- 「Trading星周二」 Space精华回顾 | 牛市启动倒计时?五大关键议题激辩与未来展望
web3区块链比特币
作者:Trading星周二文/TechubNewsPeter一、活动背景:牛市迷雾下的深度思辨3月10日晚,由TechubNews主办的「Trading星周二」第二期Space活动引发行业热议。在比特币经历从9.3万美元高位回撤至8万美元的剧烈波动后,市场情绪陷入焦灼:“牛市还在吗?何时迎来狂暴大牛?”本期活动由TechubNews创始人Alma与Web3华语知名主持人茄哥联合主持,特邀头部买方机
- Pytorch实现论文:利用推土机距离与梯度惩罚在ACGAN中训练。
这张生成的图像能检测吗
优质GAN模型训练自己的数据集pytorch人工智能深度学习gan机器学习生成对抗网络
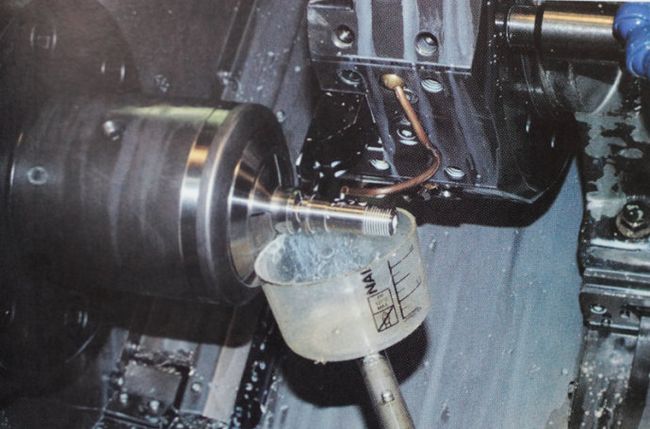
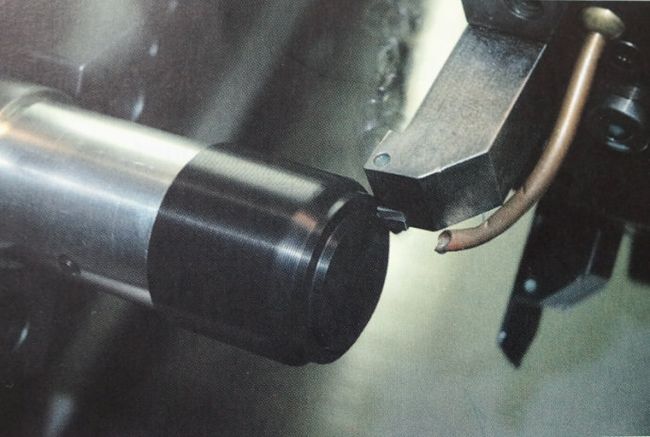
论文简介论文:ACWGAN-GPformillingtoolbreakagemonitoringwithimbalanceddata(ACWGAN-GP用于铣削工具断裂监视的数据不平衡数据)出处:RoboticsandComputer-IntegratedManufacturing论文摘要:铣削操作过程中的刀具破损监测(TBM)对于确保工件质量和最大限度减少经济损失至关重要。在训练数据充足、分布均
- 【C语言】第二期——运算符与表达式
USER_A001
C语言c语言
目录1算术运算符1.1加减乘除取余1.2a++与++a的区别1.3优先级2赋值运算符2.1复杂的赋值运算3关系运算符4逻辑运算符4.1逻辑与运算短路4.2逻辑或运算符5条件运算符(三元运算符)与条件表达式6特殊运算符6.1求字节数运算符(sizeof)6.2强制类型转换运算符7进制(位运算符前言)7.1C语言进制介绍7.2不同进制的表示7.2.1二进制7.2.2八进制7.2.3十六进制7.3不同进
- C++病毒(^_^|)(2)
饼干帅成渣
c++开发语言
第二期声明:仅供损害电脑,不得用于非法。损坏电脑,作者一律不负责。此作为作者原创,转载请经过同意。直接上代码#include#includeusingnamespacestd;HHOOKg_hHook;voidlrud(intn=1){if(n==1){keybd_event(VK_CONTROL,0,0,0);keybd_event(VK_MENU,0,0,0);keybd_event(VK_L
- RAG私域问答场景升级版方案(第二期方案)[2]:工业级别构建私域问答(业务问题、性能问题、安全成本问题等详细解决方案)
汀、人工智能
LLM工业级落地实践人工智能AIAgent智能体多智能体智能问答系统RAG智能问答
RAG私域问答场景升级版方案(第二期方案)[2]:工业级别构建私域问答(业务问题、性能问题、安全成本问题等详细解决方案)第一期方案参考:RAG私域问答场景整体夏详细方案(第一期方案)[1]:工业级别构建私域问答(知识处理、知识召回排序、搜索问答模块)1.第二期方案改进介绍根据业界DIFY、扣子、MaxKB等AI应用开发平台,LlamaIndex、LangChain等RAG技术,确定将以下方面作为R
