,Φ4孔口倒角由Φ6中心钻加工而成,孔口无倒角判断为中心孔钻得太深,已经超过中心钻底部60°的锥面,在背轴侧T36磨损补偿+0.5即可解决该问题。
首件产品检测时发现Φ7孔深度为37.8mm,与实际尺寸小0.2mm,分析原因主要是主轴侧T23镗刀对刀时出现了偏差。在主轴侧T23镗刀重新精确对刀,并在T23磨损补偿输入+0.2,经过反复调试,喷嘴零件满足验收要求,加工实物见图7。

4.小结
喷嘴零件调试成功后,机床配备自动送料机,将送料、加工、接料、吐料完全自动化,实现了月产20000件的加工需求,解决了现代制造过程中出现的小型化、多品种、大批量、高精度的难题。
通过研究B0326-II精密自动车床小型复合轴零件的加工技术,为新型车铣复合加工工艺的推广提供技术依据,也为加工同类零件提供了借鉴和参考。
以上文章由西域机电(www.ehsy.com)提供