IS620F PN博途组态TO工艺对象,讨论汇川IS620F 替代西门子V90 PN的可行性
当下,西门子V90伺服,缺货,现货一套难求
脉冲伺服很简单,直接换安川,汇川,松下,台达等等,
PN总线的咋办?
TO组态咋办?
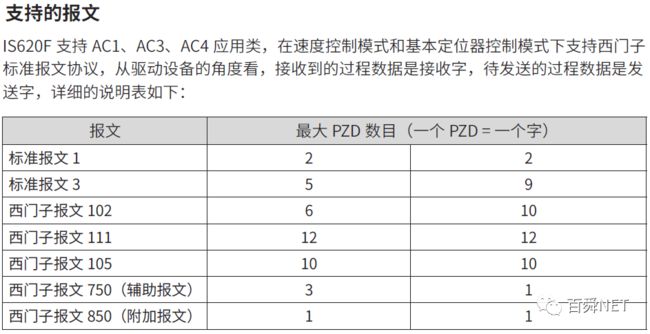
不要怕,汇川IS620F系列在,支持1,3,102,111,105,750,850报文.
山东地区及其他地区需要汇川IS620F伺服的用户,请致电151 5311 9366
本文主要讲述如何在博途通过3号报文组态TO工艺对象控制汇川IS620F伺服
AC4 模式
1. 概述
在 PLC 中组态轴工艺对象,620F/810F 使用标准报文 3、102 或者 105,通过 MC_Power、MC_MoveAbsolute 等 PLC Open 标准程序块进行控制,下面以 S7-1500PLC 组态报文 3 配置为例介绍。
2. 配置要点
1) 组态 IS620F,添加报文 3,如下图 1 所示。

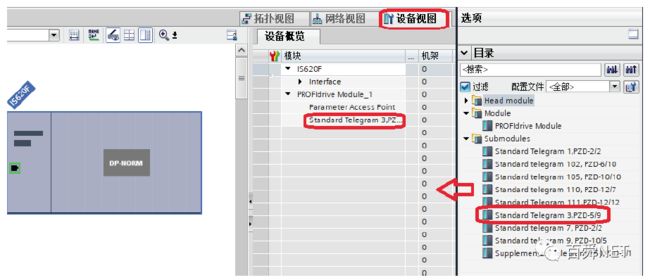
图1 导 入 IS620F
2) 在网络视图中将 PLC 与 620F 连接。
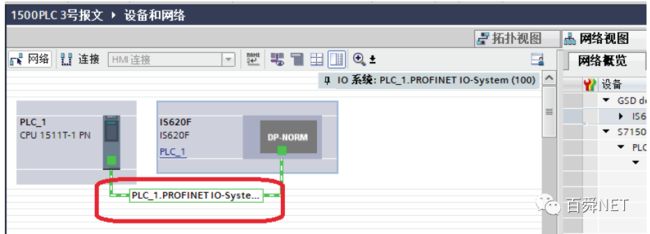
图2 网络视图连接
3) 若需要 PLC 与 620F 进行 IRT 通讯,则拓扑视图必须连接,同时实际的物理连接要与组态的一致,若只是进行 RT 通讯(默认),则拓扑视图可以不用连接。
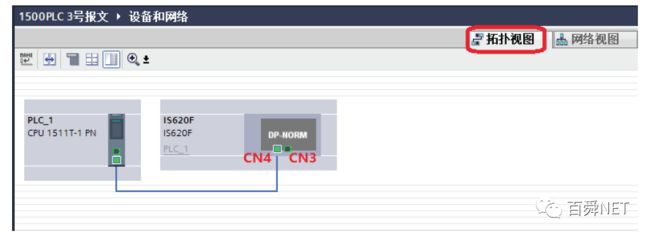
图3 拓扑视图连接
4) 接着添加定位轴。