- 中国城商行信贷业务数仓建设白皮书(第二期:信贷主题域建模)
abxzq19870214
金融系统架构金融大数据数据仓库数据库hive
一、信贷业务主题域设计方法论1.1四维建模体系采用"AARRR+T"模型构建信贷数据关系网: ┌───────────┐ │客户获取 │ │(Acquisition)←───┐ └─────┬─────┘ │ ↓ │┌─────────────────┐││贷前评估 │││(Activation) ││└─────┬─────┐ ││ │ └──────┘│ ↓
- 2月12日原神新版本即将上线 全新角色梦见月瑞希登场
雷电云手机
游戏
在原神这款游戏中,2月12日即将上线5.4新版本【梦间见月明】,更有全新角色、全新活动等精彩内容,今天就给大家介绍一下。一、全新祈愿1.第一期角色活动祈愿:新角色【梦见月瑞希(风)】和复刻角色希格雯(水)2.第二期角色活动祈愿:芙宁娜(水)、莱欧斯利(冰)也将开启限定UP池。二、全新武器1.全新五星武器【法器·寝正月初晴】是梦见月瑞希的专武,如果想让梦见月瑞希做队伍主力,就可以抓住机会进行抽取。2
- 深圳杯数学建模挑战赛2024B题思路+论文+代码
小驴数模
数学建模
批量工件并行切割下料问题板材切割下料是工程机械领域重要的生产环节。热切割机由固定板材的底部轨道和发出激光(或火焰)的多刀具系统构成。在一块板材下料过程中,底部轨道(下面简称轨道)只能沿着板材的长边(纵向)做来回移动,移动速度可在区间[-80,80]mm/s上连续变化;多把切割刀排列在平行于板材短边的一条直线上,每一把切割刀具可以在保持至少100(mm)相互间距和横向次序下做独立(方向和速度都可不一
- Android Studio:视图绑定的岁月变迁(2/100)
剑客狼心
android视图绑定
一、博文导读本文是基于AndroidStudio真实项目,通过解析源码了解真实应用场景,写文的视角和读者是同步的,想到看到写到,没有上帝视角。前期回顾,本文是第二期。privateUnbindermUnbinder;只是声明了一个接口类型的变量,并没有直接实例化。二、Unbinder接口这个Unbinder接口通常出现在基于依赖注入框架的Android开发中,例如ButterKnife,用于解绑视
- 数据结构(Java版)第二期:包装类和泛型
手握风云-
数据结构(Java版)数据结构java开发语言
目录一、包装类1.1.基本类型和对应的包装类1.2.装箱和拆箱1.3.自动装箱和自动拆箱二、泛型的概念三、引出泛型3.1.语法规则3.2.泛型的优点四、类型擦除4.1.擦除的机制五、泛型的上界5.1.泛型的上界的定义5.2.语法规则六、泛型方法6.1.定义语法6.2.交换方法的实例七、通配符包装类和泛型我们在Java语法中,我们在基本数据类型里面涉及过,但是我们在语法里面用不到,而在数据结构里面我
- 第二期心理咨询师培训 第1组分享第八天
张云511
学会与问题共存—事情不会只有一个面读完本节,印象最深的点就是“扩大白色而非消灭黑色”。其实在班级管理中也是一样,我们暂时不要着急去消灭问题,而是注意学生哪些方面很不错,值得我们去扩大,我们要发现学生的资源与潜力,从正向的意义出发,发挥滴水穿石的力量,让一个个小改变汇集出巨大的改变!调整看事情的角度,不把生活问题扩大,是我们学习“与问题共存”的重要一步。换个角度看问题,会改变自己,也会感动别人!这样
- 好习惯和坏习惯
炫舞阳光
好习惯和坏习惯文/炫舞阳光生活中有很多细节,可以体现出一个人的习惯。好的习惯让人保持清晰的头脑,坏的习惯常常让人丢东忘西,头脑混沌。生活中,我喜欢整理东西。厨房里,锅碗瓢盆各样东西我习惯各就其位。案板、勺子、铲子和刀具我习惯性的挂起来。大大小小的碗和盘子,我习惯性的立在收纳柜里。每次轮到我在家做饭时,我习惯于一边使用,一边收拾和擦拭归位。做好饭时,台面干干净净。我想把这种习惯影响和传递给家人。然而
- 超过晚上9点不打卡和点评
别有余味
一开营宇彤老师就说到:点评导师们,为了让大家积极练习,你们能及时点评,每天晚上9点前打完卡,写不完作业的,点评官就不点评了。原因:声音学习,不同于演讲不同于写作,可以深夜耕耘,“深耕”。声音就得早早练,如果半夜练习,哪能放的开。邻居会同意吗?家人会同意吗?为了家庭,邻居和谐,深夜不练声。给大家养成好习惯在坚持星球第二期声音训练营打卡第5天,宇彤老师上午又在群里抛出要一个问题:“参加写作,演讲学习,
- 息县一中第二期心理咨询培训第四组分享第五天
bcf0473e009c
今天在组长的带领下我们一组6人在五楼小会议室进行了一次复盘学习,大家都发表了自己的学习心得,令我感触良多。经过第一次的学习,初次了解聚焦正向的含义,朱老师说的两句话让我印象很深“不以改变为目的,才有改变的机会”“关系大于方式,方式大于内容”遇到学生的问题时,不要想着上来就去改变他,对他的说教只会让他更加封闭自己,更不要想着会去改变他,要换种思维方式,试着把关系搞好,可以从兴趣爱好入手,打开他的内心
- 淘气马小跳。
随意_1d0f
丁文涛是马小跳班上的学习委员,天上的事和地上的事,没有他不知道的,人称小百科,他还是成语大王。厚厚一本(成语字典),他能背下来,说起来全部都是成语。在老师心目中,他是没有缺点的好学生,在家长心目中,他是听话的好孩子。在马小跳的心目中,他还是孩子的身体,可他的心不是一颗天真的心,而是一颗工于心计,不相信童话的大人心,所以,同学都叫他,小大人丁文涛。
- BACKGROUND ON THE ISSUE
Reiko丶
问题背景想想几个一般的标题,在这个标题下这个问题可能的分类。例如,如果问题涉及刑事调查,标题可能是“犯罪”、“犯罪学”、“警察”和一种或多种特定类型的犯罪,如“入室盗窃”。然后查阅好的百科全书的索引卷中的这些标题,如美国百科全书或大英百科全书。(美国有一个单独的索引卷。《大英百科全书》分为两组:大百科全书组和小百科全书组,大百科全书组包含关于有限数量的主题的详细文章,小百科全书组包含关于大量主题的
- 聪明花故事妈妈训练营【第二期】第8天/21 绘本阅读原创《变变变》
0a95133c0878