图4 添加工艺轴
5) 然后在组态配置中选择“Profidrive”与“标准报文 3”。
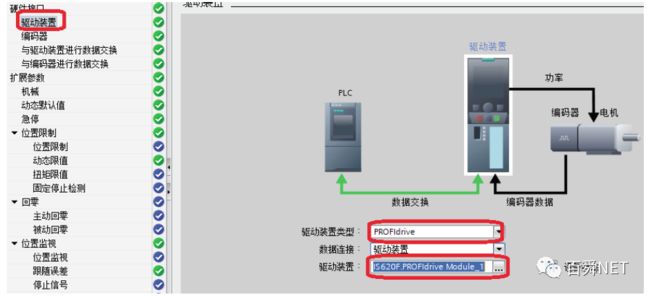
图5 选择 Profidrive 与报文
6) 接着进行编码器类型选择,若 H02-01=0(增量位置模式),则编码器类型选择“增量”。

图7 增量编码器类型选择
7) 若 H02-01=1(绝对位置线性模式),则编码器类型选择“循环绝对编码器”。

图7 -2 编码器类型选择
8) 对于电机的参考速度、最大速度以及基准扭矩不能勾选“运行时自动应用驱动值“,需 要根据驱动器参数手动设置。参考速度为电机的额定转速,对应伺服参数 H00-14。最大转速对应伺服参数 H00-15。

图8 电机参考速度

图9 对应的伺服参数数据值
9) 接着对于“与编码器进行数据交换”这块,可以勾选“运行过程中自动应用编码器值”
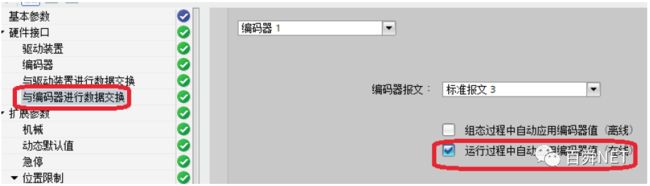
图10 勾选“运行过程中自动应用编码器值”
10) 对于“与编码器进行数据交换”这块,若不勾选“运行过程中自动应用编码器值”,需 要按照如下配置:
① 若 H02-01=0(增量位置模式),编码器类型选择“增量”,则需要如下配置。

图11 增量位置模式设置
② 若H02-01=1(绝对位置线性模式),编码器类型选择“循环绝对编码器,则需要如下配置。
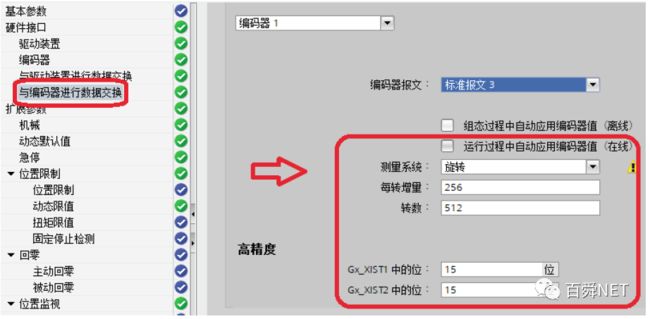
图12 绝对位置模式设置
11) 进行扩展参数设置,编码器安装类型选择“在电机轴上”,并设置位置参数。