儿子午睡都不肯起来,晚上又睡不着,下午为了吸引他起床,说:“我们要读绘本,里面颜色会魔术,会变变变哦!”估计是之前玩颜料他特别喜欢,一骨碌就爬了起来!说干就干,拿绘本、颜料以及色盘,小子迅速挤出颜料,每次都挤很多,妈妈心里在滴血(都是钱啊,陪伴是需要金钱支持的,这句话一点毛病没有)。图片发自App第一步,沾下右边的黄色,他在妈妈指导下沾了摁在纸上。接下来沾蓝色,摁到黄色颜色上,看看变了没有?哇,变
- 李兰迪现中戏艺考肤白貌美,水嫩肌肤助你提升颜值
美牙护肤小百科
看到李兰迪参加中戏艺考的照片真是美翻了,穿一身白色的羽绒服,扎着一个马尾辫,看起来超可爱。拥有水嫩肌肤是不是颜值爆棚呢。今天“美牙护肤小百科”带你分享拥有水嫩肌肤的小妙招。想要肌肤水嫩这样喝水是关键我们会花很多时间在晚上进行护肤,以为晚上是最佳的护肤时间,很多爱美的朋友都知道要对自己的肌肤补水保湿。但是效果不是很理想,那是因为补水的方法没有用对。经过一晚上的睡眠,人体皮肤在这个过程中会蒸掉大量的水
- 【战盟第二期智家集训班】
房康
沈阳-有住-浑南店-房康12月6日一、学习总结:1.今天的主要学习内容是上午刘总给我们讲解了未来的发展方向和一些未来的机遇,让我对做海尔智家更有信心,山丽丽老师讲解的企业文化也让我讲解到我们海尔是一个非常诚信的企业和为用户着想的企业只有这样企业才能做的更大更强走的更长远。蒋老师讲的卡萨帝品牌也让我了解到卡萨帝不单单是一件电器也是一件艺术品。2.通过下午的系统学习让我懂得了如何做一个合格的智家设计师
- 这份《演说之法》读书PPT,是否超越了樊登?
三爷PPT
大家好,11月13日三爷PPT举办了第二期《演说之法》读书笔记PPT作品征集大赛,截止今天为止我们收到了6份PPT作品。这一期考核的标准是模仿樊登写读书PPT的四种能力:1.像心理专家一样有同理心2.像咨询顾问一样有强大的逻辑思维3.像电影导演一样设计引人入胜的逻辑主线4.像农民一样注重干货产出没有看过樊登是如何制作读书笔记PPT的,请点文章《年利润过亿的樊登读书,居然是从写PPT开始的》。6份作
- 倒计时5天!“SMP-智谱AI大模型交叉学科基金”第二期持续申报中!数百万元现金或等额赞助支持...
AITIME论道
人工智能
点击蓝字关注我们AITIME欢迎每一位AI爱好者的加入!|本基金申报截止时间为2024年9月8日。随着人工智能和大模型技术的飞速发展,大模型技术在各个学科领域的应用已经展现出巨大的潜力和影响力。中国中文信息学会社会媒体处理专委会(http://www.cips-smp.org)联合北京智谱华章科技有限公司(以下简称“智谱AI”),共同推出“SMP-智谱AI大模型交叉学科基金”第二期。SMP-智谱A
- 有效的焦点之贴着走
幔利
焦点长期班第二期陈曼丽持续分享第68天20180606周三晴下午接了大宝放学,大宝就开始了我渴、我饿,我想吃汉堡。最近其实已经很不错了,放学零食几乎已经没有再吃。于是贴着他走:妈妈也渴了,我觉得那个旺旺碎冰冰应该很好吃,还有那个“到底是似雪糕还是是雪糕,好吃最重要”那个也应该很好吃。大宝似乎忘记了汉堡的事情,饶有兴致的和我聊起了哪个雪糕好吃。到家后为了满足旺旺碎冰冰的要求,提前约定,可以去超市看一
- 哪里不会点哪里?名校堂V6点读笔!!
菲琳麻麻
铛铛铛,今天又是拆快递的一天。原来是给柠檬粑粑给她买的名校堂V6点读笔。柠檬一看到这个可可爱爱的点读笔就被它的外观吸引了。里面还配套了不少东西呢。别看这个点读笔个头小小的,它的功能不少呢。✏️它上面三个按键,音乐,语音,和绘本。选择相应的按键就可以进入不同的板块啦。世面上热门的绘本都是点读的。里面还配套了一本双语认知小百科,中英文切换,让孩子可以轻松掌握。我家柠檬遇到不懂的就可以点读,蕞有趣的一点
- 300天之后
漆水河畔3
今天是我我参加第二期“一起写吧!”的第59天,是参与“一起写吧!”的第396天,一直觉得能坚持下来是一件值得骄傲的事情。可是最近却一直觉得有一种“心有余而力不足”的感觉,自从第一个挑战成功300天之后,我就对于要不要参加第二期犹豫不决,因为今年于我来说很重要,事情也很多,儿子今年初三很是关键,而我也带的是毕业班,身上的担子很重,再加上老公在外地上班,一周只回来一会,我一个人带着孩子,既要上班,还要
- 第二期转型突破研讨会 Day1
丰色艳阳
7月1日19:33~10:33三个小时全球直播内容升级迭代再次颠覆我的认知人这辈子要醒来两次一次是从梦里一次在思考中。什么是学习?不是课堂而是近朱者赤近墨者黑,是身边的人耳濡目染潜移默化。老师叩问灵魂的句子一句接一句惊醒梦中人。今天笔记太长,感兴趣的宝宝评论区留言找我要好奇心重的宝宝扫码明天19:33直播间见分享最触动我的几句话:“最怕6个字,其实我都知道”“接受碾压才能获得真正成长”“被动学习才
- 第二十六周周总结(6.26--7.02)
守护诺言2021
一、本周都做了些什么?好好工作1.中考阅卷4天,连报到+会议1天,5天闭关在蚂蚁坡完成1万6千3百份试卷的批阅。2.认真收集了课题组素材,编写提案。3.召集毕业典礼节目成员第一次集合排练。好好学习4.参加了积微闪亮星期天,周英的主持很热情,曹曹、自然、球球的分享让我很瘦触动,我定下目标:参加第二期减重营瘦10斤并发挥合伙人效应,分享带动3个周边的朋友一起加入减脂。5.参加周一积微晨会,王老师每一次
- 焦点父母课堂洛阳第二期分享第七十五天
心_472c
怎么与孩子共情呢?首先要帮助孩子,关注到孩子的感受,孩子的感受与他们的行为有直接的联系,孩子有好的感受就会有好的行为。孩子有不好的感受,要与孩子产生共情,今天对你来说真是糟糕的一天呀,承受了这么大的压力。与孩子共情的四个技巧,1全神贯注的倾听。2用简单的词语回应他的感受。不需要太多的语言。3说出他们的感受。4用幻想的方式实现他们的愿望。与孩子共情的前提必须是接纳和理解。把自己当成一面镜子,感受他的
- 轮回
文小怪
2018年11月2号晴杭州轮回.jpg项目首开刚结束,第二期紧随其后。轮回。昨天和前天,开会,到凌晨。醉了。到第二期登记登记结束,都不会有好日子过了。付出跟收获完全不成正比。前几天,我跟主管老于主动提出说,你把连家和D房网也划划走吧,我放弃这个项目,开会的时候,我来凑个人场,这项目做着没意思。他说,那你前期都铺排那么久。我说,前期咱不是不知道是个坑么,现在知道了。他说,知道也晚了,现在已经在坑里,
- 《罗辑思维》第二期 拒绝逃离北上广,见识决定命运 学习笔记
张利涛的成长记录
第2期丨拒绝逃离北上广,见识决定命运第一部分城市化的财富效应这部分里罗胖提出一个有意思的概念:城市是大规模的"肉身"聚集,现代生活的本质是,只有聚集才能产生大规模的财富。图片下面一段是我的理解:北上广深等特大城市最大的优势在于:吸引了优秀的人,看到新生事物。一线城市里大规模的人口使得社会分工精细化、工业化、器械化、规模化,能建立全面的产业链、供应链等。目前,粤港澳大湾区、长三角、京津冀等大城市群达
- *第二期《认知觉醒》4/7-1组-阿静教练-紫叶
紫叶_1ace
R:很多时候,我们对困难的事物缺乏耐心是因为看不到全局、不知道自己身在何处,所以总是拿着天性这把短视之尺到处衡量,以为做成一件事很简单。事实上,如果我们能了解一些事物发展的基本规律,改用理性这把客观之尺,则会极大地提升耐心。复利曲线就是一种理性工具。复利效应显示了价值积累的普遍规律:前期增长非常缓慢,但达到一个拐点后会飞速增长。这个“世界第八大奇迹”揭示的正是这种力量,不过要想获得这种力量,我们需
- Hadoop(一)
朱辉辉33
hadooplinux
今天在诺基亚第一天开始培训大数据,因为之前没接触过Linux,所以这次一起学了,任务量还是蛮大的。
首先下载安装了Xshell软件,然后公司给了账号密码连接上了河南郑州那边的服务器,接下来开始按照给的资料学习,全英文的,头也不讲解,说锻炼我们的学习能力,然后就开始跌跌撞撞的自学。这里写部分已经运行成功的代码吧.