图13 设置编码器安装类型
12) 可关闭“启用跟随误差监控”选项,若勾选且跟随误差设置较小情况下,使能运行时上 位机容易报错。

图14 关闭跟随误差监控
13) 在主程序中编写程序。<和V90编程是不是很像,就是没啥区别啊>
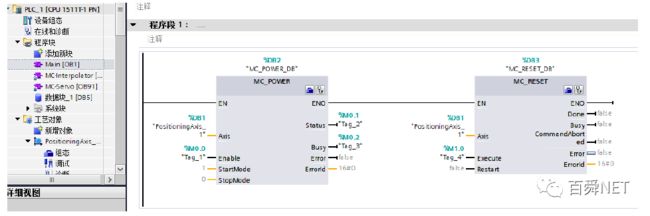
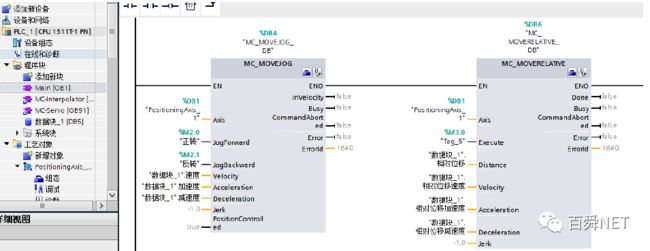
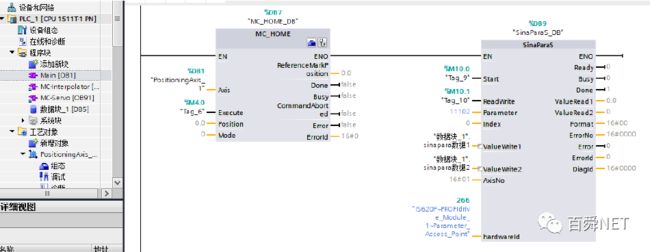
图15 编写运动控制程序
14) 在设备视图中双击 620F 设备,为 620F 设置 IP 地址与设备名称,如图16 所示。

图16 分配 IP 与设备名称
15) 下载 PLC 程序,如图17 所示。
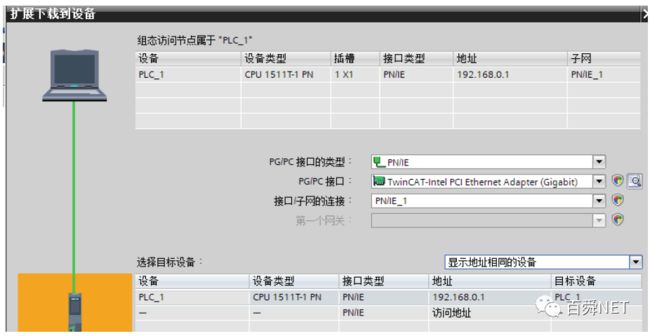
图17 下载 PLC 程序
16) 下载完成后监控 PLC 有无报错、伺服面板有无切到 44ry 状态,若存在问题,则需要在设备视图中右键 620F,选择分配设备名称。
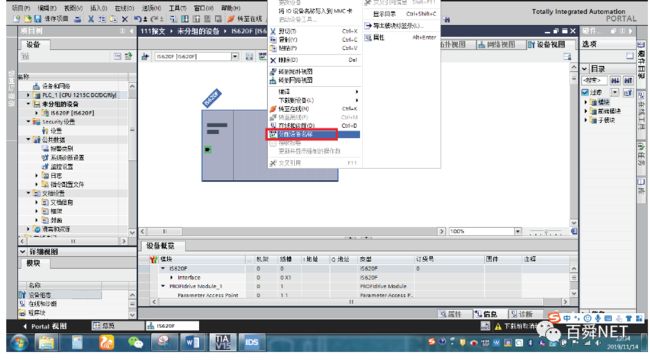
图18 分配设备名称
17) 最后将设备名称分配给 620F,先点击‘更新列表’,选中要分配的伺服,然后点击“分配设备名称”,完成之后可以再点击一下‘更新列表’,观察设备名称是否已经修改完成,同时查看伺服状态以及 PLC 状态报错有无消除。

图19 完成设备名称分配
18) 至此报文 3 组态配置以及编程全部完成。
通知公告
1.本站资源来源于网络,仅供学习交流,严禁用于商业用途,否则一切后果自负.
2免责申明:本公众号所载文章为本公众号原创或根据网络搜索编辑整理,文章版权归原作者所有。因转载众多,无法找到真正来源,如标错来源,或对于文中所使用的图片,资料,下载链接中所包含的软件,资料等,如有侵权,请跟我们联系协商或删除,谢谢!
3.技术资料,仅供参考;由此引起的一切后果,概不负责.
更多资料
| 公众号: 百舜NET | 微信群:工业自动化交流群 |
 |
|