在hdfs下,运行hadoop fs -mkdir /u
- maven An error occurred while filtering resources
blackproof
maven报错
转:http://stackoverflow.com/questions/18145774/eclipse-an-error-occurred-while-filtering-resources
maven报错:
maven An error occurred while filtering resources
Maven -> Update Proje
- jdk常用故障排查命令
daysinsun
jvm
linux下常见定位命令:
1、jps 输出Java进程
-q 只输出进程ID的名称,省略主类的名称;
-m 输出进程启动时传递给main函数的参数;
&nb
- java 位移运算与乘法运算
周凡杨
java位移运算乘法
对于 JAVA 编程中,适当的采用位移运算,会减少代码的运行时间,提高项目的运行效率。这个可以从一道面试题说起:
问题:
用最有效率的方法算出2 乘以8 等於几?”
答案:2 << 3
由此就引发了我的思考,为什么位移运算会比乘法运算更快呢?其实简单的想想,计算机的内存是用由 0 和 1 组成的二
- java中的枚举(enmu)
g21121
java
从jdk1.5开始,java增加了enum(枚举)这个类型,但是大家在平时运用中还是比较少用到枚举的,而且很多人和我一样对枚举一知半解,下面就跟大家一起学习下enmu枚举。先看一个最简单的枚举类型,一个返回类型的枚举:
public enum ResultType {
/**
* 成功
*/
SUCCESS,
/**
* 失败
*/
FAIL,
- MQ初级学习
510888780
activemq
1.下载ActiveMQ
去官方网站下载:http://activemq.apache.org/
2.运行ActiveMQ
解压缩apache-activemq-5.9.0-bin.zip到C盘,然后双击apache-activemq-5.9.0-\bin\activemq-admin.bat运行ActiveMQ程序。
启动ActiveMQ以后,登陆:http://localhos
- Spring_Transactional_Propagation
布衣凌宇
springtransactional
//事务传播属性
@Transactional(propagation=Propagation.REQUIRED)//如果有事务,那么加入事务,没有的话新创建一个
@Transactional(propagation=Propagation.NOT_SUPPORTED)//这个方法不开启事务
@Transactional(propagation=Propagation.REQUIREDS_N
- 我的spring学习笔记12-idref与ref的区别
aijuans
spring
idref用来将容器内其他bean的id传给<constructor-arg>/<property>元素,同时提供错误验证功能。例如:
<bean id ="theTargetBean" class="..." />
<bean id ="theClientBean" class=&quo
- Jqplot之折线图
antlove
jsjqueryWebtimeseriesjqplot
timeseriesChart.html
<script type="text/javascript" src="jslib/jquery.min.js"></script>
<script type="text/javascript" src="jslib/excanvas.min.js&
- JDBC中事务处理应用
百合不是茶
javaJDBC编程事务控制语句
解释事务的概念; 事务控制是sql语句中的核心之一;事务控制的作用就是保证数据的正常执行与异常之后可以恢复
事务常用命令:
Commit提交
- [转]ConcurrentHashMap Collections.synchronizedMap和Hashtable讨论
bijian1013
java多线程线程安全HashMap
在Java类库中出现的第一个关联的集合类是Hashtable,它是JDK1.0的一部分。 Hashtable提供了一种易于使用的、线程安全的、关联的map功能,这当然也是方便的。然而,线程安全性是凭代价换来的――Hashtable的所有方法都是同步的。此时,无竞争的同步会导致可观的性能代价。Hashtable的后继者HashMap是作为JDK1.2中的集合框架的一部分出现的,它通过提供一个不同步的
- ng-if与ng-show、ng-hide指令的区别和注意事项
bijian1013
JavaScriptAngularJS
angularJS中的ng-show、ng-hide、ng-if指令都可以用来控制dom元素的显示或隐藏。ng-show和ng-hide根据所给表达式的值来显示或隐藏HTML元素。当赋值给ng-show指令的值为false时元素会被隐藏,值为true时元素会显示。ng-hide功能类似,使用方式相反。元素的显示或
- 【持久化框架MyBatis3七】MyBatis3定义typeHandler
bit1129
TypeHandler
什么是typeHandler?
typeHandler用于将某个类型的数据映射到表的某一列上,以完成MyBatis列跟某个属性的映射
内置typeHandler
MyBatis内置了很多typeHandler,这写typeHandler通过org.apache.ibatis.type.TypeHandlerRegistry进行注册,比如对于日期型数据的typeHandler,
- 上传下载文件rz,sz命令
bitcarter
linux命令rz
刚开始使用rz上传和sz下载命令:
因为我们是通过secureCRT终端工具进行使用的所以会有上传下载这样的需求:
我遇到的问题:
sz下载A文件10M左右,没有问题
但是将这个文件A再传到另一天服务器上时就出现传不上去,甚至出现乱码,死掉现象,具体问题
解决方法:
上传命令改为;rz -ybe
下载命令改为:sz -be filename
如果还是有问题:
那就是文
- 通过ngx-lua来统计nginx上的虚拟主机性能数据
ronin47
ngx-lua 统计 解禁ip
介绍
以前我们为nginx做统计,都是通过对日志的分析来完成.比较麻烦,现在基于ngx_lua插件,开发了实时统计站点状态的脚本,解放生产力.项目主页: https://github.com/skyeydemon/ngx-lua-stats 功能
支持分不同虚拟主机统计, 同一个虚拟主机下可以分不同的location统计.
可以统计与query-times request-time
- java-68-把数组排成最小的数。一个正整数数组,将它们连接起来排成一个数,输出能排出的所有数字中最小的。例如输入数组{32, 321},则输出32132
bylijinnan
java
import java.util.Arrays;
import java.util.Comparator;
public class MinNumFromIntArray {
/**
* Q68输入一个正整数数组,将它们连接起来排成一个数,输出能排出的所有数字中最小的一个。
* 例如输入数组{32, 321},则输出这两个能排成的最小数字32132。请给出解决问题
- Oracle基本操作
ccii
Oracle SQL总结Oracle SQL语法Oracle基本操作Oracle SQL
一、表操作
1. 常用数据类型
NUMBER(p,s):可变长度的数字。p表示整数加小数的最大位数,s为最大小数位数。支持最大精度为38位
NVARCHAR2(size):变长字符串,最大长度为4000字节(以字符数为单位)
VARCHAR2(size):变长字符串,最大长度为4000字节(以字节数为单位)
CHAR(size):定长字符串,最大长度为2000字节,最小为1字节,默认
- [强人工智能]实现强人工智能的路线图
comsci
人工智能
1:创建一个用于记录拓扑网络连接的矩阵数据表
2:自动构造或者人工复制一个包含10万个连接(1000*1000)的流程图
3:将这个流程图导入到矩阵数据表中
4:在矩阵的每个有意义的节点中嵌入一段简单的
- 给Tomcat,Apache配置gzip压缩(HTTP压缩)功能
cwqcwqmax9
apache
背景:
HTTP 压缩可以大大提高浏览网站的速度,它的原理是,在客户端请求网页后,从服务器端将网页文件压缩,再下载到客户端,由客户端的浏览器负责解压缩并浏览。相对于普通的浏览过程HTML ,CSS,Javascript , Text ,它可以节省40%左右的流量。更为重要的是,它可以对动态生成的,包括CGI、PHP , JSP , ASP , Servlet,SHTML等输出的网页也能进行压缩,
- SpringMVC and Struts2
dashuaifu
struts2springMVC
SpringMVC VS Struts2
1:
spring3开发效率高于struts
2:
spring3 mvc可以认为已经100%零配置
3:
struts2是类级别的拦截, 一个类对应一个request上下文,
springmvc是方法级别的拦截,一个方法对应一个request上下文,而方法同时又跟一个url对应
所以说从架构本身上 spring3 mvc就容易实现r
- windows常用命令行命令
dcj3sjt126com
windowscmdcommand
在windows系统中,点击开始-运行,可以直接输入命令行,快速打开一些原本需要多次点击图标才能打开的界面,如常用的输入cmd打开dos命令行,输入taskmgr打开任务管理器。此处列出了网上搜集到的一些常用命令。winver 检查windows版本 wmimgmt.msc 打开windows管理体系结构(wmi) wupdmgr windows更新程序 wscrip
- 再看知名应用背后的第三方开源项目
dcj3sjt126com
ios
知名应用程序的设计和技术一直都是开发者需要学习的,同样这些应用所使用的开源框架也是不可忽视的一部分。此前《
iOS第三方开源库的吐槽和备忘》中作者ibireme列举了国内多款知名应用所使用的开源框架,并对其中一些框架进行了分析,同样国外开发者
@iOSCowboy也在博客中给我们列出了国外多款知名应用使用的开源框架。另外txx's blog中详细介绍了
Facebook Paper使用的第三
- Objective-c单例模式的正确写法
jsntghf
单例iosiPhone
一般情况下,可能我们写的单例模式是这样的:
#import <Foundation/Foundation.h>
@interface Downloader : NSObject
+ (instancetype)sharedDownloader;
@end
#import "Downloader.h"
@implementation
- jquery easyui datagrid 加载成功,选中某一行
hae
jqueryeasyuidatagrid数据加载
1.首先你需要设置datagrid的onLoadSuccess
$(
'#dg'
).datagrid({onLoadSuccess :
function
(data){
$(
'#dg'
).datagrid(
'selectRow'
,3);
}});
2.onL
- jQuery用户数字打分评价效果
ini
JavaScripthtmljqueryWebcss
效果体验:http://hovertree.com/texiao/jquery/5.htmHTML文件代码:
<!DOCTYPE html>
<html xmlns="http://www.w3.org/1999/xhtml">
<head>
<title>jQuery用户数字打分评分代码 - HoverTree</
- mybatis的paramType
kerryg
DAOsql
MyBatis传多个参数:
1、采用#{0},#{1}获得参数:
Dao层函数方法:
public User selectUser(String name,String area);
对应的Mapper.xml
<select id="selectUser" result
- centos 7安装mysql5.5
MrLee23
centos
首先centos7 已经不支持mysql,因为收费了你懂得,所以内部集成了mariadb,而安装mysql的话会和mariadb的文件冲突,所以需要先卸载掉mariadb,以下为卸载mariadb,安装mysql的步骤。
#列出所有被安装的rpm package rpm -qa | grep mariadb
#卸载
rpm -e mariadb-libs-5.
- 利用thrift来实现消息群发
qifeifei
thrift
Thrift项目一般用来做内部项目接偶用的,还有能跨不同语言的功能,非常方便,一般前端系统和后台server线上都是3个节点,然后前端通过获取client来访问后台server,那么如果是多太server,就是有一个负载均衡的方法,然后最后访问其中一个节点。那么换个思路,能不能发送给所有节点的server呢,如果能就
- 实现一个sizeof获取Java对象大小
teasp
javaHotSpot内存对象大小sizeof
由于Java的设计者不想让程序员管理和了解内存的使用,我们想要知道一个对象在内存中的大小变得比较困难了。本文提供了可以获取对象的大小的方法,但是由于各个虚拟机在内存使用上可能存在不同,因此该方法不能在各虚拟机上都适用,而是仅在hotspot 32位虚拟机上,或者其它内存管理方式与hotspot 32位虚拟机相同的虚拟机上 适用。
- SVN错误及处理
xiangqian0505
SVN提交文件时服务器强行关闭
在SVN服务控制台打开资源库“SVN无法读取current” ---摘自网络 写道 SVN无法读取current修复方法 Can't read file : End of file found
文件:repository/db/txn_current、repository/db/current
其中current记录当前最新版本号,txn_current记录版本库中版本